Организация технологического процесса ремонта агрегатов
3.2 Организация технологического процесса ремонта агрегатов
Текущий ремонт агрегатов, узлов выполняется в том случае, когда невозможно восстановить их эксплуатационные показатели регулировочными работами. Общая схема технологического процесса текущего ремонта приведена на рисунке 3.3.
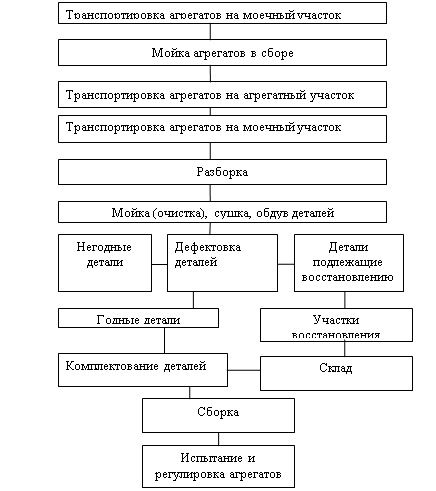
Рисунок 3.3– Схема технологического процесса текущего ремонта агрегатов
Для успешного и качественного выполнения ремонта и в целях сокращения трудовых затрат текущий ремонт агрегатов и узлов проводится в специализированных цехах, оснащенных современным и высокоэффективным оборудованием, подъемно-транспортными механизмами, приборами, приспособлениями и инструментом. Все работы по текущему ремонту агрегатов, узлов и деталей должны выполняться в строгом соответствии с техническими условиями.
Качество ремонта зависит от уровня выполнения всех работ, начиная с мойки и разборки и заканчивая испытанием собранного агрегата и узла.
Одним из основных условий качественного ремонта является аккуратная и правильная разборка, обеспечивающая сохранность и комплектность необезличиваемых деталей.
Агрегаты и узлы, поступающие на разборку, должны быть очищены от грязи и вымыты.
Каждая операция разборки должна выполняться инструментами и приспособлениями, предусмотренными технологическим процессом, на специальных стендах и верстаках.
После разборки детали агрегатов, узлов рекомендуется промывать в моечной установке (мелкие детали укладывают в сетчатые корзины) специальными моющими растворами при температуре 60-80°С и в ванне для мойки деталей холодным способом с помощью растворителей (керосин, дизельное топливо).
Очистка деталей от нагара, накипи, грязи и т.п. производится механическим способом (металлическими щетками, скребками), или физико-химическим воздействием на поверхность деталей.
Масляные каналы промываются керосином, прочищаются ершами и продуваются сжатым воздухом.
Сушка деталей после мойки производится обдувом сжатым воздухом.
Для обтирки деталей рекомендуется применять салфетки.
После мойки и чистки детали контролируют и сортируют. Контроль деталей производится для определения технического состояния и сортировки их в соответствии с техническими условиями на годные, требующие восстановления и подлежащие замене.
К годным относятся детали, износ которых лежит в пределах допустимых величин; детали, износ которых выше допустимого, но могут быть использованы после восстановления. В утиль отсортировывается детали, непригодные для использования вследствие полного их износа или серьезных дефектов.
При контроле и сортировке необходимо не обезличивать годные к эксплуатации сопрягаемые детали.
Контроль деталей производится наружным осмотром для выявления явно выраженных дефектов и с помощью специальных приборов, приспособлений и инструментов, которые позволяют обнаружить скрытые дефекты.
Перед сборкой агрегаты и узлы комплектуются деталями, прошедшими процесс дефектовки и признанными годными для дальнейшей эксплуатации, а также восстановленными или новыми.
Детали, поступающие на сборку, должны быть чистыми и сухими, следы коррозии и окалина не допускаются. Антикоррозийное покрытие должно быть удалено непосредственно перед установкой на двигатель.
К сборке не допускаются:
-крепежные детали нестандартного размера;
-гайки, болты, шпильки с забитой и сорванной резьбой;
-болты и гайки с изношенными гранями, винты с забитыми или с сорванными прорезями головок;
-стопорные шайбы и пластины, шплинты, вязальная проволока, бывшие в употреблении.
Детали, имеющие в сопряжении переходные и прессовые посадки, должны собираться при помощи специальных оправок и приспособлений.
Подшипники качения должны напрессовываться на валы и запрессовываться в гнезда специальными оправками, обеспечивающими передачу усилия при напрессовке на вал через внутреннее кольцо, при запрессовке в гнездо — через наружное кольцо подшипника.
Перед напрессовкой деталей посадочные поверхности тщательно протирают, а рабочую поверхность сальников и посадочные поверхности вала и гнезда смазывают тонким слоем смазки ЦИАТИМ-201 ГОСТ 6257-74.
Установка сальников должна производиться только с помощью специальных оправок; а установку сальника на вал выполнять с применением оправок, имеющих плавную заходную часть и чистоту поверхности не ниже чистоты вала.
Перед запрессовкой сальник с резиновыми манжетами во избежание повреждения смазывают солидолом, посадочную поверхность детали под сальник для герметичности смазывают тонким слоем сурика, белил или неразбавленного гидролака.
Прокладки при сборке должны быть чистыми, гладкими и плотно прилегать к сопрягаемым поверхностям; выступание прокладок за периметр сопрягаемых поверхностей не допускается.
Картонные прокладки для удобства сборки разрешается ставить с применением консистентных смазок.
Не допускается перекрытие прокладками масляных, водяных и воздушных каналов. Заданный момент затяжки резьбовых соединений обеспечивается применением динамометрических ключей. Все болтовые соединения затягивают в два приема (предварительная и окончательная затяжка) равномерно по периметру (если нет особых указаний о порядке затяжки).
Сборочные работы необходимо проводить в соответствии с техническими условиями на сборку. Пример выполнения операций сборки приведен в технологической карте на сборку двигателя (Приложение А).
Каждый агрегат после сборки должен пройти испытание на работоспособность под нагрузкой, проверку герметичности соединений, соответствие эксплуатационных параметров техническим условиям завода-изготовителя.
Для приработки и испытания агрегатов следует применять специальные стенды. Качество приработки деталей оценивают по результатам контрольного осмотра.
В процессе испытания агрегатов или узлов или после него необходимо произвести регулировочные и контрольные работы с целью доведения до оптимального режима работы, достижения требуемых структурных параметров (зазоры в сопрягаемых деталях, межцентровые расстояния, прогибы, смещения, линейные размеры, состояние поверхностей сопрягаемых деталей и т.д.).
Контроль качества текущего ремонта агрегата, узла производится ответственным лицом за ремонт и представителем отдела технического контроля. В процессе приемки обращается внимание на соответствие сборки техническим условиям и выходным параметрам работы агрегата, указанным в технических условиях завода-изготовителя.
Источник
Организация технологического процесса на агрегатном участке
КУРСОВАЯ РАБОТА
«Системы, технологии и организации услуг в автомобильном сервисе»
«Совершенствование технологий ремонта в агрегатном участке»
студент группы 1132115
доцент кафедры СТС, к.т.н.
г. Набережные Челны
Организация технологического процесса на агрегатном участке. 5
Введение
Автосервис в широком смысле – это инфраструктура автомобильного транспорта. Это все то, что обеспечивает эксплуатацию, поддержание и восстановление работы автомобиля в течение всего «жизненного цикла». Автосервис включает в себя несколько систем, которые в совокупности обеспечивают социальную и экономическую эффективность автомобильного транспорта (см. схему). Автосервис в узком понимании слова – это система поддержания и восстановления работоспособности автомобиля в течение всего срока его эксплуатации. Ее составляющие – информационная база о клиентуре и для клиентуры, подсистема управления запасами, подсистема обслуживания клиентуры, подсистема продажи автомобилей, запасных частей, материалов, оборудования, а также подсистема диагностики, технического обслуживания и ремонта автомобилей. Эффективность автосервиса и в широком, и в узком смысле определяется тем, насколько он обеспечивает использование заложенных в автомобиле возможностей – скорости, комфортности, грузоподъемности, надежности и долговечности.
Агрегатный участок является составной частью зоны ТР.
При проведении работ в зоне ТР на универсальных или специализированных постах устраняют, в основном, мелкие дефекты и неисправности путем проведения диагностических, разборочно-сборочных, контрольно-регулировочных и технологических работ по ремонту оборудования и агрегатов. Для сокращения времени простоя подвижного состава ТР выполняется преимущественно агрегатным методом, при котором производится замена неисправных или требующих капитального ремонта агрегатов и узлов на исправные, взятые из оборотного фонда.
В рамках агрегатного участка зоны ТР осуществляется полное диагностирование агрегатов автомобилей с целью выявления неисправностей, а также ремонтные и восстановительные работы по устранению выявленных дефектов и замене износившихся деталей, узлов на новые или ранее восстановленные.
Перед отправкой детали или узла в ремонтный участок, на универсальном посту зоны ТР осуществляется предварительное диагностирование с целью определения работоспособности деталей или узлов и принятия решения о направлении их на участок для более глубокого диагностирования, проведения ремонтных работ.
Организация технологического процесса на агрегатном участке
Агрегатный участок производит ремонт большинства агрегатов автомобиля (двигателя и его узлов, сцепления коробки передач, карданной передачи, заднего и переднего мостов, рулевого управления и т.д.), причем в основном заменой неисправных деталей. Такое распределение позволяет специализировать рабочих на ремонте двигателей как наиболее сложном агрегате.
Технологический процесс ремонта включает: мойку снятых деталей; под разборку в соответствием с объемом ремонта; мойку снятых деталей и их дифектовку; сортировку и деталей и их комплектовку после ремонта; сборку и испытание агрегата. Расборочно — сборочные работы в агрегатном участке, как правило, проводят на специализированных стендах, обеспечивающих возможность подхода к ремонтируемому агрегату с разных сторон, а также поворот и наклон агрегата для удобства работы.
После снятия агрегата с автомобиля, агрегат поступает на участок мойки. для мойки агрегата и деталей используют следующее оборудования участка для наружной мойки и чистки агрегатов, а также установка для мойки внутренних деталей агрегатов. После участка мойки агрегата поступает на промежуточный склад, а от туда дальше на участок ремонта агрегатов. С участка ремонта агрегатов, агрегат поступает проверку технического состояния, после чего агрегат подвергается разборке. После разборки агрегат в разобранном виде поступает на участок мойки для тщательного промывания деталей. С участка мойки агрегат в разобранном виде поступает на участок дефектовки, с целью выявления и обнаружения не годных деталей. Не годные детали для дальнейшего использования отправляют в утиль. детали. требующие ремонт отправляются на ремонт. Годные детали, и детали подвергшиеся ремонту отправляют в комплектовку.
Источник
Техническое обслуживание и ремонт шасси автомобилей
Министерство образования и науки Челябинской области
Государственное бюджетное профессиональное образовательное учреждение
«Копейский политехнический колледж имени С.В. Хохрякова»
МДК 01.06 Техническое обслуживание и ремонт шасси автомобилей
для специальности 23.02.07 Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей

Составитель: Орлова А.В.
Технология технического обслуживания и ремонта трансмиссии
Виды оборудования для технического обслуживания автомобилей
Ремонт и обслуживание автомобиля возможно только при наличии условий и инструмента для этого. То, что находится в комплекте для ремонта, предназначено только для мелкого ремонта.
И хотя у всех автолюбителей, скорее всего, имеется значительная часть нужного инструмента, однако для серьезного ремонта понадобится еще много различных приспособлений и механизмов.
У всех имеется набор гаечных ключей, но многие предпочитают комбинированные или универсальные. Это неправильно, если вам нужен на самом деле качественный ремонт.
Гаечные открытые ключи желательно иметь в полном ассортименте, причем лучше в двух экземплярах. Комбинированные и разводные ключи, особые клещи для гаек специалисты не используют: они не слишком удобны в работе, не обеспечивают должного усилия при использовании, кроме того, они портят головки болтов.
Обязательно следует приобрести набор торцевых ключей (головок) с воротком и удлинителем. Головки бывают 6– и 12-гранные.
Последние удобны тем, что позволяют переставлять ключ в исходное положение после поворота на небольшой угол. Это значительно облегчает работу. Такие ключи, кроме того, надежно удерживают головку болта или гайку даже в том случае, если ее грани немного деформированы.
Почти в каждом автомобиле имеются такие неудобные болты или гайки, на которые не удается надеть головку торцевого ключа: мешают соседние детали. Этому можно помочь. Рекомендуется проточить такие головки снаружи на токарном станке, чтобы несколько уменьшить их диаметр.
Важные резьбовые соединения необходимо затягивать определенным усилием (крутящим моментом). Поэтому автолюбителю необходимо иметь динамометрический ключ.
Отверток должно быть несколько, с разной шириной лезвия и различной длины. Для подтягивания туго затянутых винтов необходимы особо мощные, прочные отвертки. Можно изготовить их в виде набора сменных лезвий различной ширины, которые могли бы вставляться в патрон коловорота.
Лезвие отвертки должно быть правильно заточено. Неправильно заточенная отвертка не дает возможности приложить необходимое усилие к винту и портит его головку.
Кернер– это стержень из твердой стали с заостренным концом.
Он служит для нанесения на металлы и пластмассы углубленных точек. Им намечают места сверлений, наносят различные метки и т. п. Хороший кернер можно изготовить из обломка сверла или старого метчика, заточив их на точильном станке.
Молотков должно быть, как минимум, два: один массой 200 г, второй потяжелее – 500 г.
При сборке и разборке механизмов автомобиля нужны выколотки. Это цилиндрические стержни из мягкого металла (латунь, дюралюминий).
Пробойники необходимы для изготовления правильных круглых отверстий в прокладках из бумаги, картона, резины и других материалов. Пробойник представляет собой металлическую трубку с заостренным концом.
Необходим и резьбонарезной инструмент– метчики и лерки. В автолюбительской практике их чаще всего используют для прочистки резьбы перед сборкой. В первую очередь автомобилисту нужны метчики и лерки следующих размеров: М5Х0,8; М6Х1; М8Х1; М8Х1,25; М10Х1; М10Х1,25; М10Х1,5.
Кузова современных легковых автомобилей изготовляют из тонколистовой стали. Чтобы увеличить прочность кузова, панелям придают изогнутую форму, штамповкой вводят различные переходы, усилители, ребра жесткости. Восстановление формы таких деталей после аварии – довольно сложная и трудоемкая работа, так как устранение вмятин, перекосов, скручиваний и изгибов, как правило, производится по металлу в холодном состоянии методами силовой правки, выколотки отдельных участков и их тонкой рихтовки. Когда правка в холодном состоянии не удается, для устранения деформаций, имеющих вид глубоких складок и резких перегибов, допускается применять предварительный подогрев. Качественно выполнить работу по правке деформированных деталей с наименьшими трудозатратами можно лишь при наличии большого набора инструмента, гидравлических и винтовых устройств.
Прежде всего необходимы винтовые устройства.
Винтовой домкрат двустороннего действия состоит из винта, воротка и двух втулок с правой и левой резьбой. Оснащая этот домкрат удлинителями различной длины, которые устанавливают с одной или двух сторон домкрата, получают винтовые устройства, позволяющие выполнять работы на длине от 790 мм, 1 м и более. Устройство Ж-4 с удлинителем 600 мм, имея на концах захватывающие струбцины, может выполнять вытяжку деформированного металла на длине до 130 мм. Винтовое устройство Ж-5 с двумя удлинителями (400 + 400 = = 800 мм), оснащенное упорами, может выправлять перекосы в пределах 1185–1285 мм.
Имея в наборе винтовой домкрат, по одному удлинителю длиной 200, 500, 600 мм и два удлинителя по 400 мм, три-четыре типа упоров и струбцин, можно выполнять работы по устранению перекосов в моторном отсеке, багажнике или по проемам дверей практически всех моделей отечественных легковых автомобилей, да и иномарок.
Окончательную доводку поврежденных мест кузовных деталей выполняют с помощью набора рихтовочного инструмента. В его состав входят различные правочные рычаги и прижимы, рихтовочные молотки, фасонные плиты, оправки и наковальни.
Правочные рычаги и прижимы используют для исправления деформаций в труднодоступных местах. Для выполнения этой работы с деформированных деталей снимают накладки, молдинги, обивку и другие навесные детали, открывая тем самым окна и отверстия, через которые появляется возможность воздействовать на поврежденный участок.
Если к поврежденным участкам нет доступа, то выбирают место во фланцевых соединениях деталей или в соединениях, выполненных точечной сваркой, где можно разъединить две детали и через образовавшуюся щель выполнить правку. Если нет возможности образовать щель, допускается сделать отверстие непосредственно в деформированной детали или вблизи поврежденного участка, через которое правка будет возможной. После окончания работы сделанное отверстие должно быть запаяно методом сварки или твердой пайки и затем зашлифовано заподлицо с основным металлом.
Рихтовочные молотки отличаются значительным разнообразием по массе, форме рабочей части и материалам, из которых они изготовлены. Для правки деталей из тонколистового металла, имеющих большие деформации, используют деревянные молотки (киянки). В качестве поддержек применяют фасонные плиты и ручные наковальни.
Значительные коробления (особенно при наличии выпучин, где волокна металла растянуты) устраняют молотками, имеющими на рабочей части насечку.
Легкие молотки и молотки-гладилки применяют при устранении мелких вмятин и забоин, когда доводят лицевую поверхность под окраску или когда необходимо восстановить поверхность с сохранением лакокрасочного покрытия.
Одни молотки используют при правке фланцев, другие – при грубой правке. Молотки с вставной ударной частью из мягких металлов (медь, свинец), а также с пластмассовыми или резиновыми вставками используют при тонкой рихтовке окрашенных поверхностей.
Молотки, ударная часть которых представляет собой плоские квадратные бойки, при рихтовке лицевых поверхностей панелей кузова легковых автомобилей применять не рекомендуется, так как они оставляют на металле следы в виде забоин.
У всех рихтовочных молотков рабочую часть рекомендуется затачивать по радиусу и доводить полированием. Следы забоин, царапин, рисок или каких-либо других дефектов на рабочей части рихтовочных молотков не допускаются.
Фасонные плиты, оправки и наковальни предназначены для поддержки тонколистового металла кузовных панелей в процессе восстановления деформированных участков. Форма большинства плит, оправок и наковален выбирается с учетом кривизны поверхностей, радиусов и переходов, заложенных в конструкции кузовных деталей, а также с учетом опыта рабочих этой профессии и опыта предприятий, специализирующихся на восстановлении кузовов легковых автомобилей.
В ходе восстановления первоначальных форм деформированных панелей, если внутренняя часть панели легкодоступна, можно использовать одни наковальни и плиты. Если доступ к поврежденному участку затруднен, применяют специальные оправки или сегментные плиты.
Когда молоток и наковальня используются вместе, то наковальня служит для поднятия металла на вдавленном участке, а молоток – для придания панели правильной формы.
Рабочие поверхности этих инструментов всегда должны быть хорошо отполированы и храниться так, чтобы не получить повреждений рабочих поверхностей. Некоторые из них, кроме того, дополнительно хромируют и доводят поверхность до идеальной чистоты в целях использования при рихтовке небольших вмятин или выпуклостей на лицевых панелях кузова без повреждения окрасочного слоя.
Для обеспечения доступа ко всем узлам и агрегатам автомобиля на предприятиях автосервиса широкое применение получили различные подъемники. Они могут быть оборудованы электромеханическим, гидравлическим или пневматическим приводами. Для обслуживания и ремонта легковых автомобилей применяются двухстоечные, четырехстоечные, ножничные и плунжерные подъемники, а также опрокидыватели. При обслуживании автомобиля на осмотровых канавах могут применять также канавовые подъемники. Однако чаще всего применяют напольные двухстоечные электромеханические подъемники грузоподъемностью 2–3 т. Состоит такой подъемник из двух коробчатых стоек и поперечины. В каждой стойке размещен ходовой винт, по которому перемещается грузоподъемная гайка. К гайке прикреплена каретка с шарнирно установленными раздвижными подхватами. Грузоподъемные ходовые винты приводят в действие электродвигателем через редуктор. Вращение на другой винт передается с помощью цепной передачи, установленной внутри поперечины.
Управляют подъемником с помощью кнопочного выключателя. Высота подъема составляет 1,8–2,0 м, время подъема 50–60 с. В крайних верхнем и нижнем положениях каретка останавливается конечным выключателем электродвигателя. Такой подъемник устанавливается на ровную поверхность без специального фундамента, а крепится к полу анкерными болтами.
Опрокидыватели применяют при мойке днища автомобиля перед ТО или ремонтом, сварочными работами, нанесением антикоррозийных покрытий. Хороший доступ к днищу и осям автомобиля обеспечивает и применение одностоечных гидравлических подъемников.
На небольшую высоту автомобиль можно поднять и с помощью гидравлического, пневмогидравлического или пневматического домкрата.
В автосервисном предприятии подъем автомобиля и перемещение его агрегатов производят с помощью электротельферов, талей, передвижных кранов, грузовых тележек, кран-балок и другого оборудования.
Другие виды оборудования
Для производства технических осмотров и ремонта автомобилей применяются средства диагностики, позволяющие обнаружить дефекты без разборки автомобиля. Техническое состояние узлов, агрегатов и приборов автомобиля устанавливается по диагностическим параметрам, отдельные значения которых свидетельствуют о нарушении режима работы, регулировок, сопряжений деталей приборов и механизмов. Диагностирование является одним из технологических элементов технического осмотра.
Применяемое для диагностики оборудование может быть переносным, стационарным и передвижным. К стационарному оборудованию относят стенды различных конструкций и типов, на которых проверяют состояния тормозной системы, подвески, тяговые качества, углы установки колес, балансировку колес и т. д. Передвижное оборудование включает комплекс специальных приборов, с помощью которых диагностируют системы и механизмы двигателя. Например, мотор-тестеры, приборы для определения состава отработанных газов, приборы для проверки фар, габаритов и поворотов, стенды для балансировки колес без снятия их с автомобиля.
Существует много малогабаритных переносных приборов для проверки работоспособности агрегатов, узлов и систем автомобиля, например: сканеры, компрессоры и др.
С целью облегчения определения типа и серьезности неисправностей и лучшего обслуживания автомобиля в автомастерских применяются следующие приборы.
Омметром проверяют сопротивление катушки зажигания, а также проверяют элементы электронной системы впрыска.
Вольтметр служит для проверки электрической сети, состояния контактов прерывателя, аккумулятора и регулятора напряжения.
Амперметр применяется для проверки электронной системы зажигания, а также заряда аккумулятора.
Ареометр используется для проверки плотности электролита в аккумуляторе и охлаждающей жидкости в радиаторе.
Динамометрический ключ служит для определения момента затяжки креплений, а также свечей зажигания.
Счетчик оборотов применяют для регулировки оборотов холостого хода карбюратора и диагностики топливного насоса.
Часовым оптиметром определяют биение колеса, проверяют зазор в подшипниках ступицы колеса.
Манометры различных давлений применяют для проверки топливного насоса, шин, давления масла в двигателе, давления в тормозном механизме.
Щупы используют для проверки зазоров в клапанах, между контактами прерывателя, свечей и генератора.
Окрасочно-сушильные камеры различных конструкций служат для окраски кузова или отдельных деталей автомобиля и для последующей сушки. Камера представляет собой сборно-разборную емкость или помещение, изготовленные из утепленных панелей. Для того чтобы пыль не попадала на окрашиваемую поверхность и в целях обеспечения санитарно-гигиенических условий труда при покраске, камера оборудуется приточно-вытяжной вентиляцией, которая необходима для удаления распыленной краски и растворителя, входящего в ее состав.
Работы по техническому обслуживанию и текущему ремонту могут производиться механизированным, механизированно-ручным и ручным способами. При механизированном способе используют металлообрабатывающие станки, кузнечно-прессовое оборудование, конвейеры для перемещения автомобилей, электротельферы, электротали, кран-балки, краны-штабелеры, механизированные подъемники для вывешивания автомобилей, диагностические стенды, микропроцессорную технику и т. д.
В случае механизированно-ручного способа выполнения работ механизированы наиболее трудоемкие операции, в которых автомеханик применяет различный механизированный инструмент и оборудование, например: установку для ручной (шланговой) мойки, маслораздаточное оборудование, электро– и пневмо-гайковерты, контрольно-измерительные приборы, воздухораздаточные колонки, пневматические окрасочные пистолеты, а также другие инструменты, приборы и аппаратуру, имеющие электрический, гидравлический, пневматический и другие приводы и приводимые в действие специальным источником энергии. В то же время здесь может сохраняться и значительная доля ручного труда, когда работник осуществляет доставку инструмента к месту выполнения операций, его наладку и подключение.
При ручном способе работы выполняют при помощи простейших орудий труда, а также приспособлений и устройств: съемников, домкратов, кранов и другого оборудования, не имеющего привода от специального источника энергии.
Качество ремонтно-профилактических работ и в первую очередь диагностирования автомобиля значительно повышается при использовании микропроцессорной техники, которая повышает точность расчета параметров, визуальную и графическую четкость воспроизведения результатов, что благоприятно сказывается на техническом состоянии автомобиля. При этом повышается и безопасность движения, так как диагностирование неисправностей перед выходом автомобиля служит гарантией того, что при работе не произойдут технические отказы. Тщательное и качественное обслуживание двигателя и его систем с помощью микропроцессорных устройств снижает токсичность отработанных газов, что особенно важно при эксплуатации автомобиля в городских условиях.
Для правильной диагностики и ремонта неисправностей автомобиля важно правильно подобрать инструмент и приспособления, которые хранят на стеллажах или в инструментальных шкафах, переносных ящиках и передвижных тележках. На различных рабочих местах применяют верстаки, состоящие из рабочего стола, на котором, как правило, устанавливают тиски и другие приспособления. В выдвижных ящиках верстака хранят инструменты. (Презентация)
1. Общие положения и неисправности трансмиссии
Основными агрегатами трансмиссии автомобиля являются: сцепление, коробка передач, раздаточная коробка, карданная передача, ведущий мост.
Трансмиссия автомобиля работает в условиях высоких знакопеременных динамических нагрузок. Основные рабочие детали трансмиссии большую часть времени находятся под высокими удельными нагрузками и напряжениями — это одна из трудностей достижения требуемой надежности трансмиссии. Затраты на ТО и текущий ремонт (ТР) агрегатов трансмиссии грузовых автомобилей составляют от 12 до 22 % общих затрат по их обслуживанию.
Основными причинами отказов трансмиссии являются: нарушение параметров регулировки и режимов смазки; образование чрезмерных суммарных зазоров в сопряжениях, вызывающих значительные динамические нагрузки в элементах кинематических пар агрегатов трансмиссии.
Основные неисправности механизмов трансмиссии:
пробуксовка или неполное выключение сцепления;
резкое включение сцепления (рывки при трогании с места);
шум при работе коробки передач;
самопроизвольное выключение и затрудненное переключение передач;
биение карданного вала;
шум и усиленный нагрев главной передачи ведущего моста.
При пробуксовке сцепления часть мощности, развиваемой двигателем, бесполезно расходуется на нагрев и усиленный износ сцепления; резко ухудшаются тяговые качества автомобиля (особенно при возрастании нагрузки) и значительно увеличивается расход топлива.
Основные причины пробуксовки сцепления:
износ фрикционных накладок;
потеря упругости нажимных пружин;
ослабление затяжки центральной пружины (у сцеплений с центральной пружиной);
отсутствие свободного хода педали сцепления;
неправильная установка внутренних концов выжимных рычагов сцепления относительно рабочей поверхности нажимного диска;
потеря упругости диафрагменного диска (у сцеплений диафрагменного типа).
При неполном выключении сцепления (сцепление «ведет») затрудняется переключение передач в коробке передач, при переключении передач наблюдаются шумы и стуки в коробке передач, усиленно изнашиваются шестерни и синхронизаторы коробки передач.
Основные причины неполного выключения сцепления:
большой зазор между выжимным подшипником и выжимными рычагами;
наличие воздуха в гидравлическом приводе сцепления;
коробление ведомого диска;
установка внутренних концов выжимных рычагов в плоскости, не перпендикулярной к оси коленчатого вала, или не в одной плоскости;
поломка нажимных пружин;
неправильная регулировка отхода переднего ведущего диска (у двухдисковых сцеплений).
При резком включении сцепления наблюдаются рывки в момент, когда автомобиль трогается с места, что существенно увеличивает динамические нагрузки в трансмиссии и вызывает поломки зубьев шестерен коробки передач и заднего моста.
Основные причины резкого включения сцепления:
коробление ведомого диска;
установка внутренних концов выжимных рычагов не в одной плоскости или в плоскости, не перпендикулярной к оси коленчатого вала;
наличие сетки мелких трещин на рабочей поверхности ведущего диска, появляющихся вследствие перегрева при пробуксовке сцепления.
Шум при работе коробки передач наблюдается из-за износа подшипников, шестерен и валов коробки передач.
Причинами самопроизвольного выключения передач является износ фиксаторов, шестерен и синхронизаторов.
Причины затрудненного переключения передач:
загрязнение механизма управления коробки передач, неправильная регулировка этого механизма;
неправильная регулировка привода управления коробкой передач;
неправильная регулировка сцепления (сцепление «ведет»).
Причинами биения карданного вала являются:
изгиб вала вследствие наезда на дорожные препятствия;
нарушение балансировки из-за износа шлицевой вилки и шлицевого наконечника карданного вала, а также крестовин и их подшипников;
неправильная сборка карданного вала (вилки вала должны лежать в одной плоскости, причем метки на шлицевой вилке и шлицевом наконечнике, которые наносятся при балансировке карданного вала, должны быть совмещены, а при отсутствии таких меток они должны быть нанесены перед разборкой карданного вала).
При наличии биения карданного вала усиленно изнашиваются агрегаты трансмиссии, появляется вибрация кузова.
Основной причиной шумной работы главной передачи ведущего моста является нарушение правильного зацепления шестерен вследствие износа шестерен и подшипников.
2. Методы диагностирования трансмиссии
Для своевременного обнаружения неисправностей и предупреждения отказов агрегатов трансмиссии применяются различные методы диагностирования: метрический, акустический, виброакустический, термический и др.
К метрическому методу диагностирования технического состояния агрегатов трансмиссии можно отнести способы контроля по параметрам, количественные значения которых измеряются сравнительно несложными приборами — люфтомером или индикатором. Для проверки зазора в карданном шарнире или шлицевом соединении одной рукой берут карданный вал около места соединения, другой стараются повернуть его в обе стороны либо покачать, а также приподнимают каждую из сторон шарнира 1 (рис. 1).

Рис. 1. Направление вращения и перемещения карданного вала во время проверки зазора в карданном шарнире (1) и шлицевом соединении (2)
Увеличенные люфты в карданной передаче и в остальных агрегатах трансмиссии можно определять с помощью люфтомера углового, который позволяет определять угловой зазор в трансмиссии автомобиля и ее отдельных агрегатах.
Люфтомер типа КИ-4832 (рис. 2) состоит из динамометрической рукоятки, зажима с двумя губками для установки люфтомера на вилке карданного шарнира заднеприводного автомобиля и измерительного диска.
Измерительный ди ск, вращающейся на оси, проградуирован (в угловых градусах): пределы измерений ±90°, цена деления шкалы 0,5°. На измерительном диске имеется герметичное полукольцо из прозрачного материала, в которое до половины его объема залита подкрашенная жидкость.

Рис. 2. Люфтомер угловой КИ-4832: 1 — губки зажима; 2 — измерительный диск; 3 — полукольцо с жидкостью; 4 — стрелка измерения момента поворота; 5 — шкала динамометрической рукоятки; 6 — динамометрическая рукоятка
С помощью специальных зажимов прибор закрепляют на валу, который проворачивают в одну сторону до устранения зазора, и устанавливают нулевую отметку на шкале измерительного диска. Полное устранение зазора определяют по резкому увеличению показаний рычажного динамометра. Проворачивая вал в другую сторону, определяют величину суммарного зазора карданной передачи, соединенной с валом.
Для определения зазора в главной передаче шестерни в коробке передач устанавливают в нейтральное положение и затормаживают ведущие колеса. Согласно экспериментальным данным предельные значения угловых зазоров в трансмиссии грузовых автомобилей равны: в карданной передаче 5…6°, в коробке передач 5…15°, в главной передаче 55…65°.
Для проверки величины биения карданного вала применяют устройство КИ-8902А (рис. 3).
Устройство имеет электромагнит 1, к которому через телескопический зажим 5 крепится индикатор 7 перемещений часового типа. Его крепят к раме автомобиля с помощью электромагнита, подключенного к бортовой сети напряжением 12 В, вывешивают ведущие колеса неработающей машины и включают нейтральную передачу. Пользуясь телескопическим зажимом, подводят поводок индикатора до соприкосновения с карданным валом. Проворачивая карданный вал на один оборот, определяют величину биения;

Рис. 3. Схема устройства КИ-8902А: 1 — электромагнит; 2 — рукоятка; 3 — рычаг; 4 — сухарь; 5 — телескопический зажим; 6 — корпус; 7 — индикатор; 8 — крышка; 9 — карданный вал для грузовых автомобилей эта величина не должна превышать 1,2 мм.
Проверку пробуксовки сцепления проводят с помощью стробоскопа, в котором момент возникновения вспышек синхронизирован с частотой вращения коленчатого вала двигателя.
На карданный вал в месте, доступном для освещения стробоскопом, наносится меловая отметка. Для создания нагрузки на сцепление автомобиль устанавливают на стенд с беговыми барабанами, в коробке передач включается прямая передача, затем стробоскопом освещают вращающийся карданный вал. При отсутствии пробуксовки сцепления меловая отметка будет казаться неподвижной. Состояние уплотнений карданных шарниров и шлицевого соединения проверяют путем внешнего осмотра.
Осматривают также переднюю эластичную резиновую муфту: на ней не должно быть раздутий и повреждений резины, расколов вокруг монтажных болтов; наличие масляных загрязнений на муфте свидетельствует об износе заднего сальника коробки передач, на заднем карданном шарнире — об износе сальника главной передачи. Аналогичным образом осматривают промежуточную опору. Подшипник промежуточной опоры проверяют путем подъема вала; если при этом ощущается перемещение (люфт), подшипник необходимо снять и проверить его состояние, покрутив наружное кольцо рукой; при значительном износе подшипник подлежит замене. В процессе осмотра необходимо также проверить затяжку всех монтажных болтов.
Сущность акустического метода заключается в том, что работа любого агрегата трансмиссии сопровождается ударными нагрузками деталей, соединенных в кинематические пары: шестерен, подшипников, шлицевых соединений и др. Звуковые волны, вызванные ударами сопряженных деталей друг о друга, являются сигналами, несущими информацию к диагностической аппаратуре. Приемником этих волн является диагностический датчик, который крепится в наиболее удобном месте на картере агрегата. Воспринимаемые датчиками колебания волны преобразуются в электросигналы, которые по проводам передаются к приборам блока обработки и анализа информации. Сложность расшифровки полученной информации состоит в том, что в работающем агрегате все его кинематические пары генерируют звуковые сигналы одновременно. Поэтому диагностическая аппаратура решает две задачи: вначале все зафиксированные сигналы надо разделить на отдельные составляющие, т.е. выявить сигналы по различиям генерирующих их пар, затем расшифровать интересующий (выделенный) сигнал, т.е. по его значению определить техническое состояние сопряжения.
Виброакустический метод диагностирования состоит в следующем. В подвижных сопряжениях агрегата трансмиссии энергия, передаваемая от одной детали к другой, и амплитуда вибраций пропорциональны величинам зазора или надлома, количеству трещин и осколков в деталях данной пары. Увеличение или уменьшение зазора вызывает рост ускорения вибраций. Таким образом, измерив ускорение вибрации данного сопряжения и сравнив его с эталонным значением, можно оценить техническое состояние диагностируемого узла. В процессе эксплуатации автомобилей можно по параметрам вибраций установить такой зазор, при котором обеспечивается наилучшая геометрия зацепления, т.е. исправное техническое состояние агрегата.
В основе термического метода диагностирования состояния агрегатов трансмиссии автомобиля лежит измерение температурных полей. Сравнивая полученное при измерении температуры выбранного на агрегате поля с эталонным, можно дать заключение о техническом состоянии диагностируемого агрегата.
Главным недостатком акустического, виброакустического и термического методов диагностирования является высокая стоимость оборудования, поэтому они не нашли широкого практического применения.
При общем диагностировании трансмиссии определяют механические потери по продолжительности движения автомобиля накатом, шумы и перегревы агрегатов, самопроизвольное выключение передач при ходовых или стендовых испытаниях автомобиля. Одновременно с этим принимают во внимание данные о механических потерях в трансмиссии, полученные при диагностировании автомобиля в целом, а также результаты внешнего осмотра (отсутствие подтеканий, деформаций и др.).
При поэлементном диагностировании трансмиссии определяют техническое состояние сцепления, коробки передач, раздаточной коробки, карданной передачи и ведущих мостов.
3. Регулировка и замена рабочих жидкостей в агрегатах трансмиссии
Сцепление. Обслуживание сцепления и его привода заключается: в проверке переключения передач; своевременной подтяжке болтовых соединений; проверке свободного хода педали; регулировке привода сцепления и его смазке; устранении отдельных неисправностей.
Проверка переключения передач производится главным образом при включении задней передачи, так как в грузовых автомобилях она обычно не синхронизирована. Если при включении задней передачи слышен скрежет, то это свидетельствует о необходимости регулировки или ремонта сцепления.
Основные проверки и регулировки сцепления рассмотрим на примере автобуса МАЗ 107 с гидропневматическим приводом сцепления. При ТО автобуса проверяют и при необходимости регулируют свободный ход А (рис. 4) на конце педали сцепления.

Рис. 4. Схема гидропневматического привода сцепления: А — свободный ход на конце педали сцепления; Б — ход толкателя; В — величина выхода индикатора износа ведомого диска; 1 — педаль; 2 — резервуар для тормозной жидкости; 3, 10 — гидравлические трубопроводы; 4 — датчик износа ведомого диска; 5, 12 — толкатели; 6 — рычаг-вилка; 7 — пневмогидроусилитель; 8 — клапан прокачки; 9 — воздушный трубопровод; 11 — подпедальный цилиндр; 13, 15 — контргайки; 14 — оттяжная пружина; 16 — упор
Свободный ход А на конце педали сцепления должен составлять 2…4 мм, что обеспечивает зазор 0,5…1,0 мм между толкателем 12 и поршнем подпедального цилиндра 11. Свободный ход регулируют вращением толкателя 12 при отпущенной контргайке 13 (при вворачивании толкателя в вилку свободный ход педали увеличивается).
При ТО проверяется также износ ведомого диска по датчику 4. При увеличении размера В до 25 мм ведомый диск сцепления необходимо заменить. После удаления воздуха из привода сцепления, проверяют его работу и перемещают стержень датчика износа ведомого диска 4 до упора в сторону двигателя и кольцо на стержне — до упора в корпус пневмогидроусилителя 7.
При замене деталей привода сцепления необходимо проверить и при необходимости отрегулировать рабочий ход педали сцепления. Его регулируют после полного удаления воздуха из гидропривода вращением упора 16 при отпущенной контргайке 15 (при заворачивании болта рабочий ход педали увеличивается). Рабочий ход считается нормальным, если ход толкателя 5 (размер Б) составляет 21…23 мм.
Замену тормозной жидкости гидропривода сцепления проводят по рекомендациям производителя, обычно один раз в 2–3 года. При замене жидкости и в случае проваливания педали из системы гидропривода удаляют воздух.
Для удаления воздуха из гидропневматического привода сцепления необходимо: удалить воздух из ресивера потребителей через контрольный клапан в блоке диагностики; полностью заполнить резервуар для тормозной жидкости; снять защитный колпачок с клапана прокачки (см. рис. 4), надеть на головку клапана шланг и опустить другой его конец в емкость с тормозной жидкостью; отвернуть клапан на 1/2…3/4 оборота и резко нажать на педаль сцепления, а затем плавно ее отпустить; продолжать прокачку до выхода жидкости из шланга без пузырьков воздуха, доливая жидкость в резервуар.
Прокачка тормозной жидкости с использованием источника подачи жидкости под давлением 0,1…0,2 МПа производится в том же порядке, но более производительно.
Коробка передач и раздаточная коробка. Техническое обслуживание коробки передач (рис. 5) и раздаточной коробки заключается: в осмотре и проверке крепления картеров и крышек; в поддержании нормального уровня масла, устранении течи, замене масла; проведении регулировочных работ.
Замену масла в коробке передач производят после поездки, пока оно находится в горячем состоянии, соблюдая меры предосторожности, так как касание как коробки передач, так и контакта с трансмиссионным маслом могут привести к ожогам. Количество масла, заливаемого в коробку, указано на специальной табличке, размещенной сбоку на коробке, или в инструкции по эксплуатации.
Для замены масла отворачивают обе резьбовые сливные пробки (см. рис. 5), так как в поддоне картера коробки имеется перегородка, поэтому через одно отверстие вылить все масло невозможно, и сливают старое масло в соответствующую емкость. Затем очищают резьбовые сливные пробки с магнитной заглушкой, заменяют пробки и заворачивают их с моментом силы 60 Н · м.

Рис. 5. Общий вид сбоку (а) и снизу (б) синхронизированной механической коробки передач типа ZF с пневматическим приводом переключения отдельных передач: 1 — резьбовая сливная пробка с магнитной заглушкой; 2 — резьбовая пробка для заполнения масла; 3 — сапун; 4 — резьбовая сливная пробка без магнитной заглушки
В коробки передач типа ZF (Zahnradfabrik), устанавливаемые на многих грузовых автомобилях, производимых в странах постсоветского пространства, масло заливают согласно спецификации смазочных материалов ZF TE-ML 02. В других механических коробках передач используют масла класса API GL5 с вязкостью класса SAE 80,80W,80W/85. Интервалы смены масла для синхронизированных механических коробок передач указаны в инструкциях по их эксплуатации и обычно масло заменяют после 90 000 км (при эксплуатации автомобиля по загородным трассам) или 45 000 км пробега (при использовании на строительных площадках или в тяжелых условиях) или обязательно один раз в год.
При замене современных видов масел промывка коробки передач обычно не требуется. Однако при ремонте коробки или сильном загрязнении ее промывка иногда необходима. Для промывки коробки передач рекомендуется использовать специальное промывочное масло, а при его отсутствии — 2,5…3,0 л веретенного масла. Для промывки при нейтральном положении рычага управления коробкой передач на 7…8 мин запускают двигатель, затем его останавливают, промывочное масло сливают и заполняют коробку передач маслом, предусмотренным картой смазки.
Поскольку в коробке передач имеется масляный насос, категорически запрещается промывать коробку передач керосином или дизельным топливом, потому что недостаточное разрежение на всасывании может привести к его отказу в работе.
Заливают масло через маслоналивное отверстие до такого уровня, при котором масло достигает нижнего края отверстия или выливается из него. При использовании коробки передач с теплообменником дополнительно меняют масло и в нем. После этого переключают коробку передач в нейтральное положение, запускают двигатель, дают ему поработать 3 мин при частоте вращения 1200 об/мин для того, чтобы теплообменник и соединительные трубки заполнить маслом. Затем снова проверяют уровень масла.
Проверка уровня масла производится на автомобиле, стоящем на горизонтальной площадке, при температуре масла меньше 40 °С. Из-за нагревания масла при движении автомобиля внутри коробки передач создается повышенное давление. Для снижения давления наверху коробки передач установлен сапун (см. рис. 5), который необходимо постоянно прочищать.
Поскольку в пневматическом приводе коробки образуется конденсационная влага, его ресиверы необходимо обезвоживать еженедельно, а зимой ежедневно. Чтобы конденсат и ржавчина не попадали из ресивера в клапаны и пневмоцилиндры, необходим регулярный ТО пневматической системы.
Регулировка привода управления коробки передач заключается в том, чтобы добиться соответствия вертикального положения рычага переключения в кабине водителя нейтральному положению рычага переключения на коробке передач и чтобы при этом опора 2 (рис. 6) находилась в среднем положении между съемной вилкой 5 и фланцем валика 1. Все регулировки осуществляются с помощью регулировочных вилок-клемм 6. Отпустив стяжные болты 7 вилки-клеммы и вращая клемму или соответствующий вал, добиваются необходимой длины и угла.

Рис. 6. Узлы привода коробки передач PRAGA (грузовые автомобили и автобусы): 1 — валик; 2 — опора; 3 — чехол; 4, 7 — стяжные болты; 5 — съемная вилка; 6 — вилка-клемма; 8 — шпонка
После регулировки проверяют работу привода переключения передач. Рычаг переключения передач должен перемещаться в крайние положения плавно, без заеданий и четко фиксироваться.
В нейтральном положении выходного фланца механизма переключения передач рычаг переключения передач должен занимать вертикальное положение.
Техническое состояние главной передачи проверяют методами виброакустического диагностирования, а также по уровню шума при работе, суммарному окружному люфту вала ведущей шестерни, зазору между зубьями шестерен рабочей пары и осевому люфту вала ведущей шестерни.
Суммарный окружной люфт в главной передаче определяют с нормируемым моментом силы проворачивания при нейтральном положении рычага переключения передач и заторможенных задних колесах. Суммарный окружной люфт в карданной передаче должен быть не больше 2°, в коробке передач (в зависимости от включенной передачи): на первой передаче и заднем ходу не больше 2,5°; на второй передаче — 3,5°, на третьей — 4,0°, на четвертой и пятой — 6,0°.
Основными работами по проверке ведущих мостов автомобилей и автобусов являются: проверка и регулировка подшипников ступиц колес (см. 5); регулировка главной передачи (центрального редуктора).
Ведущие мосты (главная передача). Регулировка главной передачи (центрального редуктора) производится при снятом редукторе в следующей последовательности:
регулировка натяга подшипников ведущей конической шестерни;
регулировка натяга подшипников дифференциала;
регулировка и проверка зацепления шестерен редуктора и подрегулировка подшипников дифференциала.
Для регулировки натяга подшипников ведущей конической шестерни ее снимают вместе со стаканом подшипников, используя демонтажные болты (рис. 7).

Рис. 7. Схема редуктора заднего моста грузового автомобиля МАЗ: 1 — шестерня ведомая; 2 — прокладка регулировочная; 3, 18 — подшипники; 4, 5 — сальники; 6 — фланец; 7 — гайка фланца; 8 — кольцо уплотнительное; 9 — крышка; 10 — болт; 11 — прокладка; 12 — стакан подшипников; 13 — регулировочная прокладка зацепления шестерен; 14 — шестерня ведущая коническая; 15 — сателлит; 16, 23 — чашки дифференциала; 17 — гайки регулировки натяга подшипников дифференциала; 19 — крышка подшипника; 20 — крестовина; 21 — шестерня полуоси; 22 — шайба опорная; 24 — муфта блокировки дифференциала; 25 — картер моста; 26 — цилиндр механизма блокировки; 27 — поршень; 28 — вилка включения механизма блокировки; 29 — картер редуктора
Затем, закрепив корпус стакана подшипников 12 в тисках, следует определить индикатором осевой зазор в подшипниках; освободив корпус стакана подшипников, зажать в тисках ведущую коническую шестерню 14 (предохранив ее от повреждения прокладками из мягкого металла). После этого снимают фланец 6, крышку 9 с сальниками 4 и 5, внутреннее кольцо ближнего к хвостовику подшипника и регулировочную прокладку 2.
Замеряют толщину регулировочной прокладки, рассчитывают необходимую толщину прокладки для устранения осевого люфта и получения предварительного натяга подшипников (уменьшение толщины прокладки должно равняться сумме замеренного индикатором осевого люфта и величины натяга подшипников, равного 0,03…0,05 мм). Затем регулировочную прокладку шлифуют до требуемой толщины и собирают ведущую коническую шестерню без закрепления крышки с сальниками, так как трение сальника о шейку фланца не позволит точно измерить момент силы сопротивления проворачивания шестерни в подшипниках. При затяжке гайки фланца 7 поворачивают стакан подшипников для правильного размещения роликов в своих обоймах. Проверяют натяг подшипников по величине момента силы проворачивания стакана подшипников, который можно определить динамометрическим ключом на гайке 7.
При нормальном предварительном натяге в подшипниках снимают фланец 6, устанавливают на место крышку 9 с сальниками и окончательно собирают узел.
Регулировку натяга подшипников дифференциала производят при снятой ведущей конической шестерне с помощью гаек 17 (см. рис. 7), которые необходимо заворачивать специальным ключом с обеих сторон на одинаковую величину до получения нужного предварительного натяга, не нарушая положения ведомой шестерни 1. Предварительный натяг подшипников определяется величиной момента силы, необходимой для проворачивания дифференциала (должен быть 2…5 Н · м при снятой ведущей шестерне).
Для проверки и регулировки зацепления шестерен редуктора необходимо: перед установкой стакана подшипников с ведущей конической шестерней в картер редуктора 29 зубья конических шестерен протереть насухо и нанести на боковые поверхности трех-четырех зубьев тонкий слой краски; установить в картер редуктора стакан подшипников с ведущей конической шестерней, завернуть четыре накрест лежащие гайки шпилек (на рис. 7 не показаны) и проворачивать за фланец ведущую шестерню в обе стороны; отрегулировать в соответствии с табл. 1 зацепление конических шестерен. Перемещение ведущей конической шестерни 14 (см. рис. 7) обеспечивается изменением регулировочных прокладок зацепления шестерен 13 под фланцем корпуса подшипников данной шестерни.
Таблица 1. Проверка качества зацепления ведомой шестерни по положению пятна контакта
Положение пятна контакта
Регулировка пятна контакта
сторона переднего хода
сторона заднего хода


Правильно отрегулированное зацепление


Ведущую шестерню надо пододвинуть к ведомой,
а если боковой зазор будет мал,
то отодвинуть ведомую шестерню


Ведущую шестерню отодвинуть от ведомой;
если боковой зазор будет велик,
то придвинуть ведомую шестерню


Ведомую шестерню пододвинуть к ведущей;
если боковой зазор будет мал,
то отодвинуть ведущую шестерню


Ведомую шестерню отодвинуть от ведущей;
если боковой зазор будет велик,
то придвинуть ведущую шестерню
Зацепление шестерен считается нормальным, если на обеих сторонах зубьев ведомой шестерни пятно контакта расположено ближе к узкому их торцу, занимая 2/3 длины, и не выходит на вершину и основание.
Для перемещения ведомой шестерни 1 (см. рис. 7) используют гайки регулировки натяга подшипников дифференциала 17. Чтобы не нарушать регулировку натяга в подшипниках дифференциала, нужно отворачивать (заворачивать) обе гайки 17 на один и тот же угол.
При регулировке зацепления шестерен по положению пятна контакта следует обязательно сохранять необходимый боковой зазор между зубьями, величину которого измеряют индикатором со стороны большого диаметра ведомой конической шестерни. Значение бокового зазора должно быть в пределах 0,20…0,45 мм. При износе шестерен этот зазор увеличивается, поэтому требуется периодическая его проверка и регулировка.
Уменьшение бокового зазора между зубьями шестерен за счет смещения пятна контакта не допускается, так как это приводит к нарушению правильности зацепления шестерен и быстрому их износу.
Карданная передача. Обслуживание карданной передачи заключается в проверке крепления фланцев карданного вала (рис. 8), смазке игольчатых подшипников крестовин и скользящего шлицевого соединения. Карданные валы новой конструкции могут не иметь масленки. В этом случае смазка шлицев, которые имеют специальное покрытие, не требуется.
При износе или разрушении уплотнений игольчатых подшипников их следует своевременно заменять новыми, так как цапфы крестовин и сами подшипники быстро изнашиваются в результате загрязнения или вытекания смазки.
Крепление фланцев карданного вала следует проверять при каждом ТО-1. Для крепления фланцев карданного вала необходимо применять только оригинальные болты, которые имеют повышенный класс прочности.
Смазка шарниров и шлицевого соединения карданного вала должна производиться в соответствии с рекомендациями, приведенными в химмотологической карте.
Необходимо также следить за состоянием сальниковых уплотнений шлицевого соединения. При нарушении этого уплотнения износ шлицевого соединения возрастает, что может привести к повышенному биению карданного вала.

Рис. 8. Схема карданной передачи: 1, 7 — фланец-вилка; 2 — карданный вал; 3 — балансировочные пластины; 4 — установочные стрелки; 5 — контрольный клапан; 6 — скользящая вилка; 8 — масленка; 9 — манжета; 10 — стопорное кольцо; 11 — крестовина; 12 — игольчатый подшипник
Карданные валы необходимо собирать таким образом, чтобы оси шипов крестовин лежали в одной плоскости. Несоблюдение данного требования влечет за собой поломку карданного вала и деталей трансмиссии автотранспортного средства.
При разборке карданного шарнира следует помечать все его детали, чтобы при сборке установить их на те же места. Карданные валы необходимо собирать так, чтобы стрелки 4 (см. рис. 8), нанесенные на них, находились на одной линии. Осевой зазор вдоль шипов крестовины 11 обеспечивается подбором стопорных колец 10. После замены отдельных деталей карданный вал должен быть динамически сбалансирован приваркой балансировочных пластин 3.
4. ТО агрегатов трансмиссии
ТО1. Сцепление. Проверить:
действие оттяжной пружины и свободный ход педали сцепления;
герметичность системы гидропривода выключения сцепления;
уровень жидкости в гидроприводе механизма выключения сцепления.
У автомобилей, оборудованных пневмоусилителем сцепления, проверить крепление кронштейна и составных частей силового цилиндра усилителя.
Коробка передач. Проверить:
крепление коробки передач и ее внешних деталей;
в действии механизм переключения передач на неподвижном автомобиле.
Прочистить сапуны коробки передач и мостов.
Карданная передача. Проверить:
люфт в шарнирных и шлицевых соединениях карданной передачи;
состояние и крепление промежуточной опоры и опорных пластин игольчатых подшипников;
крепление фланцев карданных валов.
Задний мост. Проверить: герметичность соединений заднего (среднего) моста; крепление картера редуктора, фланцев полуосей и крышек колесных передач.
ТО2. Сцепление. Проверить:
крепление картера сцепления;
проверить действие оттяжной пружины, свободный и полный ход педали, работу сцепления и усилителя привода.
Прокачать гидропривод сцепления.
Коробка передач. Заменить масло в картерах агрегатов и бачках гидроприводов автомобиля в соответствии с химмотологической картой. Проверить:
действие механизма переключения передач (при необходимости закрепить коробку передач и ее узлы);
состояние, действие и крепление привода механизма переключения передач.
Карданная передача. Проверить:
люфт в шарнирах и шлицевых соединениях карданной передачи;
состояние и крепление промежуточной опоры и опорных пластин игольчатых подшипников;
крепление фланцев карданных валов.
Задний мост. Проверить крепление гайки фланца ведущей шестерни главной передачи (при снятом карданном вале); закрепить фланцы полуосей.
5. Особенности диагностирования и ТО автоматических коробок передач
5.1. Общее диагностирование
Общее состояние АКП определяют по ее внешнему виду, по уровню и состоянию рабочей жидкости (масла). Если система управления АКП электронная, тогда с помощью либо бортовой системы диагностики, либо специального сканера считываются коды неисправностей, которые были записаны в память блока управления в период эксплуатации автомобиля. После всех процедур диагностирования выводится отчет о найденных ошибках. На его основании принимается решение о дальнейшем ремонте либо замене неисправных частей автомобиля.
Следующим шагом диагностирования является проверка давлений в системе управления АКП. После этого проверяют исправность датчиков, проводки, переключателей и разъемов.
В случае необходимости может быть проведена тестовая проверка при движении автомобиля.
Проверка давления в гидросистеме трансмиссии. При работе в разных диапазонах в АКП поддерживается разное давление рабочей жидкости. Это необходимо для нормального функционирования фрикционных элементов управления, нагрузки на которые могут существенно различаться при разных режимах работы.
Перед проверкой давления необходимо прогреть рабочую жидкость до рабочей температуры и проверить ее уровень в АКП.
Автомобиль вывешивают, отвертывают пробку для контроля давления и в отверстие вместо пробки вворачивают трубопровод контрольного манометра. Рычаг привода стояночного тормоза ставят в крайнее верхнее положение. Запускают двигатель, выжимают педаль тормоза и проверяют давление рабочей жидкости при различных положениях селектора (давление не должно превышать значений, указанных в технической характеристике на данный автомобиль). Если давление не соответствует требуемому, необходимо провести диагностирование отдельных составляющих АКП.
Проверка электротехнических деталей АКП. Электромагнитные клапаны взаимодействуют с системой управления движением и включаются и выключаются по сигналам электронного блока управления, осуществляя переключение соответствующих повышенных передач. Такие клапаны устанавливают на АКП с электронным управлением.
Сначала электромагнитные клапаны проверяют на сопротивление между контактом и корпусом. К контактам соленоидов клапанов подводят напряжение аккумуляторной батареи, при этом должен быть слышен звук срабатывания соленоида. Затем проверяют механическую часть клапана, так как при наличии в ней посторонних частиц даже при срабатывании клапана управление потоком рабочей жидкости АКП осуществляться не будет; в клапан подают сжатый воздух и определяют полноту его открытия. После этого проверяют электрическую часть клапана путем подачи напряжения на его электромагнит, при этом клапан не должен пропускать воздух. Если работа электромагнитного клапана не соответствует норме, его заменяют.
Датчик температуры фиксирует температуру рабочей жидкости в АКП: при температуре масла примерно 150 °С на сигнализатор (лампочку) поступает сигнал от датчика.
Для проверки датчика температуры необходимо опустить его в емкость, залитую рабочей жидкостью для АКП, и определить электропроводность датчика при температуре 145…155 °С. Если при указанной температуре датчик не срабатывает, его необходимо заменить.
5.2. Смазочные работы
Проверка уровня рабочей жидкости. В АКП заливается рабочая жидкость марки ATF Dexron типа ATF D II E: GM Dexron II E-25300. Все рабочие жидкости для автоматических коробок Dexron можно смешивать друг с другом, однако никаких других добавок применять нельзя. Чтобы отличать рабочую жидкость ATF от других, ее иногда подкрашивают красным красителем.
Проверку уровня рабочей жидкости в АКП необходимо проводить один раз в год или через каждые 10 тыс. км пробега. Перед проверкой масло должно быть прогрето до рабочей температуры (примерно 60 °С). Как правило, рабочая температура достигается через 10…20 км пробега при температуре окружающего воздуха около 20 °С. Если нет возможности прогреть коробку передач пробегом, необходимо выполнить следующие операции: устанавливают автомобиль на ровной площадке, запускают двигатель и дают ему поработать в режиме холостого хода; устанавливают селектор в положение «Р» и, нажав на педаль тормоза, перемещают селектор через все положения, задерживаясь в каждом в течение 4…5 с, затем возвращают селектор в положение «Р». Уровень рабочей жидкости проверяют через 2 мин.
Температура окружающей среды при проверках уровня рабочей жидкости должна быть не ниже 20 °С, иначе результаты проверки могут быть недостоверными. Вытянув мерный стержень (щуп), проверяют уровень рабочей жидкости. Он должен находиться между метками «MIN» и «MAX». Если уровень ниже требуемого, следует долить соответствующее количество рабочей жидкости. У некоторых АКП на щупе могут быть указаны метки «MIN», «MAX» и температура, при которой проверяют уровень рабочей жидкости, например, 20 °С на одной стороне щупа и 90 °С на другой. Иногда на щупе есть еще и нижняя метка, соответствующая уровню холодной рабочей жидкости. Эта метка предназначена для приблизительного определения количества залитой рабочей жидкости в случае ее замены. Окончательно уровень рабочей жидкости все равно следует проверять после ее прогрева.
Нельзя допускать повышения уровня рабочей жидкости, так как это может привести к ее аэрации и вспениванию в результате завихрения жидкости шестернями. Кроме того, из-за повышения давления рабочая жидкость будет вытекать через вентиляционное отверстие насоса. Если произошел перелив рабочей жидкости, ее необходимо слить или удалить с помощью шприца.
При проверке уровня рабочей жидкости по следам, оставшимся на щупе, следует определить ее качество; жидкость должна быть без посторонних примесей и характерного горелого запаха. Коричневый оттенок и характерный запах рабочей жидкости свидетельствуют о сложных условиях эксплуатации: жидкость долгое время использовалась при высоких температурах и подгорала, что привело к появлению характерного запаха. Коричневый оттенок без запаха может появиться при долгом использовании жидкости без ее замены.
Черный оттенок рабочей жидкости свидетельствует о подгорании дисков муфты, износе втулок и шестерен. Он особенно сильно проявляется, когда алюминиевый порошок изнашиваемых втулок попадает в жидкость, которая чернеет.
Молочный оттенок рабочей жидкости указывает на попадание в коробку передач охлаждающей жидкости; охлаждающая жидкость может попасть в АКП из-за повреждений системы охлаждения коробки передач, поэтому необходимо проверить систему охлаждения, устранить неисправности и заменить рабочую жидкость.
Замена рабочей жидкости. Замена рабочей жидкости в АКП, как и в механических коробках передач, производится, как правило, через 60…150 тыс. км пробега с одновременной заменой масляного сетчатого фильтра в масляной ванне.
Для замены рабочей жидкости автомобиль устанавливают на подъемник или осмотровую канаву. Под поддон картера помещают большую емкость, поскольку большинство АКП не имеет традиционной сливной пробки и слив рабочей жидкости происходит при снятии поддона.
Снятый поддон картера осматривают на наличие на нем металлических частиц и волокон. Незначительное количество инородных материалов на поверхности поддона картера не связано с неисправностями АКП, за исключением случаев проскальзывания или запаздывания в переключении передач. Значительное количество загрязнений является следствием усиленного изнашивания деталей АКП.
При замене рабочей жидкости в АКП заменяют и фильтр. Перед установкой поддон картера и магнит, вблизи которого собираются частички металла, необходимо очистить растворителем.
Заполняют АКП рабочей жидкостью через воронку и удлинительный шланг в отверстие щупа. Количество рабочей жидкости, заливаемой в АКП, зависит от вида проводимых ремонтных работ и конкретного автомобиля. После заливки первоначального количества рабочей жидкости, нажав на педаль тормоза, запускают двигатель и, установив селектор в положение «Р», как и при операциях по проверке уровня рабочей жидкости, перемещают селектор по всем положениям и возвращают его в положение «Р». Проверяют уровень рабочей жидкости и при необходимости (по показаниям маслоизмерительного щупа) доливают до требуемого количества. Уровень рабочей жидкости проверяют при работающем двигателе в режиме холостого хода, в положении селектора «Р» и включенном стояночном тормозе.
Методы локализации утечек рабочей жидкости из АКП. При понижении уровня рабочей жидкости в АКП необходимо локализовать место утечки. Существует несколько методов локализации. Перед использованием любого метода необходимо тщательно очистить и вытереть насухо место предполагаемой утечки.
При использовании общего метода локализации утечки следует прогреть рабочую жидкость АКП до нормальной рабочей температуры путем пробега или другим способом, установить автомобиль на лист чистого картона (бумаги), заглушить двигатель и осмотреть подложенный лист на наличие масляных пятен.
При локализации утечки с помощью пудры предполагаемое место утечки покрывают пудрой из аэрозольной упаковки, известью или тальком. Прогрев рабочую жидкость до рабочей температуры, следует заглушить двигатель, осмотреть АКП и по месту появления рабочей жидкости определить место утечки.
При локализации с помощью специального красителя в рабочую жидкость через заливное отверстие в картере трансмиссии заливают специальный краситель в количестве, рекомендуемом его изготовителем. По месту появления красителя определяют место утечки.
После обнаружения мест утечки рабочей жидкости необходимо установить и устранить причины утечки. Возможные причины утечки:
слабая затяжка резьбовых соединений;
коррозионные повреждения и загрязнения резьбы отверстий в картере трансмиссии или крепежных соединений;
смещение, повреждение или износ прокладок и уплотнений;
повреждение или коробление уплотняемых отверстий и плоскостей;
наличие зазубрин или других повреждений на валике переключателя диапазонов;
увеличенный люфт и износ подшипников, приводящий к быстрому изнашиванию уплотнений втулок;
дефекты литья картера и крышек;
засорение вентиляционного отверстия (сапуна);
наличие воды или антифриза в рабочей жидкости трансмиссии.
5.3. ТО автоматических коробок передач
крепление АКП к АТС, крепление масляного поддона и состояние масляных трубопроводов;
крепление наконечников электрических проводов;
правильность регулировки механизма управления периферийными золотниками.
крепление крышек подшипников и картера гидротрансформатора к картеру коробки передач;
правильность регулировки режимов автоматического переключения передач;
давление рабочей жидкости в системе;
исправность датчика температуры рабочей жидкости;
состояние и крепление датчика спидометра.
Регулировки и ремонт сцепления. Регулировки сцепления. В процессе эксплуатации сцепление регулируют, но перед этим проверяют свободный ход педали сцепления. Для этого используют линейку с делениями и двумя движками. Один конец линейки устанавливают на пол кабины, а верхний движок совмещают с площадкой педали сцепления. Затем нажимают на педаль до момента резкого возрастания сопротивления при ее перемещении. Это положение отмечают на линейке вторым движком, и оно соответствует выборке свободного хода. Расстояние между движками на линейке и будет значением свободного хода педали сцепления.
При механическом приводе сцепления свободный ход педали регулируют изменением длины основной тяги, отворачивая или наворачивая регулировочную гайку по тяге (при отворачивании гайки свободный ход педали увеличивается, при наворачивании – уменьшается).
При гидравлическом приводе свободный ход педали сцепления складывается из свободных ходов и зазоров в механической и гидравлической частях привода. Перед регулировкой измеряют полный ход толкателя рабочего цилиндра. Если ход толкателя меньше требуемого значения, то это свидетельствует о нарушении регулировки свободного хода педали или о попадании воздуха в систему гидропривода. В этом случае необходимо прокачать гидропривод, а затем отрегулировать свободный ход педали сцепления. Гидропривод сцепления прокачивают в следующей последовательности: снимают колпачок с головки перепускного клапана на рабочем цилиндре, на клапан надевают резиновый шланг, конец которого опускают в прозрачную емкость с небольшим количеством тормозной жидкости. На резьбовой наконечник пробки главного цилиндра навертывают шланг воздушного насоса и, отвернув на пол-оборота перепускной клапан, создают насосом давление внутри главного цилиндра. Давление в системе можно создавать нажатием на педаль сцепления. В этом случае при нажатии на педаль клапан отворачивают, а при отпускании – заворачивают (это необходимо для избежания попадания воздуха в систему через клапан). Под действием давления жидкость начинает вытекать в емкость и вместе с ней выходит воздух в виде пузырьков. Как только выделение пузырьков воздуха прекращается, прокачку заканчивают, заворачивают перепускной клапан и надевают на него колпачок.
Далее проверяют и при необходимости устанавливают требуемый зазор между толкателем и поршнем главного цилиндра. Предварительная грубая установка зазора производится изменением длины тяги, окончательная регулировка – поворотом эксцентрикового болта. Оценку этой регулировки проводят по ходу педали, который должен составлять до упора толкателя в поршень 3,5…10 мм. Зазор между выжимным подшипником и отжимными рычагами устанавливают, изменяя длину толкателя рабочего цилиндра. При снятой оттяжной пружине вилки ход ее наружного конца должен быть в пределах 4…5 мм, если регулировка проведена правильно.
Неисправности сцепления, их причины и способы устранения. При интенсивной эксплуатации автомобиля могут возникнуть различные неисправности сцепления. Различают неисправности собственно сцепления и неисправности привода сцепления. К неисправностям сцепления относятся: износ и повреждения накладок ведомого диска; деформация ведомого диска; замасливание накладок ведомого диска; износ шлицев ведомого диска; износ или поломка демпферных пружин; поломка или ослабление диафрагменной пружины; износ или поломка подшипника выключения сцепления; износ поверхности маховика; износ поверхности нажимного диска; заедание вилки выключения сцепления.
К основным неисправностям механического привода сцепления относятся: заедание, удлинение или повреждение троса; повреждение рычажной системы. К основным неисправностям гидравлического привода сцепления относятся: засорение гидропривода; нарушение герметичности системы (подтекание рабочей жидкости, наличие воздуха в системе); неисправность рабочего цилиндра (повреждение манжеты).
Износ и поломка конструктивных элементов сцепления происходят в основном из-за нарушения правил эксплуатации автомобиля: трогание с места на высоких оборотах, нога на педали сцепления во время движения. Одной из причин поломки или износа может стать предельный срок эксплуатации элементов сцепления. В большей степени это касается ведомого диска сцепления, имеющего ограниченный ресурс. При соблюдении правил эксплуатации данный элемент исправно служит свыше 100 тыс. км пробега.
Причиной поломки сцепления может стать и низкое качество комплектующих. При покупке запасных частей предпочтение следует отдавать оригинальным деталям. Замасливание фрикционных накладок ведомого диска происходит при попадании на них масла вследствие износа или повреждения сальников двигателя или коробки передач.
Неисправности сцепления хорошо диагностируются по внешним признакам. Вместе с тем, один внешний признак может соответствовать нескольким неисправностям сцепления. Поэтому конкретные неисправности сцепления устанавливаются, как правило, при его разборке.
Характерные признаки неисправности сцепления: неполное включение (пробуксовка), неполное выключение (сцепление «ведет»), резкое включение, рывки при работе сцепления; вибрация при включении сцепления; шум при выключении сцепления.
Неполное включение сцепления характеризуется запахом от горения фрикционных накладок ведомого диска, недостаточной динамикой автомобиля, перегревом двигателя, повышенным расходом топлива. Пробуксовка сцепления может быть вызвана отсутствием свободного хода педали сцепления, износом, короблением или замасливанием фрикционных накладок ведомых дисков, поломкой или ослаблением нажимных пружин и оттяжной пружины муфты выключения сцепления.
Неполное выключение сопровождается затрудненным включением передач на работающем двигателе, шумом, треском при переключении передач, увеличением свободного хода педали сцепления. Неполное выключение сцепления возможно при увеличении свободного хода педали сцепления, короблении или перекосе дисков, заедании ведомых дисков, поломке фрикционных накладок, поломке отжимных рычагов. Кроме того, на автомобилях с гидроприводом сцепления неполное выключение сцепления может быть обусловлено попаданием воздуха в гидросистему, утечкой рабочей жидкости, разрушением резинового уплотнительного кольца толкателя поршня главного цилиндра.
Резкое включение сцепления происходит при заедании муфты выключения сцепления на ведущем валу коробки передач, потере упругости или поломке нажимных пружин, износе или задире рабочих поверхностей нажимного диска или маховика, при износе фрикционных накладок ведомого диска или ослаблении заклепок.
Нагрев деталей, шумы, вибрация и рывки происходят из-за износа, разрушения или недостаточной смазки выжимного подшипника, ослабления заклепок накладок ведомого диска, увеличенного зазора в сопряжении ступицы ведомого диска и шлицев ведущего вала коробки передач. Появление шипящего звука высокого тона свидетельствует о неисправностях подшипника.
Способы устранения неисправностей КП и РК. Поломанные или чрезмерно изношенные детали заменяют новыми. При уменьшении уровня или ухудшении качества масла его доливают или заменяют. Повреждения корпусов коробок (трещины, пробоины) заваривают или заделывают полимерными материалами. Ослабленные крепления подтягивают.
Изношенные шейки валов КП или РК восстанавливают хромированием, осталиванием или наплавкой. Шлицевой конец ведущего вала, имеющий предельный износ, восстанавливают постановкой дополнительной ремонтной детали, на которой шлифуют шлицы. Забоины на шлицах и краях шпоночой канавки устраняют зачисткой. Если вал имеет трещины любого характера и расположения, а также сколы зубьев шестерен и шлицев, то вал бракуют и заменяют новым. Шестерни коробок бракуют, если они имеют предельный износ зубьев по толщине или отколы. Если конструкция детали позволяет, то шестерню с этими дефектами восстанавливают постановкой нового зубчатого венца. Забитость торцевых поверхностей зубьев шестерен устраняют зачисткой абразивным кругом до получения требуемой формы.
Изношенные отверстия под штоки переключения передач и блокирующего механизма восстанавливают гильзовкой с последующей обработкой под номинальный размер.
Требования, предъявляемые к рулевому управлению:
обеспечение высокой маневренности автомобиля;
минимальные затраты энергии на управление;
минимальные обратные удары на рулевое колесо при движении на неровной дороге;
отсутствие люфтов в приводе;
стабилизация управляемых колес в направлении прямолинейного движения;
правильная кинематика поворота управляемых колес, обеспечивающая чистое качение управляемых колес без бокового проскальзывания.
Требования Технического регламента о безопасности колесных транспортных средств (№ 720 от 9.2009 г.):
Изменение усилия при повороте рулевого колеса должно быть плавным во всем диапазоне угла его поворота. Неработоспособность усилителя рулевого управления транспортного средства (при его наличии на транспортном средстве) не допускается.
Самопроизвольный поворот рулевого колеса с усилителем рулевого управления от нейтрального положения при работающем двигателе не допускается.
Суммарный люфт в рулевом управлении не должен превышать предельных значений, установленных изготовителем в эксплуатационной документации, или при отсутствии данных, установленных изготовителем, следующих предельных значений:
транспортные средства категории M1 и созданные на базе их агрегатов транспортные средства категорий М2, N1 и N2 -10°;
транспортные средства категорий М2 и М3 — 20°;
транспортные средства категорий N — 25°.
Повреждения и отсутствие деталей крепления рулевой колонки и картера рулевого механизма, а также повышение подвижности деталей рулевого привода относительно друг друга или кузова (рамы), не предусмотренное изготовителем транспортного средства (в эксплуатационной документации), не допускаются. Резьбовые соединения должны быть затянуты и зафиксированы способом, предусмотренным изготовителем транспортного средства. Люфт в соединениях рычагов поворотных цапф и шарнирах рулевых тяг не допускается. Устройство фиксации положения рулевой колонки с регулируемым положением рулевого колеса должно быть работоспособно.
Применение в рулевом механизме и рулевом приводе деталей со следами остаточной деформации, с трещинами и другими дефектами не допускается.
Уровень рабочей жидкости в резервуаре усилителя рулевого управления должен соответствовать требованиям, установленным изготовителем транспортного средства в эксплуатационной документации. Подтекание рабочей жидкости в гидросистеме усилителя не допускается.
Основные работы по техническому обслуживанию рулевого управления Техническое обслуживание механизмов рулевого управления носит плановый характер. Объем выполняемых работ определяется видом технического обслуживания.
Ежедневное техническое обслуживание (ЕО).
Необходимо проверять свободный ход рулевого колеса, состояние креплений сошки, а также ограничителей максимальных углов поворота управляемых колес. Кроме этого необходимо ежедневно проверять зазор в шарнирах гидроусилителя и в рулевых тягах, а также работу гидроусилителя и рулевого управления. Эти проверки выполняют при работающем двигателе.
Первое техническое обслуживание (ТО-1).
Провести контрольный осмотр и крепёжные работы. Проверить, не деформированы ли элементы рулевой колонки. Все крепёжные работы следует проводить обязательно по всем резьбовым соединениям, с усилением, соответствующим ТУ (корончатые гайки рулевых шарниров следует попытаться подтянуть гаечным ключом не расшплинтовывая их – если они стронутся с места, тогда их следует расшплинтовать и затянуть с соответствующим усилием).
После крепёжных работ следует проверить свободный ход рулевого колеса (люфт) с помощью люфтомеров-динамометров (рисунок 1).



Рисунок 1 — Измеритель суммарного люфта рулевого управления автомобилей (грузовых, легковых, автобусов и троллейбусов) ИСЛ-М по ГОСТ Р 51709-2001
Прибор предназначен для измерения суммарного угла поворота рулевого колеса до начала движения управляемых колес, а также суммарного угла поворота рулевого колеса при нормированном усилии на рулевом колесе. Принцип действия приборов основан на измерении угла поворота рулевого колеса АТС посредством преобразования импульсного сигнала оптико-механического датчика угла поворота в интервале срабатываний датчика движения управляемых колес при выборе люфта рулевого управления в обоих направлениях вращения руля, а также при превышении установленного порога сигнала от тензометрического датчика усилия. Конструктивно прибор выполнен в виде электронного блока, который крепится на руле АТС и выносного датчика движения управляемых колес. В электронном блоке прибора размещаются датчик усилия для поворота руля, оптико-мехаический преобразователь угла поворота, буквенно-цифровой индикатор и микропроцессорный преобразователь сигналов. Приборный блок крепится на рулевое колесо при помощи захвата.
Люфт в рулевых шарнирах у автомобилей категории М 1 проверяются резким покачиванием в противоположные стороны смежных тяг. Люфт в маятниковом рычаге определяется покачиванием конца рычага в вертикальной плоскости.
При ТО-1 проверяют крепление и шплинтовку гаек рычагов поворотных цапф, гаек и шаровых пальцев продольной и поперечной рулевых тяг, состояние уплотнителей шаровых пальцев, устраняют обнаруженные неисправности. Проверяют крепление и при необходимости закрепляют сошку механизма рулевого управления на валу, картер рулевого механизма на раме и контргайку регулировочного винта вала рулевой сошки. Проверяют зазор и величину усилия поворота рулевого колеса с помощью динамометра, зазор в шарнирах привода рулевого механизма.
Зазоры в шарнирных соединениях рулевых тяг проверяют резким покачиванием рулевого колеса в обе стороны. Значительное перемещение при этом продольной рулевой тяги относительно пальцев указывает на необходимость устранения зазора в шарнирных соединениях тяг. Для этого следует расшплинтовать регулировочную пробку в торце тяги, завернуть пробку специальной лопаткой до отказа и отвернуть так, чтобы прорезь в пробке совпала с отверстием для шплинта, после чего зашплинтовать. Таким же образом устраняют зазор и в другом шарнирном соединении тяги.
Второе техническое обслуживание (ТО-2).
В процессе ТО-2 выполняют те же работы, что и при ТО-1, а также проверяют углы установки передних колес и при необходимости выполняют их регулировку; проверяют и при необходимости подтягивают крепление клиньев шкворней, картера рулевого механизма, рулевой колонки рулевого колеса; зазоры рулевого управления, шарниров рулевых тяг и шкворневых соединений; состояние и крепление карданного вала рулевого управления; крепление и герметичность узлов и деталей гидроусилителя рулевого управления.
Регулировка механизма рулевого управления с усилителем зависит от конструкции автомобиля. Все подвижные сопрягаемые детали должны работать без заедания и заклинивания при повороте вала рулевой сошки от одного крайнего положения до другого. Работу усилителя проверяют на специальном стенде или непосредственно на автомобиле при нахождении сошки в крайнем положении [20].
При ТО-2, в порядке сопутствующего ремонта, можно заменять отдельные неисправные легкодоступные детали и целиком узлы рулевого механизма. При необходимости разъединения рулевых тяг путём выпрессовки шаровых пальцев из конических отверстий смежных тяг следует пользоваться специальными съёмниками.
Сезонное техническое обслуживание (СО).
При сезонном техническом обслуживании выполняют работы ТО-2, а также осуществляют сезонную замену смазочного материала. Визуальный контроль технического состояния деталей, агрегатов и механизмов рулевого управления выполняют путем осмотра и опробования. Если доступ к деталям рулевого управления невозможен сверху, то осмотр следует проводить на подъемнике, в осмотровой канаве или на эстакаде. Контроль крепления колонки и рулевого механизма осуществляется путем приложения усилий во всех направлениях. В процессе такой проверки не допускается осевое перемещение или качение рулевого колеса, колодки, а также присутствие стука в узлах рулевого управления.
При проверке креплений картера рулевого механизма, а также рычагов поворотных цапф необходимо поворачивать рулевое колесо около нейтрального положения на 40-50° в каждую сторону. Состояние рулевого привода, а также надежность крепления соединений проверяют при помощи приложения знакопеременной нагрузки непосредственно к деталям привода. Работа ограничителей поворота проверяется визуально при повороте управляемых колес в разные стороны до упора. Для того чтобы проверить герметичность соединений системы гидроусилителя рулевого привода, необходимо удерживать рулевое колесо в крайних положениях при работающем двигателе. Кроме этого, проверку герметичности соединений системы гидроусилителя осуществляют в свободном положении рулевого колеса.
Соединения считаются герметичными, если отсутствует протекание смазочного материала. Кроме этого, при проверке не допускается самопроизвольный поворот рулевого колеса с гидроусилителем рулевого привода от нейтрального положения к крайним или наоборот. Силу трения, а также свободный ход рулевого колеса проверяют при помощи специального прибора, который состоит из динамометра и люфтомера (рисунок 1).
Перед проверкой механизма рулевого управления доводят до нормы давление воздуха в шинах, проверяют и регулируют по необходимости углы установки и подшипники ступиц управляемых колес. Подтягивают все узлы крепления, автомобиль устанавливают на ровную площадку, а управляемые колеса – в положение для движения прямо.
Люфт в шарнирах проявляется во взаимном относительном перемещении соединяемых деталей. Проверку усилителя рулевого управления осуществляют путем измерения давления в системе гидроусилителя. Для проверки необходимо вставить в нагнетательную магистраль манометр с краном. Замеры давления производят при работающем двигателе на малых оборотах, поворачивая колеса в крайние положения. Давление, которое развивает насос гидравлического усилителя, должно быть не менее 6 МПа. Если давление меньше 6 МПа, то необходимо закрыть кран, после этого давление должно подняться до 6,5 МПа. Если после закрытия крана давление не поднимается, значит, произошла поломка насоса, который необходимо отремонтировать или заменить на новый.
Регулировочные работы по рулевому механизму включают в себя работы по регулировке осевого зазора в зацеплении, а также в подшипниках вала винта. Рулевой механизм считается исправным и пригодным для дальнейшего применения, если люфт рулевого колеса при движении по прямой не превышает 10°. Если люфт превышает допустимые значения, то необходимо проверить зазор в подшипниках вала винта. Если в подшипниках имеется достаточно большой зазор, то осевой люфт будет легко ощущаться. Для того чтобы устранить люфт в подшипниках вала, необходимо отвернуть болты, снять крышку картера рулевого механизма и затем удалить одну регулировочную прокладку. После удаления прокладки необходимо снова выполнить проверку осевого люфта. Операцию необходимо повторять до тех пор, пока усилие на поворот руля не будет составлять 3-6 Н. Регулировку зацепления винта (червяка) с роликом регулируют без снятия рулевого механизма. Для этого необходимо отвернуть гайку со штифта вала винта, затем снять шайбу со штифта, после этого при помощи специального ключа поворачивают регулировочный винт на несколько вырезов в стопорной шайбе. В результате этого происходит изменение величины бокового зазора в зацеплении, что, в свою очередь, изменяет свободный ход рулевого колеса. Для того чтобы определить величину люфта в сочленениях рулевого привода, необходимо резко покачивать сошку руля при повороте рулевого колеса. После проверки при необходимости подтягивают резьбовую пробку. Кроме этого при проверке осевого люфта в сочленения добавляют смазку, а при большом износе производят замену шарового пальца или всей тяги в сборе. К основным неисправностям системы управления относятся: обломы и трещины на фланце крепления картера, износ отверстия в картере под втулку вала рулевой сошки и деталей шаровых соединений рулевых тяг; износ червяка и ролика вала сошки втулок, подшипников и мест их посадки; изгиб тяг и ослабление крепления рулевого колеса на валу. При значительном износе рабочей поверхности или при отслоении закаленного слоя червяк рулевого колеса заменяют на новый. При наличии трещин на поверхности ролика вала его меняют на новый. Червяк и ролик необходимо заменять одновременно.
Изношенные шаровые пальцы, которые имеют сколы или задиры, необходимо заменить на новые. Одновременно с заменой шаровых пальцев осуществляется замена их вкладышей. Сломанные или ослабленные пружины не подлежат восстановлению и заменяются на новые. Нарушение изгиба тяг устраняется правкой тяги в холодном состоянии. Основными неисправностями гидравлического усилителя являются отсутствие усиления при любых частотах вращения коленчатого вала двигателя, а также неравномерное или недостаточное усиление при повороте рулевого колеса в обе стороны. Для того чтобы устранить неисправности системы гидравлического усиления, необходимо слить из системы масло, тщательно промыть составляющие ее детали, а также разобрать насос. Последовательность разборки насоса гидравлического усиления следующая:
снять крышку бачка и фильтра;
удерживая предохранительный клапан от выпадения, необходимо снять бачок с корпуса насоса;
снять распределительный диск;
снять статор, предварительно отметив его положение относительно распределительного диска и корпуса насоса;
снять ротор в сборе с лопастями.
Кроме этого при ремонте насоса гидравлического усиления необходимо снять шкив, стопорное кольцо и вал насоса с передним подшипником. Детали насоса необходимо промыть раствором, обмыть водой и затем обдуть сжатым воздухом. При техническом обслуживании необходимо проверять свободное перемещение перепускного клапана в крышке насоса, а также отсутствие задиров или износа на торцевых поверхностях ротора, корпуса и распределительного вала. После проверки, устранения неполадок и сборки насос необходимо проверить на стенде. Рулевой механизм после проверки, ремонта и контроля деталей собирают, регулируют и испытывают с гидравлическим усилителем в сборе. Кроме этого из-за неполадок в системе рулевого управления может возникать стук в процессе движения, неустойчивое движение автомобиля, а также тяжелый поворот рулевого колеса. В том случае, если рулевое колесо туго вращается, необходимо проверить давление в шинах передних колес. Другой причиной туго вращающегося рулевого колеса может быть деформация деталей рулевого привода. В этом случае следует проверить, не согнуты ли рулевые тяги и поворотные рычаги, и заменить деформированные детали. При тугом повороте рулевого колеса также следует проверить уровень масла в картере рулевого механизма и при необходимости долить его до нормы. Если при проверке обнаруживается неисправный сальник, его необходимо заменить на новый. Кроме этого в некоторых случаях причиной тугого вращения рулевого колеса на морозе является загустевание трансмиссионного масла.
При проверке давления в магистрали рулевого управления с гидроусилителем между насосом 2 (рисунок 2) и шлангом 6 высокого давления устанавливают тройник с манометром 4 и вентилем 5. При работающем двигателе на частоте вращения холостого хода передние колеса поворачивают до упора и открывают вентиль 5, наблюдая за давлением масла, которое должно быть не менее 6,5 МПа. Меньшее давление свидетельствует о неисправностях в насосе или распределителе гидроусилителя. Если при закрытом вентиле давление будет повышаться, это укажет на неисправности в распределителе, если будет снижаться — на неисправности в насосе. Если при закрытом вентиле давление хотя и повышается, но остается меньше 6,0 МПа, то это указывает на неисправности обоих узлов.
Для регулирования затяжки шарнирных соединений рулевых тяг, за исключением саморегулирующихся конструкций, предварительно расшплинтовывают резьбовые пробки в наконечниках тяг и поворачивают их до отказа, а затем отворачивают на 0,5 оборота до совпадения прорезей для шплинта. При этом устанавливается нужный зазор между сухарем и ограничителем пружины шарнира.

1 – гидроусилитель; 2,3 – насос и его бачок; 4, 5 – манометр и вентиль тройника; 6 – шланг высокого давления
Рисунок 2 — Прибор для проверки гидроусилителей
Необходимо проверить шаровые шарниры рулевых тяг, перемещая наконечники тяг вдоль оси пальцев. Для проверки при помощи рычага и опоры перемещают наконечник параллельно оси пальцев. Если вкладыш пальца не заклинило в гнезде наконечника тяги, от осевое перемещение наконечника относительно пальца составляет 1…1,5 мм, если вкладыш заклинило, то его необходимо заменить вместе с вкладышем. Кроме того, рулевое колесо может туго вращаться после ремонта маятникового рычага. Это может возникнуть из-за перетянутой регулировочной гайки при замене втулок или оси маятникового рычага. Если гайка затянута неправильно, то маятниковый рычаг будет вращаться в горизонтальном положении под действием собственной массы. Если гайка затянута правильно, то рычаг будет поворачиваться только под действием силы, приложенной к его концу. В том случае, если гайка перетянута, то необходимо ее отвернуть, затем приподнять шайбу и снова затянуть гайку.
После того как натяжение гайки исправлено, нужно соединить шаровые пальцы тяг с рычагом. Если в рулевом механизме нет неполадок, то проблема заключается в установке углов передних колес. Установку передних колес необходимо проверять после ремонта или замены деталей передней подвески, а также после поездки по неровной дороге. Однако необходимо учитывать, что точную регулировку углов передних колес могут произвести только на специальных стендах (см. раздел ТО шин). Стуки передней подвески во время движения, колебания передних колес, затрудненное управление автомобилем могут появиться в результате увеличения зазоров в соединении деталей рулевого управления из-за износа деталей, ослабления затяжки гаек крепления Наконечников или шаровых пальцев. Для того чтобы устранить зазоры, необходимо подтянуть гайки шаровых пальцев рулевых тяг, регулировочную гайку оси маятникового рычага, гайки шаровых пальцев поворотных рычагов, а также болты крепления рулевого механизма, кронштейна маятникового рычага. Кроме этого для устранения шума нужно отрегулировать зацепление ролика с червяком или подшипников червяка. При резком ухудшении устойчивости автомобиля необходимо остановиться и проверить крепления картера рулевого управления, кронштейна маятникового рычага, кронштейна вала рулевой колонки к кузову, а также затяжку гаек крепления шаровых пальцев.
Если в процессе движения руль автомобиля «тянет» в сторону, то проблема, скорее всего, в падении давления в одном из передних колес, поэтому автомобиль отклоняется в его сторону. При падении давления в одном из задних колес автомобиль даже на небольшой скорости начинает водить то в одну сторону, то в другую. Если автомобиль постоянно отклоняется в одну сторону, то причиной этого может быть деформация поворотной цапфы или поворотного рычага из-за быстрого движения по неровной дороге. При этом происходит постоянный занос автомобиля. Если эти детали деформированы настолько, что их невозможно восстановить, то эти детали необходимо заменить на новые.
При наличие люфтов в рулевых шарнирах запрещена эксплуатация автомобилей. Исключение составляют шарниры продольных рулевых тяг (грузовых автомобилей). При обнаружении в них повышенного люфта (зазора), его следует устранить наворачиванием (до упора, а затем отпустить на ¼ оборота) регулировочных пробок Г-образным ключом, с последующей шплинтовкой (рисунок 3).

1-пробка; 2-вкладыш; 3-шаровой палец; 4-пружина; 5-упорная втулка; 6- продольная тяга; 7-гайка
Рисунок 3 — Проверка (а) и регулировка (б) люфта в сочленениях рулевого привода, (в)-шарнир продольной рулевой тяги
Источник