- Ремонт коленчатого вала
- Проектирование и расчет автомобиля
- ХАРАКТЕРИСТИКА МЕТОДОВ ВОССТАНОВЛЕНИЯ
- Основными способами ремонта валов являются:
- Сравнение методов восстановления коленчатых валов
- Способ гальванического наращивания коленчатого вала
- Ремонт коленвала
- Виды ремонта коленвала
- Шлифовка
- Рихтовка
- Чистка каналов
- Замена подшипника
- Полировка
- Балансировка
Ремонт коленчатого вала
Основными дефектами коленчатого вала являются:
- прогиб;
- эллипсность и конусность коренных и шатунных шеек;
- царапины и выбоины на шейках;
- разработка отверстий под болты крепления маховика.
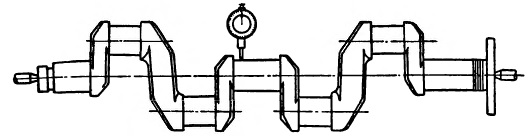
Рис. Проверка прогиба коленчатого вала.
Прогиб вала определяют индикатором в призмах, установленных на контрольной плите, или в центрах токарного станка. При этом штифт индикатора должен находиться не на середине шейки, а на ее конце, иначе эллипсность шейки даст искаженное представление о величине прогиба вала. Вал правят в холодном состоянии под прессом путем нажима на среднюю шейку через медную или латунную прокладку. Правка считается законченной, когда биение вала равно не более 0,03—0,05 мм.
Чтобы определить величину эллипсности и конусности, каждую шейку измеряют микрометром в трех местах: у галтелей и посредине в двух взаимно перпендикулярных плоскостях — по оси кривошипов и перпендикулярно им.
Размер, под который нужно шлифовать шейку, определяется наименьшим диаметром, полученным в результате измерения, с учетом установленных ремонтных размеров для данного вала. Для всех шатунных шеек, как и для всех коренных, устанавливается один ремонтный размер.
Шейки шлифуют на специальном круглошлифовальном станке. При отсутствии специального станка шлифование можно производить на токарном станке при помощи супортно-шлифовального приспособления. При шлифовании коренных шеек на токарном станке вал устанавливают в центрах станка.

Рис. Установка вала в центросместителе:
1 — планшайба; 2 — противовесы; 3 и 4 — центросместители.
Для шлифования шатунных шеек коленчатый вал помещают в центросместителе, установленном на станке. При этом ось вращения будет проходить по оси крайних шатунных шеек. После обработки крайних шеек вал устанавливают в центросместителе таким образом, чтобы ось вращения проходила по оси средних шатунных шеек, и так попарно обрабатывают все шейки.

Рис. Жимки для полирования шеек коленчатого вала.
В процессе шлифования следует применять охлаждающую жидкость, состоящую из 500 г кальцинированнной соды и 12 л воды. Струю жидкости необходимо направлять в место соприкосновения камня с валом. После обработки шейки снова измеряют; допустимая эллипсность и конусность шеек 0,01—0,02 мм. После шлифования кромки отверстий масляных каналов на шейках вала затупляются и шейки полируют жимками, применяя абразивные пасты ГОИ. Пасту наносят на суконную или кожаную обшивку жимок, между которыми зажимается шейка вала. Вал при этом должен делать 40—50 об/мин.
Источник
Проектирование и расчет автомобиля
ХАРАКТЕРИСТИКА МЕТОДОВ ВОССТАНОВЛЕНИЯ
При ремонте коленчатых валов необходимо обеспечить следующие основные требования:
- Малое биение вспомогательных поверхностей (сальники, хвостовик, торцы) относительно коренных шеек (менее 0,02-0,03 мм)
- Минимальную эллипсность шеек (менее 0,005 мм)
- Галтели на краях шеек с радиусом не менее того, который был у нового вала.
- Параллельность осей шатунных и коренных шеек (не параллельность не более 0,1мм на 1 м).
- Уравновешенность коленчатого вала после ремонта.
- Одинаковый радиус кривошипа на всех шатунных шейках.
- Общую ось шатунных шеек, расположенных попарно(отсутствие скручивания вала).
- Восстановлен (до исходного размера) рабочий зазор
- Восстановлено взаимное расположение рабочих и вспомогательных поверхностей
- Восстановлено качество рабочих поверхностей
Первые шесть требований являются строго обязательными и определяют качество ремонта и ресурс коленчатого вала и всего двигателя в целом. Шестое и седьмое требования являются желательными, и их выполнение дополнительно обеспечивает плавность работы двигателя из-за равномерной работы всех цилиндров.
Основными способами ремонта валов являются:
- Шлифование опорных шеек в ремонтный (уменьшенный) размер — применяется для валов с равномерно изношенной поверхностью при наличии вкладышей (втулок) подшипников увеличенной толщины
- Правка с последующим шлифованием шеек в ремонтный размер для деформированных и изношенных валов
- Наплавка или наварка (возможно с небольшим предварительным занижением размера шейки) с последующей правкой и шлифованием в ремонтный размер — для сильно изношенных и деформированных валов
- Аналогичен пункту З но шлифование производится в прежний размер шеек используется для вспомогательных и распределительных валов, где применяются, в основном только втулки подшипников стандартного размера
- Аналогичен пункту З но шлифование производится в размер, больший стандартного — применяется, в основном, для распределительных валов, устанавливаемых в изношенные или увеличенные в ремонтный размер опоры в головке блока цилиндров
- Правка без шлифования применяется для неизношенных валов, имеющих большую остаточную деформацию
- Напыление износостойкого покрытия
- Гальваническое наращивание (отслаивание, хромирование, никелирование)
- Постановка дополнительных ремонтных деталей
Пренебрежение хотя бы одним из указанных способов ведет к ускоренному износу и выходу из строя ,как самого вала, так и сопряженных с ним деталей. Например, увеличенный зазор дает шум или стуки при работе, уменьшенный приводит к задирам, и заклиниванию, а также появлению различных дефектов коленчатого вала. Искривление оси опорных рабочих поверхностей вала увеличивает нагрузки. Из-за несоостности рабочих и вспомогательных поверхностей ускоряется износ элементов привода вала (цепи, ремни, натяжители) а также нарушается герметичность уплотнений вала. Низкое качество отремонтированной поверхности большая шероховатость и пониженная твердость, которые ускоряют износ и вала и сопряженных с ним деталей.
Сравнение методов восстановления коленчатых валов
Проведем сравнительный анализ существующих методов восстановления коленчатого вала их достоинство и недостатки. Определим, оптимальный и более целесообразный метод восстановления коленчатого вала. Рассмотрим достоинство, и недостатки способов восстановления, с помощью которых поверхность коленчатого вала восстанавливается до номинального размера. Например, напыление износостойкого покрытия имеет низкую прочность сцепления напыляемого слоя с основой. Но при применении этого способа не происходит изменение структуры материала детали, не возникает коробление, не снижается усталостная прочность. При восстановлении поверхности коленчатого вала способом наплавки изменяется структура материала, возникает коробление, снижается усталостная прочность, что не происходит при напылении. Преимуществом наплавки является возможность легировать и улучшать свойство исходного материала, получать требуемую величину наносимого слоя. Суть наплавки заключена в переносе металла проволоки на восстанавливаемую деталь при горении электрической дуги. При восстановлении валов могут быть использованы: дуговая и вибродуговая наплавка, а также наплавка под слоем флюса. Дуговая наплавка проводится порошковой проволокой, содержащей легирующие добавки, обеспечивающие с одной стороны, высокие механические свойства покрытия (твердость и прочность сцепления), а с другой — защиту металла окисления при сварке. Основным недостатком этого способа является сильный нагрев и деформация вала. В то же время-это один из самых простых способов наплавки. Наплавка под слоем флюса значительно более сложная как по подготовке поверхности, так и по самой технологии наплавки. Слой флюса, образующийся на поверхности, препятствует окислению металла и выгоранию легирующих элементов, поэтому здесь можно применять, например, стальную высокоуглеродистую легированную проволоку, обеспечивающую высокие механические свойства покрытия. Однако сильный нагрев вала также является существенным недостатком данного способа, практически не позволяющим использовать его для валов двигателей легковых автомобилей. Устранить перегрев вала позволяет вибродуговая наплавка. В этом случае сварочное приспособление, подающее проволоку, имеет специальный механизм, создающий колебания сварочной проволоки. Перенос металла с проволоки на деталь осуществляется за счет чередования электрической дуги (нагрев) и короткого замыкания. Данный способ позволяет осуществить подачу охлаждающей жидкости в зону наплавки. Охлаждение существенно снижает температуру и деформацию вала.
Практика восстановления различных валов двигателей легковых автомобилей показывает, что чем тоньше вал, т.е. меньше диаметры его шеек, тем более строгие требования к его перегреву.
Способ гальванического наращивания коленчатого вала
Способ гальванического наращивания славится своей высокой стоимостью реактивов, высокими требованиями к чистоте восстанавливаемой поверхности, вредности условий труда и загрязнению окружающей среды, но имеет возможность получать покрытие с различными свойствами(пористые, износостойкие, декоративные).В отличии от гальванического наращивания способ постановки дополнительных ремонтных деталей отличается своей дешевизной. При применении этого способа возникает необходимость тонкой разметки, проворачивание и отслаивание привариваемой ленты, изготовление специальной оснастки. В отличии от вышеперечисленных способов, способ металлизация обеспечивает высокую твердость напыляемого слоя. Однако, применяя металлизацию, необходимо учитывать, что нанесенный слой не повышает прочности детали. По этому применять металлизацию для восстановления деталей с ослабленным сечением не следует. Кроме этого необходимо знать, что сцепляемость напыляемого слоя с основным металлом недостаточно. Немаловажную роль при восстановлении коленчатого вала играют методы упрочнения. Как известно методы упрочнения можно разделить на классы: 1- с образованием пленок на поверхности; 2 класс-с изменением химического состава поверхностного слоя; 3 класс-с изменением структуры поверхностного слоя; 4 класс-с изменением энергетического запаса поверхностного слоя; 5 класс-с изменением шероховатости поверхностного слоя; 6 класс-с изменением структуры по всему объему металла. При изготовлении коленчатых валов двигателей транспортной техники широко используются способы упрочнения 2, 3, 6 класса. Недостатками способа второго класса является длительность процесса, вредность производства, высокая температура, поводка изделий и энергоемкость. Недостатком третьего класса является высокая стоимость и большие габариты оборудования, энергоемкость, вредность производства, снижения усталостной прочности изделия. Недостатком шестого класса является энергоемкость ,вредность производства, поводка изделия. Далее рассмотрим более подробно способы восстановления коленчатых валов.
Источник
Ремонт коленвала



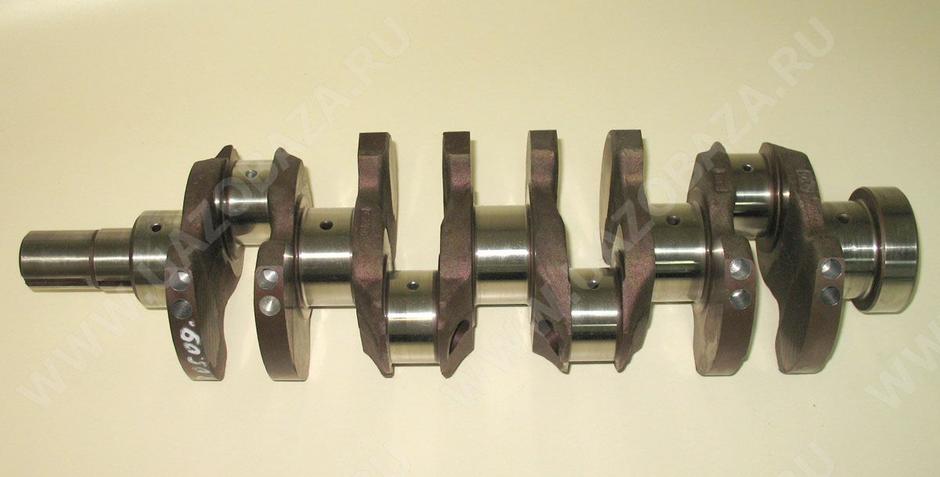
Коленчатый вал представляет собой одну из самых важных и дорогостоящих деталей силового агрегата внутреннего сгорания. Конструктивно он представляет собой деталь, состоящую из коренных и шатунных шеек, которые соединяются щеками. Выполнить ремонт коленвала своими руками практически невозможно. Исключением могут быть случаи, когда вы обладаете соответствующей квалификацией, и в вашем гараже имеется специальное профессиональное оборудование высокой точности. Основная часть операций предполагает использование специализированных станков. В данной статье мы рассмотрим список ремонтных работ коленчатого вала, опишем основные проблемы и методы их решения.
Виды ремонта коленвала
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
Шлифовка

Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка
Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Ремонт шкива коленвала, как правило, предполагает тщательную очистку детали. При поломке или возникновении каких-либо дефектов, выполняется замена шкива.
Чистка каналов

Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
Полировка

Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата. После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв. Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка

Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Вышеописанная информация представляет собой ряд советов и рекомендаций, после прочтения которой, вы будете иметь общее представление об этапах и объёмах ремонта коленчатого вала.
Источник