
R27 Механизированная поточная линия по ремонту тележек электровозов и тепловозов
На поточных линиях введена максимальная механизация работ на специализированных позициях. Конвейер для транспортировки тележек выполнен непрерывным, что исключает необходимость возврата транспортировочных тележек краном с восьмой позиции на четвертую. Осуществлен нижний отсос газов на сварочной (пятой) позиции, что улучшает удобство работы и не загромождает цех.
На рис. 1 дана планировка поточной линии текущего ремонта ТР-3 тележек тепловозов в депо Тюмень Свердловской железной дороги. Поточная линия ремонта тележек является одним из участков в общем технологическом процессе проведения текущего ремонта ТР-3 тепловозов.
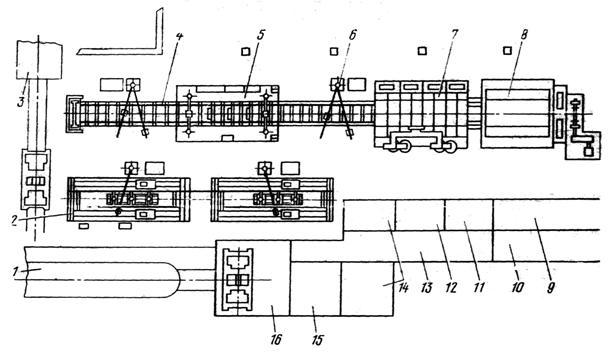
Рис. 1. Поточная линия ремонта бесчелюстных тележек локомотивов в депо Тюмень Свердловской дороги;
1 — позиция выкатки тележек; 2 — позиция разборки и сборки тележек; 3 — позиция мойки рамы тележки; 4 — позиция разборки и проверки рамы; 5 — позиция ремонта рамы; 6 — сборка рамы; 7 — окраска рамы; 8 — сушка рамы; 9 — накопитель колесных пар; 10 — накопитель тяговых электродвигателей; 11 — место для сборки колесно-моторных блоков; 12 —обкатка колесно-моторных блоков; 13 — участок ремонта буксовых узлов и рессорного подвешивания; 14 — накопитель обкатанных колесно-моторных блоков, 15 — место разборки колесно-моторных блоков; 16 — накопитель тележек и рам
В депо Тюмень поточная линия расположена на четырех путях. На первом пути размещена первая позиция подготовки к выкатке и выкатка тележек из-под секции тепловоза. Здесь производят отсоединение лестницы от рамы кузова для возможности установки домкратов ТЭД-30, вентиляционных патрубков от тяговых электродвигателей, рукавов от боковых опор, кабелей тяговых электродвигателей, рукавов пескопроводных и воздухопроводных труб, привода скоростемера от буксы, привода ручного тормоза. При помощи приспособления сжимают комплект буксовых пружин.
После подъемки кузова четырьмя электродомкратами ТЭД-30 на высоту, обеспечивающую свободный проход тележек под секцией тепловоза, тележки выкатывают. Используют для этого тяговый электродвигатель секции, подводя к нему питание от деповской сети постоянного тока напряжением 250 В или от сварочного аппарата с напряжением 75 В, а электрическую схему собирают так, как показано на рис. 30.
Для удобства монтажа и демонтажа первая позиция оборудована смотровой канавой и колонками для подключения пневмоинструмента.
На втором пути расположена вторая позиция — разборки тележек. Здесь снимают с рамы поводки букс, продольные тяги рычажной передачи тормоза, брезентовые чехлы с корпусов боковых опор, отсоединяют фрикционные гасители колебаний рессорного подвешивания от букс, сливают смазку из боковых опор и из гнезда в шкворневой балке, демонтируют гнезда, верхние опоры и обоймы с роликами из боковых опор, пескопроводные трубы и пружины рессорного подвешивания.
Другой фрагмент реферата
Монтажные тележки (рис. 5) размещены в боковых приямках глубиной 570 мм и шириной 1070 мм. На тележке смонтированы гайковерт, механизм передвижения, разобщительный кран, домкрат, оборудование гидросистемы, пульт управления, быстроразъемное соединение.
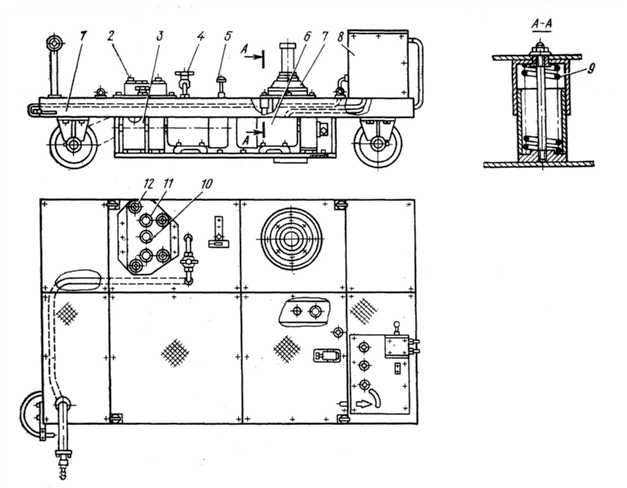
Рис. 5. Монтажная тележка:
1—тележка; 2 — гайковерт; 3 — механизм передвижения; 4 — разобщительный кран; 5 — рукоятка для реверсирования гайковерта; 6 — гидроагрегат; 7 — домкрат; 8 — пульт управления; 9 — амортизатор; 10 — вал — шестерня центральной передаточной коробки; 11 — паразитная шестерня; 12 — вал-шестерня под ключ гайковерта
Рама тележки изготовлена из фасонного и листового проката. К ней прикреплены четыре кронштейна с запрессованными бронзовыми втулками, служащими подшипниками для двух осей с колесами. На ведущей оси насажена звездочка. Механизм передвижения служит для перемещения монтажной тележки. Он состоит из электродвигателя и редуктора, соединенных между собой муфтой и установленных на общей плите. На выходном валу редуктора насажена звездочка, которая при помощи цепи передает вращение ведущей оси.
Многошпиндельный гайковерт служит для отворачивания и заворачивания болтов буксовых поводков. Он состоит из передаточной коробки и привода — пневматического реверсивного гайковерта. Передаточная коробка установлена на верхнем листе рамы и состоит яз корпуса, центрального вала-шестерни, который передает вращение четырем валам-шестерням через две паразитные шестерни. Модуль шестерни m=4, число зубьев у валов-шестерен n=17. Все валы установлены в бронзовых втулках, смазываемых через масленки, ввернутые в торцы валов. Выходные концы валов-шестерен выполнены квадратными, а их расположение соответствует расположению болтов буксовых поводков. Поэтому без передвижки тележки при помощи ключей, надеваемых на квадратные выходные концы, можно отвернуть четыре болта.
Пневматический реверсивный гайковерт установлен на плите, подвешенной на трех шпильках, укрепленных к верхнему листу рамы. Поскольку гайковерт расположен под рамой, реверсирование его осуществляется рукояткой через два шкива с закрепленным к ним тросиком. Воздух к гайковерту подводится через разобщительный кран, установленный на раме.
Домкрат состоит из цилиндра, пустотелого штока, в отверстия которого вставляются сменные головки. Уплотнение штока в цилиндре осуществляется двумя резиновыми манжетами, установленными на двух бронзовых полукольцах, а в крышке — одной резиновой манжетой. Цилиндр подвешен к раме тележки на четырех амортизаторах. При нагружении домкрата пружины сжимаются и цилиндр опирается на рельс, по которому передвигается тележка. Таким образом, нагрузка при работе домкрата передается на рельсы, а не на тележку.
Гидроагрегат обеспечивает подачу масла в цилиндр домкрата и состоит из насоса высокого давления и электродвигателя, соединенных между собой муфтой и установленных на общей плите. К гидроагрегату подсоединено гидрооборудование, которое включает в себя трубопроводы, фильтр 8-80-1К (ГОСТ 21329—75), предохранительно-разгрузочный клапан М-КП (Q = 40 л/мин), гидрораспределитель (Q = 40 л/мин). Соединение с домкратом осуществлено при помощи двух рукавов высокого давления. Бак для масла установлен на общем кронштейне с гидроагрегатом и расположен под настилом тележки.
Пульт управления обеспечивает управление гидравлическим домкратом и механизмом передвижения. Внутри пульта смонтирована пусковая электроаппаратура, панель с предохранителями и гидрораспределитель. На верхней панели пульта смонтированы кнопки управления и пакетный выключатель. На боковой панели расположен штепсельный разъем, который соединяет пульт с гибким кабелем.
В масляный бак заливают индустриальное масло (ГОСТ 20799—75). Предохранительно-разгрузочный клапан регулируют на давление в магистрали 6 МПа.
При помощи быстроразъемного соединения тележку подключают к воздушной сети депо. При установке пакетного выключателя в положение «Вкл.» на панели пульта загорается сигнальная лампочка, что свидетельствует о наличии напряжения на пульте.
Для отворачивания или заворачивания болтов тележку подводят к демонтируемой буксе таким образом, чтобы два крайних шпинделя гайковерта встали против двух соответствующих болтов поводка. Надевают на квадратные головки выходных концов гайковерта ключ и заправляют его на головку болта. Ручку реверса устанавливают в положение «Отворачивание» («Заворачивание»), открывают разобщительный кран на воздушной магистрали и производят отворачивание (заворачивание) болта.
Для запрессовки буксового поводка в клиновидные пазы подводят тележку таким образом, чтобы шток домкрата стал под поводок буксы. Вставляют в шток опору. Включают насос и при помощи ручки управления гидрораспределителя, установленной в положение «Подъем», производят подъем штока и запрессовку поводка. Для возврата штока в исходное положение ручку гидрораспределителя устанавливают в положение «Опускание». После прекращения работы ручку гидрораспределителя устанавливают в нейтральное положение и кнопкой выключают электродвигатель насоса.
Кроме того, домкрат позволяет поджать раму тележки, сделать натяжку поводка и легкими ударами молотка освободить поводок от рамы. На электровозах ВЛ10 и ВЛ80к при разборке и сборке тележки домкратом поджимают листовую рессору для разгрузки валика при его выемке или постановке.
Работа содержит 10 штук качественно отсканированных картинок различных средств механизации, применяемый при ремонте тележек электровозов и тепловозов. Может быть полезна студентам при написании курсовых проектов.
Источник
Технологический процесс ремонта тележек
Ремонт тележек производится по способу замены неисправных узлов и деталей вагонов на новые соответствующего типа или отремонтированные, отвечающие требованиям конструкционных документов, техническим условиям и характеристикам данного типа тележек.
Ремонт тележек производится в тележечном участке деповского ремонта на 6 позициях поточно-механизированной линии и имеет в своем составе следующие производственные участки:
— позиции ремонта тележек;
— участок магнитного испытания и испытания на растяжение деталей
— участок комплектовки пружин и испытания рессор;
— участок ремонта и комплектовки рычажных передач;
— участок ремонта и комплектовки подвесок тормозных башмаков с башмаками и колодками.
На листе 3 графической части проекта приведен план тележечного участка с размещением технологического оборудования.
В вагоносборочном цехе слесарь подвижного состава отсоединяет тормозные тяги, затем вынимает шкворень и производит подъемку вагонов домкратами. Убираются тормозные башмаки из-под тележки, тележки выкатываются из-под вагона, отсоединяются горизонтальные тяги тележек.
Слесарь по ремонту электрооборудования отсоединяет провода от клеммой коробки и вывертывает из букс датчики контроля температуры и заземляющие перемычки.
Тележку мостовым кран подают на первую позицию ремонта тележек.
Позиция оборудована приямками с крышками, которые открываются и закрываются автоматически, а так же гайковертами и пневмотолкателем тележек. На первой позиции выбивают шпинтоны из нижней части тележки, отворачивают гайковертами гайки шпинтонов и гайки предохранительных болтов центрального подвешивания тележек КВЗ-ЦНИИ.
Обмывку тележек производят 3% раствором каустической соды, подогретым до 70-80°С. Продолжительность обмывки тележки составляет 13 минут. После обмывки тележка при выходе из моечной машины, обдувается сжатым воздухом. Общее время обмывки и обдувки составляет 15 мин.
Подготовленные к ремонту и обмытые тележки транспортным тяговым устройством через поворотный круг для тележек поступают в транспортный коридор на позиции накопления.
Из транспортного коридора при помощи транспортировочного устройства через поворотный круг тележки поочередно поступают на III ремонтную позицию.
На III позиции производят следующие работы: у тележек всех типов, кроме ЦМВ снимают гасители колебаний и поводки. После чего кран-балкой поднимают тележку и выкатывают колесные пары. С колесных пар снимают комплект пружин с фрикционными гасителями колебаний, устанавливают комплекты на специальные захваты и подают на участок комплектовки пружин. Колесные пары с буксами кран-балкой устанавливают на путь, идущий в колесный цех и направляют их для производства полной или промежуточной ревизии.
Раму тележки кран-балкой подают на IV или IVa позиции. Устанавливают на специальный стенд для разборки, тележки закрепляют шкворнями.
На IV или IVa позициях у тележек КВЗ-5, КВЗ-ЦНИИ-I типа, II типа, КВЗ-ЦНИИ-М при помощи специального стенда производят сжатие центрального рессорного подвешивания тележек, снятие серег, тяги и валиков.
Серьги, тяги и валики подают на участок магнитного испытания и испытания на растяжение. После чего при помощи стенда распускают центральное подвешивание, выкатывают вручную поддон с пружинами на специальной тележке стенда из-под рамы тележки.
Пружины центрального рессорного подвешивания снимают с поддонов, осматривают, изломанные заменяют при необходимости сменяют шпинтоны, раму тележки с позиции IV или IVa подают на кантователь рам тележек кран-балкой с помощью захватного приспособления, оставляя при этом надрессор-ную балку на стенде.
На кантователе производят осмотр и ремонт рамы тележки (сварочные работы, смену шпинтонов на раме тележки, измерением расстояний между шпинтонами вдоль рамы тележки и измерением расстояний межшпинтонного пространства вдоль, поперек оси тележки и по диагоналям.)
Допускается производить смену шпинтонов на IV или IVa позициях, после чего подавать раму тележки на кантователь для производства замеров. С кантователя отремонтированную раму тележки кран-балкой в обратном порядке устанавливают на надрессорную балку тележки (IV или IVa позиции) и производя сборку центрального рессорного подвешивания. При помощи стенда сжимают центральное рессорное подвешивание и производят его сборку, т. е. Постановку тяг, валиков, серег.
На IV или IVa позициях у тележек ЦМВ снимают перекладину и предохранительную скобу надрессорной балки. С помощью захватного приспособления кран-балкой вынимают надрессорную балку и устанавливают на кантватель для ремонта. Кран-балкой с помощью захватного приспособления вынимают элептическую рессору и направляют на участок испытания.
После чего производят разборку центрального рессорного подвешивания. Люлечные балки, подвески и валики подают на участок магнитного испытания на растяжение при помощи кран-балки. Затем производят сборку центрального рессорного подвешивания, постановку перекладины и предохранительной скобы.
На IV или IVa позициях с тележек всех типов снимают траверсы, подвески с башмаками и колодками.
При помощи различных захватных приспособлений подают траверсы на испытание на растяжение, а подвески с башмаками и колодками на участок разборки и ремонта. Производят замену комплектов рычажных передач на заранее отремонтированные, а так же постановку траверс и подвесок с башмаками и колодками.
Разрешается ремонт рычажной передачи тележки производить непосредственно на тележках без подачи на специальную позицию.
На позиции V производят сборку буксового подвешивания и подкатку колесных пар. При подкатке колесных пар тележки переставляют кран-балкой с IV и IVa позициях и устанавливают на заранее подготовленные колесные пары, установленные на позиции V. шпинтонами вдоль рамы тележки и измерением расстояний межшпинтонного пространства вдоль, поперек оси тележки и по диагоналям.)
Допускается производить смену шпинтонов на IV или IVa позициях, после чего подавать раму тележки на кантователь для производства замеров. С кантователя отремонтированную раму тележки кран-балкой в обратном порядке устанавливают на надрессорную балку тележки (IV или IVa позиции) и производя! сборку центрального рессорного подвешивания. При помощи стенда сжимают центральное рессорное подвешивание и производят его сборку, т. е. Постановку тяг, валиков, серег.
На IV или IVa позициях у тележек ЦМВ снимают перекладину и предохранительную скобу надрессорной балки. С помощью захватного приспособления кран-балкой вынимают надрессорную балку и устанавливают на кантователь для ремонта. Кран-балкой с помощью захватного приспособления вынимают элептическую рессору и направляют на участок испытания.
После чего производят разборку центрального рессорного подвешивания. Люлечные балки, подвески и валики подают на участок магнитного испытания на растяжение при помощи кран-балки. Затем производят сборку центрального рессорного подвешивания, постановку перекладины и предохранительной скобы.
На IV или IVa позициях с тележек всех типов снимают траверсы, подвески с башмаками и колодками.
При помощи различных захватных приспособлений подают траверсы на испытание на растяжение, а подвески с башмаками и колодками на участок разборки и ремонта. Производят замену комплектов рычажных передач на заранее отремонтированные, а так же постановку траверс и подвесок с башмаками и колодками.
Разрешается ремонт рычажной передачи тележки производить непосредственно на тележках без подачи на специальную позицию.
На позиции V производят сборку буксового подвешивания и подкатку колесных пар. При подкатке колесных пар тележки переставляют кран-балкой с IV и IVa позициях и устанавливают на заранее подготовленные колесные пары, установленные на позиции V
На V позиции на тележки устанавливают так же поводки, гасители колебаний, датчики контроля температуры букс и заземляющие перемычки, устанавливают редуктор привода ТРКП.
Затем тележку при помощи лебедки через поворотный круг перемещают на VI позицию.
VI позиция оборудована приямками с закрывающимися автоматическими крышками и гайковертами.
На позиции производят, при помощи гайковертов, закручивание гаек шпинтонов, гаек предохранительных болтов и постановку шпинтонов.
После окончания ремонта тележка выкатывается в вагоносборочный цех и мостовым краном устанавливается на второй путь для подкатки под вагон.
Источник