Ural Ремонт головок цилиндра мотоцикла Урал
Засухаривание клапанов головки цилиндра мотоцикла урал.
Засухаривание клапанов головки цилиндра мотоцикла урал.
Притирка клапанов мотоцикла урал.
В этой рубрике мы постарались для вас собрать интересные и увлекательные видеосюжеты о мотоцикле Урал и его технических характеристиках.









В разделе нашего сайта мы постарались собрать наиболее распространенное видео о мотоцикле Урал.
Источник
Урал ремонт головок цилиндра мотоцикла урал
Ни для кого не секрет, что система газораспределения является самым слабым местом мотоциклов марки Днепр и марки Урал. Детали механизма газораспределения при работе издают лязгающий шум, особенно характерный для мотоциклов Днепр, даже на исправном двигателе каждую тысячу километров приходится выставлять зазоры, и, наконец, налицо ничтожный моторесурс головок цилиндров. Опыт капитальных ремонтов двигателей мотоциклов «Днепр», накопленный мастерской «Оппозит.соm», позволяет утверждать, что моторесурс новых головок цилиндров составляет от 10 до 20 тысяч километров. И это притом, что Киевский мотозавод установил 40-тысячный межремонтный пробег для своих двигателей. Поэтому для владельца мотоцикла «Днепр» ремонт головок цилиндров – наиболее распространенный вид ремонтных работ.
Литература, в которой изложены способы ремонта механизма газораспределения, по нашему мнению, грешит двумя крайностями. С одной стороны, серьезные работы П. Котова, Шипоты, А. Капустина, основанные на опыте работы специальных ремонтных мастерских, изобилуют специальными терминами, массой лишних для кустарного ремонта подробностей и, самое главное, требуют использования измерительных приборов и сложных приспособлений. В другую, противоположную, крайность, по нашему мнению, впадают журнал «Мото» и большинство интернет-статей.
Мастерская «Оппозит.соm» успешно применяет свою методику ремонта головок цилиндров, позволяющую добиться высоких результатов без применения дорогостоящего оборудования. Практически это означает, что головки цилиндров, восстановленные по нашей методике, по качеству значительно превосходят новые. Данная методика излагается нами здесь в упрощенном виде, для того, чтобы облегчить пользование ей владельцам мотоциклов, не имеющим необходимого опыта и располагающим скромным набором инструментов. В качестве примера используется ремонт головки цилиндра двигателя марки «МТ-10-36»; головки цилиндров мотоциклов марки «Урал» восстанавливаются аналогично.
Демонтировать головки цилиндров с мотоцикла, пометить штанги, чтобы установить их впоследствии на свои места. Демонтировать коромысла в сборе с осями, предварительно пометив их. Выкрутить маслосгонную трубку. С помощью стальной щетки, зажатой в патрон ручной дрели, очистить поверхность камеры сгорания от нагара. Рассухарить клапана и снять верхние тарелки пружин, пружины, нижние тарелки, шайбы, вынуть клапана. При отсутствии съемника извлекать сухарики следующим образом: установить головку камерой сгорания вниз на плоскость, зафиксировать клапана предметом, проложенным между тарелками и плоскостью, к верхней тарелке приложить трубчатый свечной ключ и слегка ударить молотком по концу свечного ключа. Вымыть головки цилиндров керосином и обдуть сжатым воздухом. Проверить: состояние резьбовых отверстий под свечи зажигания, износ посадочных отверстий под ось коромысла, износ клапанных седел. Если седло клапана имеет большую выработку, ось коромысла имеет боковой шат или резьба свечного отверстия сорвана, то это сильно усложняет ремонтные работы (см. приложение 1). Экономически целесообразно подобрать другую головку цилиндров и ограничится заменой направляющих втулок клапанов.
Для замены направляющей втулки клапана необходимо изготовить специальную оправку (рис. 1). Нагреть головку цилиндров до 150 градусов, вставить оправку и выпрессовать втулку. Очистить от нагара впускной и выпускной каналы с помощью проволочных щеток-насадок для ручной электродрели. Проверить состояние отверстий под направляющие втулки. Глубокие задиры, могущие привести к прорыву газов из камеры сгорания, недопустимы.
Качество направляющих втулок для мотоциклов марок Урал и Днепр, имеющихся в продаже, не выдерживает критики, поэтому при ремонте мы используем клапанные втулки, а также ряд других деталей клапанного механизма от автомобилей марки «ВАЗ». Необходимо приобрести 4 шт. направляющих втулок выпускных клапанов (длина 0 мм), 4 пары клапанных пружин, 4 комплекта нижних упорных шайб, 4 шт. верхних тарелок клапанных пружин, 4 шт. стопорных колец.
Изготовить 4 шт. текстолитовых шайб с внешним диаметром 31 мм, внутренним 16 мм, толщиной 2,5 мм.
На втулках проточить дополнительную канавку (рис. 2). Установить в эту канавку стопорные кольца, надевая их со стороны ступенчатой фаски, чтобы не повредить поверхность сопряжения с отверстием головки (рис 3). Нагреть головку до 200-250 градусов и, надев направляющую втулку на оправку, несильными ударами запрессовать втулку в отверстие головки цилиндров. Проверить температуру головки можно каплей воды, которая должна, сворачиваясь в шарик, скатываться с поверхности головки.
Развернуть отверстие направляющей втулки разверткой 7,98 — 8,00 мм. С помощью проверочного клапана проверить соосность направляющей втулки и фаски седла клапана ниже методом. Нанести притирочную пасту на рабочую кромку клапана и установить клапан на место. Соединить стержень клапана отрезком резиновой трубки (бензошланга), со сверлом диаметром 8 или 9 мм. Сверло зажать в патрон ручной электродрели, нескольких секунд вращения клапана будет достаточно, чтобы на поверхности седла обозначилось поле прилегания клапана. Если прилегание клапана происходит по всей окружности седла, а поясок прилегания не имеет глубоких раковин и находится в пределах 1,5 – 1,8 мм., то можно приступать к притирке клапана. Если поле прилегания не соответствует этим требованиям, седло клапана необходимо обработать коническими шарошками (рис 4). Шарошки с необходимыми углами применяются в мастерских автохозяйств.
Сначала шарошкой с углом в 45 градусов формируется рабочая фаска. В случае, если поясок прилегания проверочного клапана проходил по всей окружности седла и не имел изъянов поверхности, но выходил за 1,8 мм., обработку шарошкой с углом 45 градусов рекомендуется пропустить. Затем рабочую фаску подрезать сверху шарошкой с углом в 15 градусов, после чего снять фаску в нижней части седла шарошкой с углом в 75 градусов. После исправления седла можно приступать к притирке.
Пригодность клапана к дальнейшей работе определяют по его состоянию. Ступенчатый износ рабочей кромки, погнутость стержня, износ, задиры, забоины на поверхности стержня не допустимы. Изношенную рабочую кромку исправляют шлифованием в специальном станке, при остальных дефектах клапан необходимо заменить. Мотоциклисту, самостоятельно ремонтирующему двигатель своего мотоцикла, целесообразнее (с точки зрения качества ремонта) установить комплект новых клапанов.
Для притирки клапанов необходимо изготовить несложное приспособление (рис. 5). Клапан вращать с легким ударом им по седлу на 90 градусов в одну и другую стороны. Ширина притертой поверхности должна быть 1 – 1,5 мм. Клапана пометить, для того, чтобы не поменять их местами при окончательной сборке. Проверить качество притирки, нанеся карандашом на рабочую поверхность клапана поперечные черточки; от одного поворота клапана в седле с легким нажимом все они должны быть стерты. После притирки всех клапанов тщательно промыть все детали до полного удаления абразива и продуть головки сжатым воздухом. Проверить герметичность клапанов, для чего установить их на место, и прижимая клапанную тарелку к седлу, поочередно заливать керосин в выпускные и впускные каналы головок цилиндров. Керосин не должен просачиваться.
Детали протереть чистыми тряпками, после чего приступить к сборке головки цилиндров. Проверить посадку замка верхней клапанной тарелки (рис. 6). Смазать стержни клапанов моторным маслом или, что предпочтительней, молибденовой монтажной пастой и вставить клапана в направляющие втулки.
Наложить текстолитовые шайбы и нижние упорные шайбы. Установить пружины, наложить верхние клапанные тарелки. При отсутствии специального приспособления засухарить клапаны вручную, используя в качестве упора рожковый ключ 17 на 19.
Проверить состояние подшипников коромысел. Люфт в коромыслах недопустим, поскольку сильно нарушает точность регулировки клапанов. В зависимости от износа деталей конструкции заменить бронзовую втулку, палец или осевой болт. (Смотри приложение 1). Закаленные колпачки клапанов не должны иметь износа рабочей поверхности.
При монтаже коромысел проверить соприкосновение между ударником коромысла и торцом штока клапана. В работающем двигателе при подъеме клапана ударник коромысла, соприкасающийся с клапаном, описывает дугу относительно оси подшипника коромысла; в то же время шток клапана должен перемещаться по прямой, т.е. по своей направляющей. Ударник коромысла при этом перемещается взад и вперед по торцу клапана, что приводит к одностороннему износу направляющей клапана. Этот износ повышается в случае большого смещения ударника относительно центра штока клапана. Поэтому ударник клапана необходимо установить с таким расчетом, чтобы смещения были равны по обе стороны оси штока клапана. Это условие часто нарушается из-за неточного изготовления деталей головки цилиндров или при замене клапана. В таких случаях необходимо укоротить клапан или подобрать подходящий по толщине наконечник.
Наилучший результат получается тогда, когда точка соприкасания находится в центре штока клапана при 50% его подъеме. (Рис. 7). Проверку производить на собранном двигателе.
Отремонтированные указанным способом головки цилиндров существенно улучшают приемистость двигателя и обеспечивают до 40 тысяч километров безремонтной эксплуатации. Использование деталей от а\м марки «Жигули» позволяет преодолеть проблему дефицита запчастей к «Днепру», мотоциклу, фактически снятому с производства. Кроме того, ВАЗовские комплектующие превосходят оригинальные киевские и по качеству, и по доступности.
Приложение №1. Замена седла клапана.
Если седло клапана имеет большую выработку или другие изъяны, которые не удается исправить с помощью конических шарошек, то седло следует заменить новым. Эту операцию следует производить после удаления изношенных направляющих втулок клапанов. Для удаления старого седла из гнезда следует изготовить простое приспособление. Непригодный к дальнейшему использованию клапан от двигателя К750 обточить на заточном станке так, как это показано на рис. 8. Клапан вставить в отверстие для направляющей со стороны камеры сгорания, совместив его острую кромку с разъемом седла и головки. Подклинить клапан с другой стороны отверткой (рис. 9) и несильными ударами по торцу штока клапана выпрессовывать седло, периодически поворачивая клапан по диаметру седла, чтобы избежать перекоса. Для лучшей сохранности гнезда рекомендуется перед совершением этой операции головку нагреть до 100-150 градусов.
Для запрессовки нового седла клапана следует изготовить специальную оправку (Рис. 10). Перед запрессовкой головку цилиндров следует нагреть до 400 градусов. Надетое на оправку седло легкими ударами и без перекоса осадить на место. После запрессовки направляющей седло обработать коническими шарошками.
Приложение №2. Литература.
- П.Н.Котов. Ремонт мотоциклов «Днепр» и «Урал». Россельхозиздат, М.,1987г.
- А.Н.Силкин, Б.С.Карманов. Пособие механикам мотоциклов.
- А.А.Абросимов, А.А.Тарбов. Мотоциклы К-750, М-61, М-62. Ф.и С., М., 1961г.
- М.Г.Гинцбург, С.М.Павлов. Эксплуатация и ремонт мотоциклов. Машгиз, М., 1956г.
Источник
Урал ремонт головок цилиндра мотоцикла урал
Проверка и ремонт головок цилиндров и механизма газораспределения двигателя мотоциклов Урал, Днепр
Если в цилиндрах двигателя в результате потери герметичности клапанов снижается компрессия, то надо отремонтировать газораспределительный механизм. Признаки неисправности снижение мощности, затрудненный пуск двигателя увеличенный расход бензина, сильный шум в верхней части картера двигателя (там, где размещены толкатели) и в головках цилиндров.
Для ремонта надо снять головку и определить состояние деталей механизма газораспределения. Перед проверкой головки цилиндра со стенок камеры сгорания и с поверхности клапанов металлической щеткой убирают нагар. Потом головку цилиндра тщательно моют, проверяют нет ли поломок, трещин, прогорания клапанов, срывов ниток нарезки.
Для осмотра состояния пружин, направляющих, седел, клапанов и проведения необходимых замеров величины их износа, клапаны снимают при помощи специального устройства, которое дает возможность сжать и отпустить клапанные пружины. Когда нет устройства для сжатия пружины, то можно использовать накидной ключ 19×22, установленный
После снятия на клапанах ставят метки, чтобы в процессе сборки не перепутать их местами. Вынутые детали тщательно очищают от нагара, смолистых отложений и промывают. Потом очищают и промывают каналы головки и направляющие клапанов. Перед установкой на место их стержни смазывают графитовой смазкой или моторным маслом. Если будут обнаружены трещины, то головку цилиндров заменяют. Чтобы восстановить сорванную резьбу в отверстии под свечу, отверстие рассверливают под больший диаметр и нарезают резьбу. Потом изготавливают бронзовую втулку с буртиком высотой 1,5 мм с такой же резьбой по внешнему диаметру. На внутреннем диаметре делают резьбу под свечу 14х 1,25. Готовую втулку фиксируют штифтом. Если рабочие фаски на клапанах и седлах незначительно сработаны и имеют неглубокие раковины, а конические фаски сохранились, то клапан седла притирают. Если фаски имеют ступенчатые формы или глубокие раковины, а сопряженные с ними фаски седел закруглились, то эти поверхности надо восстановить. Седла обрабатывают коническими шарошками, угол которых составляет 45°, 75°, 15°, относительно направляющей втулки клапана (рис. 34). Сначала шарошкой с углом 45°, снимают металл с поверхности рабочей фаски потом срезают гнезда с углом 75°, потом шарошкой с углом 15°, снимают фаску с нижней части гнезда. Ширина рабочей фаски должна быть в пределах 1 — 1,5 мм (рис. 2.39). Снятие металла шарошкой с углом 45° должно быть минимальным, чтобы были удалены дефекты на фаске седла (рис. 34).

Рис. 2.39. Углы обработки угла клапана
Рабочую фаску клапана протачивают или шлифуют под углом 45° к оси стержня клапана. Снятый слой металла должен быть минимальным. Толщина цилиндрической части головки клапана после обработки — не меньше 0,5 мм. Когда это не соблюдено клапан надо заменить. Биение рабочей фаски относительно стержня не должно превышать 0,003 мм. В случае большого желобления головки клапана или наличия на ней трещин клапан заменяют. После обработки клапана и седла притирают их рабочие фаски. Если у седла клапана двигателя МТ и «Урал» есть дефекты, которые не выводятся шарошками, его заменяют. Для удаления седла клапана, в нем делают резьбу, специальным съемником выпрессовывают деталь из гнезда (рис. 2.40).
Если нет приспособления седло клапана можно вырезать зенкером. Размеры заготовки для нового седла двигателей МТ 10-32 и М67-36 приведены на рис. 2.41. При его изготовлении внешний диаметр определяется по гнезду в головке с условием, что будет обеспечен натяг 0,2 — 0,3 мм. Головку нагревают и при помощи оправки запрессовывают седло. Потом обрабатывают относительно направляющей втулки клапана рабочие фаски на седле (рис. 2.42). Биение фаски седла относительно отверстия направляющей втулки не должно превышать 0,05 мм (рис. 2.43).
Чтобы определить состояние направляющих втулок клапанов проверяют зазор между ними и стенками клапанов. Внутренний диаметр направляющей втулки измеряют в двух плоскостях, размещенных на расстоянии 10 мм от торцов, а диаметр стержня клапана в трех плоскостях: первая и третья плоскости на расстоянии 10 мм от концов рабочей части, вторая плоскость -между первой и третьей посередине. В каждой плоскости измеряют наибольшие и наименьшие диаметры без обозначения их взаимного расположения. Если зазор между стержнем клапана и отверстием направляющей втулки превышает 0,25 мм, клапан надо заменить, если износ направляющей втулки превышаетО,15 мм, то ее также надо заменить. В двигателях МТ 10-32 и М67-36 сработавшуюся втулку удаляют при помощи оправки. Головку нагревают до температуры +150 — 200°С и запрессовывают новую направляющую втулку, выдержав 20 мм от плоскости опоры нижней шайбы пружин до кромки втулки. Размеры втулок даны на рис. 2.44.
Изготовляя втулки, внешний диаметр определяют с таким расчетом, чтобы был натяг 0,028 — 0,080 мм. После установления направляющих втулок их отверстия обрабатывают разверткой до диаметра 8±0,022 мм. Если используются старые клапаны, то их стержни рекомендуется прошлифовать, до диаметра 7,8″0,035, а втулки изготовить с внутренним диаметром 7,8±0,022. После замены направляющей втулки, проверяют концентричность фаски возле седла относительно оси втулки и в случае необходимости, дорабатывают гнезда шарошками или притиранием.
Сработавшуюся направляющую клапана двигателя К-750М, обрабатывают разверткой под клапан с утолщением стержнем, чтобы обеспечить зазор 0,05 — 0,10 мм. Пружины клапанов проверяют на упругость и отсутствие трещин. У двигателей МТ10-32 и М67-36 усилие необходимое для сжатия внешней пружины до длины 34 мм, должно составлять 1,45 — 16,9 Н (14,8 — 17,2 кГ) до длины 26 мм — 2,49 — 29,7 Н (25,8 — 30, 3 кГ). Чтобы сжать внутреннюю пружину до 30,5 мм, надо усилие 0,95 — 11,2 Н (9,85 — 11,4 кГ), до 22 мм -2,06 — 2,82 (21,15 — 25,85 кГ).
У двигателя К -750 М усилие сжатия пружины до длины 37 — 39 мм должно составлять 2,87
— 4,36 Н (39,5 — 44,5 кГ). Если упругость пружин меньше, то их нужно заменить. Шайбу клапанной пружины двигателя МТ проверяют, чтобы не было трещин и изломов, если она сломалась или износились, то устанавливают новые. Ее можно изготовить из текстолита или фрикционного диска сцепления Внешний диаметр шайбы составляет 31 мм, внутренний 15,5 мм, толщина — 2,5 мм. Пружины нельзя устанавливать без шайбы, т.к. при этом усилие их резко уменьшается и во время работы двигателя на больших частотах вращения коленчатого вала поршень может столкнуться с головкой клапана. Кроме того, шайбы защищают пружины от чрезмерного нагревания. Наконечник клапана двигателя МТ проверяют на отсутствие увеличенного износа, трещин, проверяют посадку на стержень клапана. Если обнаружен износ на поверхности соединения наконечника с носком коромысла или с торцом клапана, наконечник заменяют. Устанавливая новый наконечник, надо проверить его прилегание по всей площади торца стержня клапана. Для снятия коромысла надо открутить гайку и вынуть ось коромысла из кронштейнов головки цилиндров. При этом коромысла с втулками надо пометить, чтобы не перепутать эти детали при установке на старое место. После снятия коромысел клапанов детали промывают, осматривают и делают необходимые замеры. В первую очередь проверяют, нет ли трещин, забоин, задирок на осях, в отверстиях коромысел и в кронштейнах головки, а также износ втулок и внутренних отверстий коромысел. Если зазор между втулкой коромысла и осью превышает 0,12 мм, втулку заменяют. Новую втулку после запрессовки обрабатывают так, чтобы был зазор 0,02 — 0,06 мм. Небольшую выработку на цилиндрической поверхности носка коромысла ликвидируют шлифовкой по шаблону R=10 мм. Регулирующие винты, у которых есть выработка сферической опорной поверхности и люфты в резьбовом соединении с коромыслом, заменяют.
Коромысла на головке цилиндра устанавливают в такой последовательности:
— вставляют стальную втулку в отверстие коромысла, нижнюю упорную шайбу, коромысло с втулкой и верхнюю опорную шайбу в кронштейны головки цилиндра;
— смазывают ось и втулку коромысла моторным маслом и вставляют ось в кронштейны головки цилиндра;
— на ось надевают плоскую и пружинную шайбу и накручивают гайку;
— ставят на место регулирующий блок, завинтив его до упора;
Когда надо снять коромысла клапана у двигателя М67-36 с осями и кронштейнами с головки цилиндра, их надо пометить, чтобы во время сборки установить на старое место. Для разборки ось коромысел с кронштейна выпрессовывают. После разборки и мытья детали коромысел осматривают и делают необходимые замеры. Если оси и отверстия в коромыслах сработались более чем на 0,07 мм, то детали заменяют. В случае выработки бронзовых втулок запрессованны в отверстие коромысла, их заменяют новыми. После запрессовки их обрабатывают так, чтобы зазор был 0,040 — 0,082 мм.


Рис. 2.42. Размеры седел клапанов двигателя МТ10-32: а — впускного; б — выпускного

Можно ли облегчить выпрессовку седел клапанов?
Для облегчения этой операции необходимо изготовить специальную оправку (рис. 2.45). А дальше оправку 2 вставить в головку со стороны камеры сгорания (направляющие втулки уже выпрессованы), совместив кромку оправки с разъемом седла и головки (рис. 2.46). В образовавшийся зазор с другой стороны вставить отвертку и слегка ударить по ней молотком.
А потом несильными ударами по хвостовику оправки выпрессовать седло. Внимание! Во время выпрессовки надо поворачивать оправку по диаметру седла и подклинивать ее отверткой. Операция занимает считанные минуты.
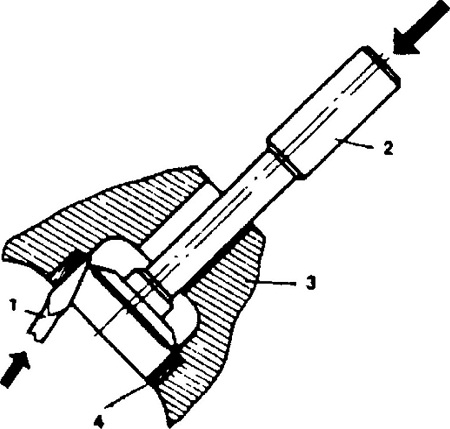
Рис. 2.46. Схема выпрессовки седла: 1 — отвертка; 2 — оправка; 3 — корпус головки; 4 — седло
ЕСТЬ ЛИ КАКИЕ-НИБУДЬ ТЕХНИЧЕСКИЕ НЮАНСЫ ПРИ ЗАМЕНЕ МЕТАЛЛОКЕРАМИЧЕСКИХ НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ НА «УРАЛЬСКИХ» ГОЛОВКАХ ЦИЛИНДРОВ?
Да, перед запрессовкой в тело головки новую втулку необходимо выдержать в моторном масле 1,5-2 часа. После замены втулки в обязательном порядке обработать фаски седла с помощью шарошек.
КАК «РАССУХАРИТЬ» КЛАПАН, ЕСЛИ НЕТ СЪЕМНИКА?
Если съемника нет, — существует самое простое решение. Возьмите отрезок металлической трубы внутренним диаметром около 20 мм или же свечной ключ из штатного набора инструментов. Снизу под клапан подставьте какой-нибудь упор, или, на худой конец, скомкайте старую тряпку и заполните ею камеру сгорания, а саму головку положите на пол. Поставьте трубу на верхнюю тарелку клапана и нанесите по ней удар молотком. С второго-третьего удара сухари покинут свое место и освободят пружину. Снимите их вместе с верхней и нижней тарелками и выньте клапан.
• КАК УДАЛИТЬ СТАРУЮ КЛАПАННУЮ ВТУЛКУ?
Для удаления старой клапанной втулки потребуется оправка, изготовленная по приведенному эскизу.
обеспечивала бы свободный выход втулки вниз, вставьте оправку во втулку со стороны камеры сгорания и ударами молотка выбейте ее. Будьте внимательны: втулка довольно хрупкая, поэтому старайтесь наносить удары строго по вертикали, чтобы не разбить втулку и не повредить посадочное место под нее в головке.

Рис. 2.47. Оправка для удаления клапанной втулки Установите головку на какую-нибудь подставку, которая
Источник