Спроектировать участок по ремонту двигателей и разработать технологический процесс восстановления шатуна

КГАМТ, машиностроение, Техническое обслуживание и ремонт автомобильного транспорта,Спроектировать участок по ремонту двигателей и разработать технологический процесс восстановления шатуна, 2013
В данном курсовом проекте рассматривается участок на СТО по ремонту двигателей и и разрабатывается технологический процесс восстановления шатуна
Содержание:
1.ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО УЧАСТКА
2.РАСЧЕТ ПРОЕКТИРУЕМОГО УЧАСТКА.
2.1 Расчет производственный фонд времени рассчитывается по календарю и режиму работы конкретного предприятия участка, на планируемый период.
2.2 Расчет годового объема работ
2.3 Расчет численности производственных рабочих
2.4 Подбор технологического оборудования
2.5 Расчет производственной площади
3.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Назначение, конструктивные особенности, условия работы заданной детали
3.1.1 Технические условия на дефектацию коленчатого вала
3.2 Разработка технологического процесса восстановления детали.
3.2.1 Выбор рационального способа восстановления детали.
3.2.2 Определение последовательности выполнение операций.
3.2.3 Расчет режимов работы
4 ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОЕКТИРУЕМОМ ОБЪЕКТЕ И ОХРАНА ОК-РУЖАЮЩЕЙ СРЕДЫ
Графическая часть содержит:
1.Сборочный чертеж Шатун КамАз 740
2.Участок по ремонту двигателей
Состав: Спроектировать участок по ремонту двигателей и разработать технологический процесс восстановления шатуна(ПЗ),Участок по ремонту двигателей(чертеж), Шатун КАМАЗ 740(СБ) 
Источник
«Проект участка по ремонту коленчатых валов для ОАО «КАМАЗ ЦЕНТР».Пояснительная записка

«Саратовский государственный технический университет
имени Гагарина Ю.А.»
Автомеханический факультет
Кафедра: Автомобили и автомобильное хозяйство
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
«Проект участка по ремонту коленчатых валов для ОАО «КАМАЗ ЦЕНТР»
Саратов 2016
«Проект участка по ремонту коленчатых валов для ОАО «КАМАЗ Центр» город Саратов». Выпускная квалификационная работа (ВКР). СГТУ имени Гагарина Ю.А.: Кафедра «Автомобили и автомобильное хозяйство», 2016.
Пояснительная записка – 85 стр., 17 рис., 18 табл., 15 литературных источников; графическая часть – 8 листов формата А1.
В данном разделе будет произведен технологический расчет АТП и планирование участка для восстановления коленчатых валов методом наплавки под флюсом.
В качестве исходных данных приняты следующие значения:
• тип автомобилей в автопарке – КамАЗ-5320;
• списочное количество автомобилей Ас = 120 шт.;
• среднесуточный пробег составляет Lcc = 80 км.
Введение………………………………………………………………………11
1. Технологический расчет АТП……………………………………………12
1.1 Исходные данные……………………………………………………..12
1.2 Корректирование нормативных значений исходных данных……. 13
1.3 Расчет годовой производственной программы по количеству воздействий…………………………………………………………. 16
1.4 Расчет численности ремонтно-обслуживающих рабочих и распределение их по специальностям……………………………….19
1.5 Технологическое проектирование зон ТО и ТР для автомобилей КамАЗ – 5320………………………………………………………….21
1.6 Выбор оборудования для выполнения технологического процесса восстановления коленчатых валов…………………………………..24
1.7 Технологический расчет участка по наплавке коленчатых валов…25
1.8 Разработка участка по ремонту коленчатых валов…………………26
2. Описание назначения исследуемой детали, условий работы и причин возникновения дефектов………………………………………………….26
2.1 Анализ дефектов, технических требований к восстанавливаемой детали………………………………………………………………….28
2.2 Определение категории технологической сложности восстановления коленчатых валов КАМАЗ-740………………………………………32
3. Разработка технологического процесса восстановления коленчатого вала КАМАЗ-740………………………………………………………….35
3.1 Выбор способа восстановления……………………………………. 35
3.2 Структура маршрутно-технологического процесса …………. 36
3.2.1 Маршрутная карта………………………………………………37
3.2.2 Технологический процесс восстановления……………………38
3.2.3 Выбор оборудования и инструмента…………………………..41
3.2.4 Расчет режимов обработки……………………………………..44
4. Конструкторская часть……………………………………………………47
4.1 Описание назначения нововведения…………………………………47
4.2 Расчет болтов крепления коленчатого вала к центросместителю на растяжение и на срез………………………………………………………49
4.3 результаты расчета болта……………………………………………..49
4.4 Патентный поиск……………………………………………………. 50
5. Безопасность технологического процесса на участке по восстановлению коленчатого вала КАМАЗ-740……………………………………………58
5.1 Анализ опасных и вредных факторов на проектируемом участке………………………………………………………………. 58
5.2 Расчет искусственного освещения…………………………………..60
5.3 Назначение зануления………………………………………………..62
5.4 Расчет защитного зануления…………………………………………64
5.5 Расчет системы вентиляции………………………………………….67
6. Экономическая эффективность проекта…………………………………69
6.1 Описание предлагаемой услуги……………………………………. 70
6.2 Сравнительные технико-экономические характеристики процесса восстановления………………………………………………………..70
6.3 Расчет себестоимости услуги………………………………………. 71
6.4 Коммунальные затраты………………………………………………75
6.5 Расчет предполагаемого объема продаж…………………………….77
6.6 Определение необходимых инвестиций для проекта………………79
6.7 Оценка экономической состоятельности проекта…………………..80
Заключение………………………………………………………………. 83
Список литературы…………………………………………………………. 84
Приложение А
Приложение Б
Состав: Пояснительная записка, Титульные листы, Генеральный план, Производственный корпус, План участка, Плакат отказов, БЖД плакат, Экономика плакат, Ремонтный чертёж, Центросместитель чертёж
Источник
Участок по ремонту камаз 740
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
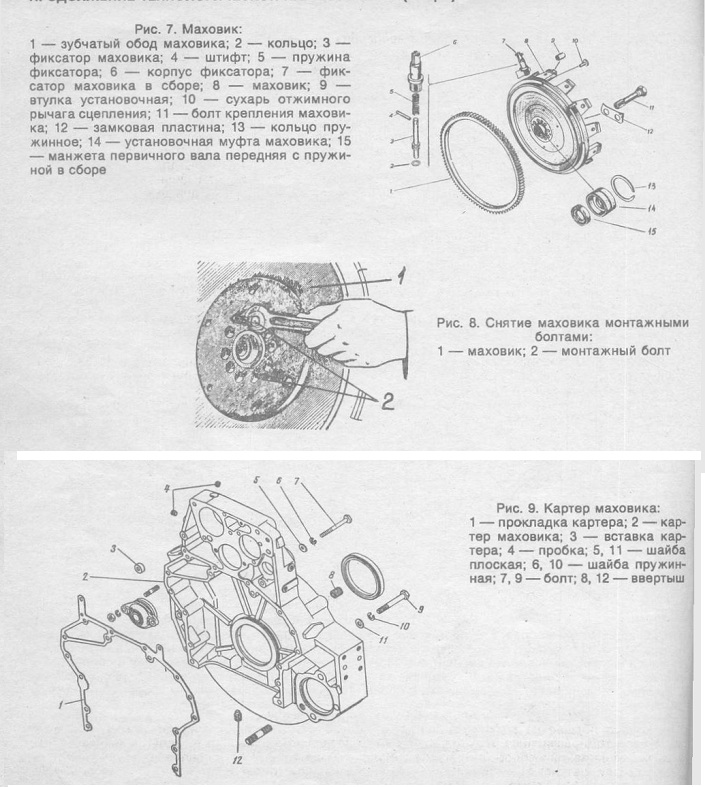
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
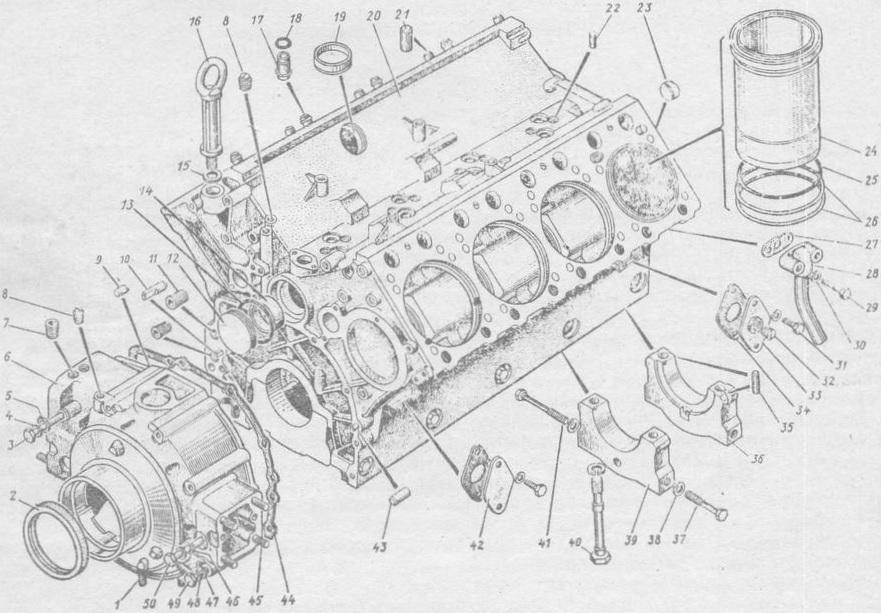
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
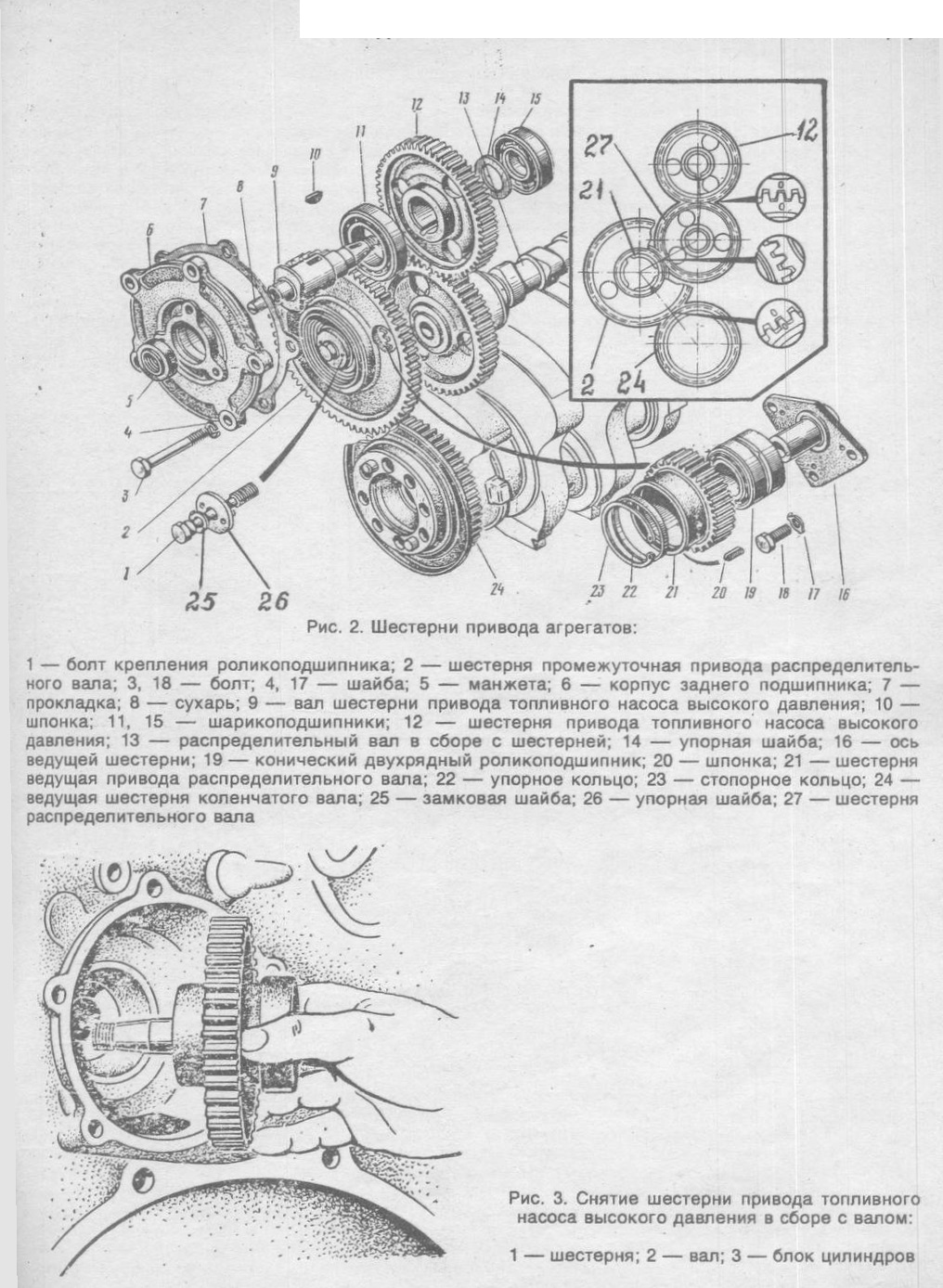
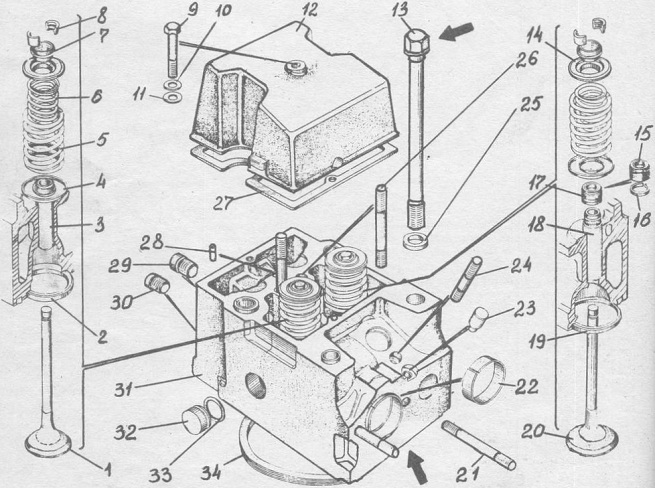
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник