- Устройство для ремонта гасителя колебаний
- 25. Ремонт гидравлических гасителей колебаний
- ФРИКЦИОННЫЕ ГАСИТЕЛИ КОЛЕБАНИЙ
- Назначение и виды гасителей колебаний
- Устройство фрикционных гасителей колебаний
- Фрикционный гаситель колебаний для тележек грузовых вагонов модели 18-100
- Гаситель колебаний трехосной тележки УВЗ-9М
- Фрикционный гаситель колебаний пассажирских тележек
Устройство для ремонта гасителя колебаний




25. Ремонт гидравлических гасителей колебаний
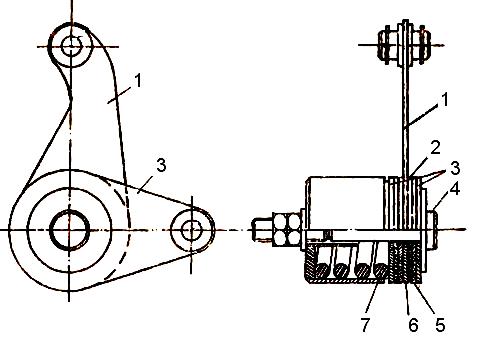
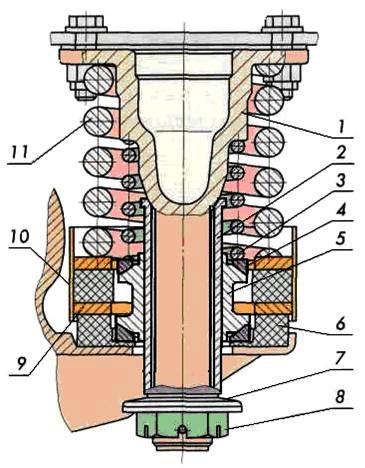
Гидравлические гасители колебаний начинают разбирать при подготовке кузова электровоза к подъему домкратами, когда гидравлические гасители колебаний отсоединяют от кронштейнов на раме тележек и оставляют подвешенными на раме кузова. Для того чтобы отсоединить их от кронштейнов на раме кузова, снимают шайбу 3 (рис. 103) и выбивают валик 2, соединяющий верхнюю головку 1 гасителя с кронштейном рамы кузова. Демонтированный гаситель колебаний транспортируют к месту очистки и разборки. Разборку начинают с того, что резиновые втулки 16 вынимают из головок гасителя. Затем зажимают в тисках головку 1, выворачивают стопорный винт 22 и свертывают по резьбе защитный кожух 18. Наружные поверхности гасителя с помощью керосина очищают от грязи.
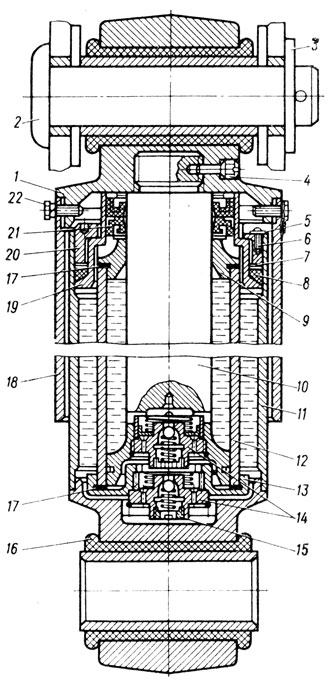
Рис. 103. Гидравлический гаситель колебаний
Специальным приспособлением головку 1 в сборе со штоком 10 выдвигают из цилиндра 12. Вывернув стопорный винт 4, отсоединяют головку 1 от штока 10. Затем снимают планку 5, предварительно отвернув винты 6. Затем отворачивают гайку 20, вынимают обойму 19 с кольцами 7 и 8 манжетами 21. После этого вынимают цилиндр 12 со штоком 10, буксой (направляющей) 9 и нижними клапанами. Пользуясь деревянным молотком, снимают с цилиндра 12 корпус 13 нижнего клапана в сборе и оправкой выбивают буксу 9. Масло из корпуса 11 гасителя сливают в чистый резервуар, после чего отворачивают и разбивают клапаны.
Верхний и нижний кожуха (цилиндры) промывают в щелочном растворе, а остальные детали (кроме резиновых) — в бензине, керосине или мыльной эмульсии. Затем все детали обдувают сжатым воздухом и протирают насухо.
Очищенные детали гасителя тщательно осматривают, проверяют соответствие их размеров нормам допусков и износов и устанавливают необходимый объем ремонта или замены деталей. Резиновые детали гасителя — кольца, прокладки, манжеты, уплотнительные и поршневые кольца — заменяют новыми. Тщательно осматривают шток, трещины в нем не допускаются. При наличии задиров, вмятин, выбоин и местного износа более 0,043 мм на цилиндрической рабочей поверхности по диаметру 48 мм шток шлифуют и доводят его диаметр до 47,925 мм с обработкой поверхности по 8-му классу чистоты (шероховатости). При большем износе шток восстанавливают хромированием с последующей шлифовкой, при этом толщина слоя хрома не должна превышать 0,15 мм. Допускается также восстановление штока вибродуговой наплавкой под слоем флюса сварочной проволокой СВ-ЮГА, СВ-10Г2 с последующей обточкой и шлифовкой. Такая же технология применяется для восстановления рабочей поверхности поршня по диаметру 68 мм. При выполнении наплавочных работ не допускаются непровары, газовые и шлаковые включения, подрезы основного металла.
При износе резьбы М42 на хвостовике штока ее срезают, наплавляют слой металла и нарезают новую резьбу. В случаях износа отверстия диаметром 48 мм и посадочных мест по диаметрам 79 и 68 мм, а также 72 мм в буксе (направляющей) их разрешается наплавлять бронзой при помощи газовой сварки с последующей обработкой до номинального размера.
Верхнюю головку 1 осматривают, измеряют отверстие и проверяют резьбу калибром. При повреждении более двух ниток резьбы ее срезают. Затем осуществляют наплавку вибродуговой сваркой под слоем флюса и нарезают новую резьбу, которую также проверяют калибром. Суммарный износ торцовых поверхностей головки должен быть не более 2 мм, в противном случае головку следует наплавить и обработать до размера 75 мм. Не допускаются также местные вырывы и задиры глубиной более 2 мм.
Цилиндр 12 очищают салфеткой, смоченной в керосине, насухо протирают, обстукивают медным молотком и тщательно осматривают с помощью лупы. Риски, задиры и местную выработку глубиной до 0,3 мм разрешается устранять шлифовкой при условии сохранения установленных размеров. Трещины цилиндра, а также выкрашивания цементированного слоя не допускаются. При комплектовании цилиндра с ремонтными поршневыми кольцами необходимо следить за тем, чтобы зазор в замке был не более 1,3 мм, а овальность — не более 0,1 мм. В противном случае цилиндр подлежит замене.
Кожух 18 также тщательно осматривают. При протертостях более 2 мм и овальности более 1 мм его заменяют. Помятость, отбортовку нижней кромки, овальность кожуха выправляют медным молотком на оправке. Помятую или поврежденную резьбу исправляют на токарно-винторезном станке и затем проверяют ее калибром. Если сорвано более двух ниток резьбы, кожух заменяют либо восстанавливают наплавкой с последующей механической обработкой и проверкой калибром. Отремонтированный кожух снаружи и внутри окрашивают эмалью МС-17.
У корпуса 11 тщательно проверяют состояние сварных швов, отверстий и резьбы. Чтобы убедиться в отсутствии течи по сварному шву, наливают в корпус керосин и выдерживают 10 мин. При наличии течи дефектное место вырубают, разделывают и вновь заваривают. Трещины, вмятины, забоины, протертости глубиной до 2 мм зачищают абразивным кругом. Если же они превышают 2 мм, корпус заменяют. Изношенную и поврежденную резьбу разрешается восстанавливать наплавкой с последующей обработкой и проверкой.
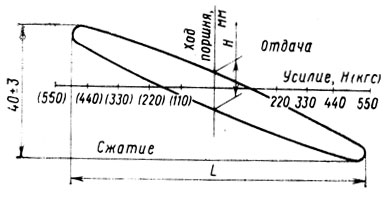
Рис. 104. Рабочая диаграмма гасителя колебаний
Изношенные посадочные поверхности корпуса 13 нижнего клапана восстанавливают до размеров, обеспечивающих суммарный зазор между корпусом клапана и цилиндром в пределах установленного. При большем зазоре разрешается наплавить поверхности вибродуговой сваркой под слоем флюса сварочной проволокой СВ-10ГА, СВ-10Г2 или электродами Э42, Э42А с последующей проточкой до номинального размера.
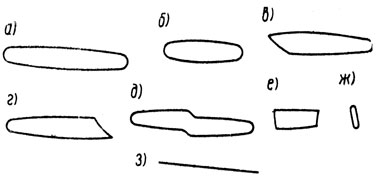
Рис. 105. Формы рабочих диаграмм гидравлического гасителя колебаний при испытаниях на стенде: а — гаситель исправен; б — в клапанах увеличены дроссельные отверстия, увеличен зазор между штоком и направляющей; в — недостаток масла в гасителе, засорен нижний клапан, неплотный контакт между цилиндром и нижним клапаном; г — засорен верхний клапан; д — ослаблена резьба между штоком и верхней головкой, ослаблены гайки крепления корпуса; е — перекос штока, задиры в поршне или цилиндре; ж — засорены верхний н нижний клапаны; л — заклинен поршень в цилиндре
Все детали клапана тщательно промывают до удаления наслоений грязи и затем протирают безворсовой салфеткой. Для очистки деталей от грязи нельзя использовать инструмент, оставляющий на поверхности риски, царапины. Изношенные или с поврежденной резьбой детали клапана заменяют. Просевшие или изломанные пружины и шарики с забоинами, царапинами и коррозией также заменяют.
Все детали клапана тщательно промывают до удаления наслоений грязи и затем протирают безворсовой салфеткой. Для очистки деталей от грязи нельзя использовать инструмент, оставляющий на поверхности риски, царапины. Изношенные или с поврежденной резьбой детали клапана заменяют. Просевшие или изломанные пружины и шарики с забоинами, царапинами и коррозией также заменяют.
В случае образования рисок и царапин на притирочной поверхности диска (кольца) клапана его притирают, используя пасту ГОИ. Давление срабатывания разгрузочного клапана регулируют на прессе по манометру.
Перед сборкой все металлические детали вновь очищают с помощью керосина и насухо вытирают безворсовой салфеткой. Сборку начинают с того, что шарик с его опорой и пружиной вставляют в гнездо клапана 14 и заворачивают пробкой. Клапан на прессе регулируют на давление срабатывания 4500-5000 кПа (45-50 кгс/см 2 ) и фиксируют положение пробки. Полностью собранные с их дисками и большими пружинами клапаны 14 вставляют и укрепляют в поршне штока 10 и в корпусе 13 клапана. Затем надевают кольцо на поршень штока.
Нижнее уплотнительное кольцо 17 вставляют в корпус 13 клапана 14 и ударами деревянного молотка по корпусу устанавливают клапан на торец цилиндра 12. В цилиндр вставляют собранный шток и, перемещая его вверх и вниз, убеждаются в плавном, без заеданий движении. Верхнее уплотнительное кольцо вкладывают в буксу и надевают ее на шток.
Корпус 11 зажимают за нижнюю головку в тисках и заливают в гаситель 0,8 л масла МВП. Собранный цилиндр устанавливают в корпус 11 и, перемещая шток в цилиндре 12, проверяют работу клапанов 14.
Обойму 19 со вставленными манжетами и надетыми уплотнительными кольцами 7 и 8 надевают на шток 10. Затем заворачивают гайку 20 и застопоривают ее планкой 5. Выдвинув шток вверх, наворачивают на него верхнюю головку 1 в сборе с кожухом 18, после чего вворачивают стопорный винт 4 и болт 22. Затем вручную прокачивают гаситель для удаления воздуха из цилиндра, заполненного ранее маслом.
Отремонтированный гаситель колебаний устанавливают на испытательный стенд и проверяют его рабочую диаграмму. Для этой цели гаситель колебаний предварительно прокачивают в течение 2 мин. Ход штока должен быть в пределах 37- 43 мм, а частота ходов — 60 в минуту. Затем подключают самозаписывающее устройство стенда, снимают рабочую диаграмму гасителя колебаний и подсчитывают параметр (коэффициент) его работоспособности:

Испытанный гаситель колебаний считается годным, если его рабочая диаграмма имеет форму, показанную на рис. 104. Кроме того, замеренное на диаграмме усилие на штоке при сжатии должно быть в пределах 4,8-5,5 кН (480-550 кгс), при отдаче — от 5 до 6 кН (от 500 до 600 кгс), а ход поршня — от 12 до 16 мм. Подсчитанный с помощью приведенной формулы параметр (коэффициент) работоспособности годного гидравлического гасителя должен быть в пределах 1100-1500 Н•с/см (110-150 кгс•с/см).
По форме рабочей диаграммы гидравлического гасителя колебаний можно судить о его неисправностях (рис. 105). После испытаний гидравлического гасителя проверяют сальниковое уплотнение. Если при нахождении гасителя в горизонтальном положении на протяжении 12 ч течь не появляется, он считается годным.
После вставки втулок в головки гасителя и окраски эмалью его маркируют: на нижней головке ставят условный номер депо, дату и вид ремонта. Хранить гидравлические гасители полагается в вертикальном положении или наклонно под углом не менее 35°.
Источник

ФРИКЦИОННЫЕ ГАСИТЕЛИ КОЛЕБАНИЙ
Назначение и виды гасителей колебаний
Качество рессорного подвешивания вагонов определяется гибкостью их упругих элементов (рессор, пружин). Чем более гибки рессоры, тем лучше они смягчают толчки, возникающие при движении вагона по неровности пути. Однако с увеличением гибкости рессор возрастают свободные колебания кузова, поэтому кузов вагона будет долго раскачиваться на рессорном подвешивании. Для гашения этих колебаний в рессорном подвешивании тележек грузовых и пассажирских вагонов наряду с пружинами применяют особые устройства, называемые гасителями колебаний. Работая одновременно с пружинами, гасители колебаний создают диссипативные (рассеивающие) силы, необходимые для гашения или ограничения амплитуд колебаний вагона или его частей при резонансе.
По виду диссипативных сил основные конструкции гасителей колебаний, применяемые в вагонах, можно разделить на следующие группы:
- фрикционные, работающие за счет сухого трения;
- гидравлические, работающие за счет вязкого трения, возникающего при перетекании масла через узкие калиброванные отверстия;
Резиновые рессоры и пневморессоры имеют диссипативные силы, аналогичные силам сопротивления вязкого трения.
Листовые рессоры относятся к фрикционным гасителям с сухим трением.
Кроме перечисленных основных типов гасителей колебаний, имеются гасители, создающие силы сопротивления вязкого и сухого трения (резинофрикционные, резиногидравлические и др.).
Устройство фрикционных гасителей колебаний
Гаситель колебаний с постоянной силой трения показан на рисунке.
В пазах 5 надрессорной балки с каждой стороны вмонтирован башмак 2, в котором помещены стакан 3 и пружина 4. Стакан 3 прижат пружиной 4 к фрикционной планке 1 боковой рамы тележки. Сила трения этого гасителя возникает при относительном перемещении стакана 3 и фрикционной планки 1. Величина силы трения зависит от усилия предварительного сжатия пружины и её жёсткости, а также от коэффициента трения между стаканом и фрикционной планкой.Существенным недостатком фрикционных гасителей с поступательным движением частей является неравномерный износ их частей в процессе эксплуатации, вследствие чего изменяется характеристика гасителя.
Этих недостатков не имеет дисковый фрикционный гаситель колебаний, изображенный на следующем рисунке.
Дисковый фрикционный гаситель колебаний с постоянной
силой трения: 1, 3 – поводок; 2 – фрикционная прокладка;
4 – болт; 5 – резиновая прокладка; 6 – диск; 7 – пружина
Такой гаситель имеет стальной диск 6, соединенный с поводком 1, который при помощи пружины 7, болта 4, поводков 3 и резиновых прокладок 5 зажат между двумя фрикционными прокладками 2 из асбестовой массы. Поводками 1 или 3 гаситель крепится к рессорному подвешиванию вагона. При относительном перемещении поводков 1, 3 и соответственно диска 6 и прокладок 2 возникают силы трения постоянной величины. Сила трения регулируется сжатием пружин 7.
Фрикционный гаситель колебаний для тележек грузовых вагонов модели 18-100
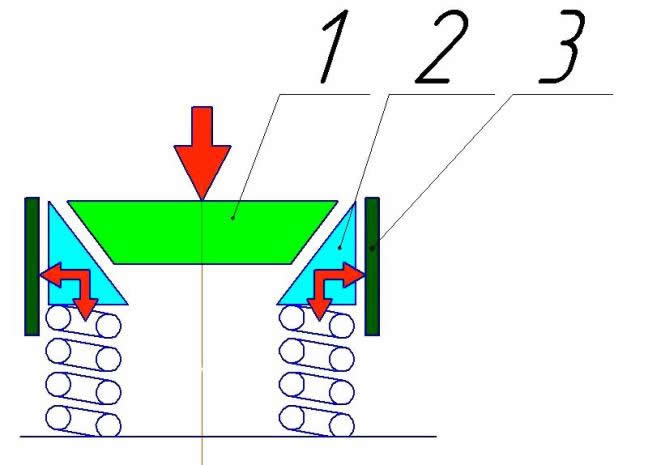
Наибольшее распространение в тележках грузовых вагонов получил клиновый фрикционный гаситель колебаний. Принцип его действия показан на рисунке. Он состоит из двух клиньев 2, на которые сверху опирается надрессорная балка тележки 1; в этом месте надрессорная балка имеет наклонные поверхности (показана зеленой трапецией). Благодаря наклонной поверхности вертикальная сила раскладывается на две составляющие. Горизонтальная составляющая порождает силу трения между клином и специальной фрикционной планкой 3. Вследстивие трения и гасятся колебания.
Клиновой гаситель колебаний, имеющий силы трения, пропорциональные перемещениям, но различной величины для нисходящего и восходящего движений, применён практически во всех тележках грузовых вагонов. Силы трения в этих гасителях возникают при относительном вертикальном и горизонтальном перемещениях трущихся поверхностей клиньев 1 по фрикционным планкам 2, укреплённым на колонках боковых рам тележки. Следовательно, клиновые гасители могут гасить вертикальные и горизонтальные колебания . Они отличаются простотой конструкции, надёжностью в эксплуатации и широко применяются в тележках грузовых вагонов.
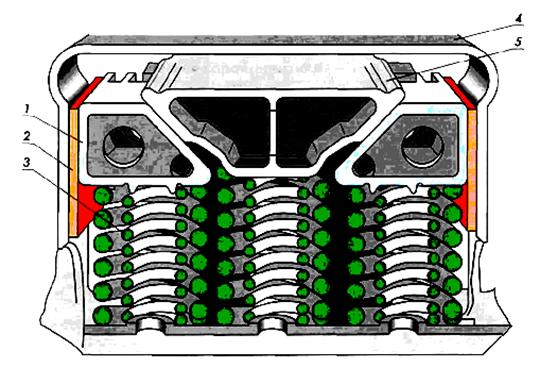
Фрикционный клиновой гаситель колебаний тележки модели 18-100:
1 – фрикционный клин; 2 – фрикционная планка; 3 – пружины рессорного
комплекта; 4 – боковая рама тележки; 5 – надрессорная балка тележки
На данном рисунке хорошо видны фрикционные клинья (фиолетовым цветом)

На фото показаны фрикционные планки, приклепанные к центральному проему боковой рамы
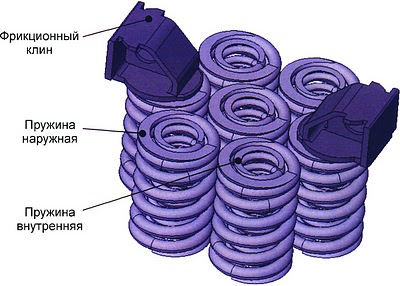
А это — фрикционные клинья, лежащие на крайних пружинах рессорного комплекта

На этой фотографии хорошо видны и клинья и фрикционные планки.
Кликните по рисунку, если хотите посмотреть крупнее
Гаситель колебаний трехосной тележки УВЗ-9М
На рисунке приведен гаситель колебаний 3-осной тележки типа УВЗ-9М.
Гаситель колебаний трехосной тележки УВЗ-9М:
1 — прокладка; 2 — нажимной конус: 3 — раздвижные клинья; 4 — опорное кольцо; 5 — пружина; 6 — стакан
Этот гаситель имеет переменные силы трения, пропорциональные перемещениям. Нагрузка от надрессорной балки тележки через прокладку 1 и нажимной конус 2 передаётся на два раздвижных клина 3. При деформациях рессорного комплекта эти раздвижные клинья перемещаются внутри стакана 6, прижимаясь к последнему, благодаря чему между их цилиндрическими поверхностями развиваются силы трения. Восстановление сжатого гасителя обеспечивается пружиной 5, размещённой между фланцем стакана 6 и опорным кольцом 4.
Фрикционный гаситель колебаний пассажирских тележек
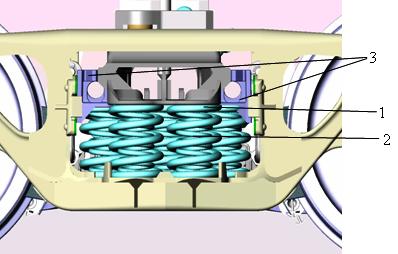
В буксовом подвешивании тележек типов КВЗ-5, КВЗ-ЦНИИ, ТВЗ-ЦНИИ-М пассажирских вагонов установлены фрикционные гасители, размещённые внутри наружных пружин 11 буксового рессорного подвешивания.
Фрикционный гаситель колебаний тележки КВЗ-ЦНИИ с переменной силой трения: 1 – шпинтон; 2 – втулка шпинтона; 3 – внутренняя пружина; 4 – нажимное кольцо; 5 – фрикционный сектор; 6 – резиновая прокладка; 7 – тарельчатая рессора; 8 – корончатая гайка; 9 – металлическая прокладка; 10 – кожух; 11 – наружная пружина
В этом гасителе имеется втулка шпинтона 2, надетая на шпинтон 1 рамы тележки. Вокруг втулки расположены шесть фрикционных конусных секторов 5. В комплект гасителя входят: верхнее и нижнее опорные (нажимные) кольца 4, внутренняя пружина 3. Упругие элементы подвешивания совместно с гасителями колебаний амортизируют толчки, уменьшают динамические силы и повышают плавность хода. Принцип действия гасителя колебаний основан на возникновении сил трения между фрикционными секторами 5 и втулкой шпинтона 2 при их взаимных смещениях во время колебаний рамы тележки относительно буксы. Под давлением пружины 3 конусные нажимные кольца 4 прижимают секторы 5 к втулке 2. Сила прижатия секторов 5 к втулке шпинтона 2 определяется жёсткостью внутренней пружины 3 и углом наклона опорных поверхностей колец 4 и секторов 5. На нарезную часть шпинтона 1 навёртывается корончатая гайка 8, под которую ставится тарельчатая рессора 7, предназначенная для фиксации втулки шпинтона 2. Отличие от всех предыдущих гасителей в том, что клинья здесь не раздвигаются, а наоборот ссдвигаются, прижимаясь к фрикционной втулке.
Для уменьшения высокочастотных колебаний рамы и снижения шума под наружную пружину 11 ставят по две резиновые прокладки 6, защищаемые от истирания металлическими кольцами 9. Причём верхнее кольцо сварено за одно целое с кожухом 10.
Расположение частей гасителя колебаний внутри пружины 11 затрудняет его осмотр и смену в процессе эксплуатации вагона.
Одним из основных недостатков всех фрикционных гасителей колебаний является то, что они имеют большие силы трения покоя, препятствующие прогибам рессорного подвешивания, когда величина возмущающей силы меньше силы трения самого гасителя.
Источник