- Ремонт и монтаж валов
- Ремонт валов
- Восстановление и правка валов
- Ремонт карданного вала своими руками – особенности и оборудование
- Назначение карданного вала
- Может ли стучать кардан
- Дисбаланс кардана
- Балансировка карданного вала
- Нарушение геометрии вала
- Слабые места кардана
- Разгерметизация шарниров
- Приспособления для ремонта кардана
- Заключение
Ремонт и монтаж валов
Ремонт валов
Вали и оси, применяемые в оборудовании, характеризуются большим разнообразием форм, размеров и материалов, из которых они изготовлены.
В процессе эксплуатации валов изнашиваются посадочные места шеек валов, шпоночные канавки, шлицы, резьба, появляется изгиб вала.
Способ ремонта изношенного вала выбирают в зависимости от характера и размеров дефекта, а также технической оснащенности ремонтной базы.
Шейки валов, имеющие небольшие царапины, риски, овальность до 0,1 мм, ремонтируют шлифованием. Если износ значительный, шейки валов протачивают и шлифуют под очередной ремонтный размер, при этом диаметр шеек при ударной нагрузке не должен уменьшаться более 5 %, а при спокойной нагрузке более 10 %.
В тех случаях, когда необходимо восстановить первоначальные размеры шеек, на шейки после их обточки напрессовывают переходные втулки, которые затем обтачивают и шлифуют. Изношенные поверхности валов можно ремонтировать также наращиванием металла металлизацией, хромированием, наплавкой и другими методами.
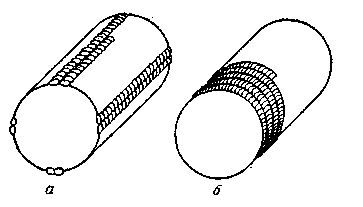
Рисунок – Способы наплавки поверхностей валов
а – вдоль вала; б – по спирали.
Трещины на валах заделываются сваркой. Для этого участок, охваченный трещиной, на всю глубину обрабатывают под сварку (снимают фаски, зачищают свариваемые поверхности). Сварку трещин следует проводить как можно быстрее, чтобы предотвратить закалку металла шва и околошовной зоны, иначе шов может оказаться хрупким.
Поломанные валы восстанавливают сваркой. Прочность восстановленного вала на участке сварки обычно не превышает 60 % прочности целого вала. Поэтому ответственные, сильно нагруженные валы при поломке не ремонтируются, а заменяют новыми.
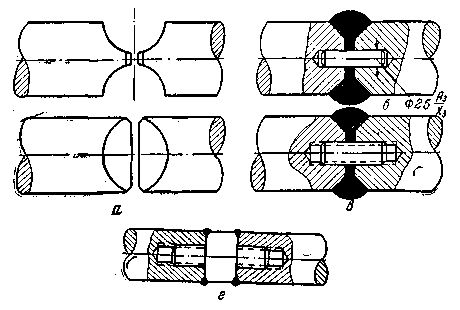
Рисунок – Способы сварки поломанных валов
а – только с подготовкой шва; б – с центрирующим шплинтом; в – с центрирующей шпилькой; г – со вставкой.
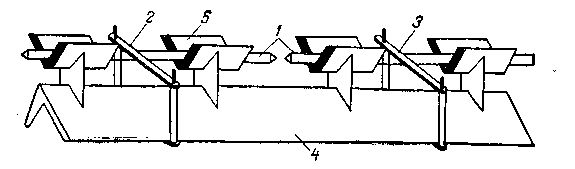
Рисунок – Кондуктор для сварки поломанных валов
1 – поломанный вал; 2, 3 – крепежные планки; 4 – жесткая рама; 5 – центровочная линза
Погнутые валы выправляют механическим способом в холодном состоянии или при нагреве. Правку проводят в центрах с помощью пресса или домкрата.
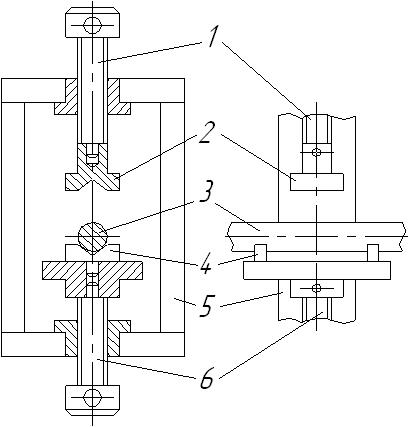
Рисунок – Пресс для правки валов
1, 6 – подвижные винты; 2, 4 – призмы; 3 – выпрямляемый вал; 5 — рама
Незначительную погнутость небольших валов (до 0,05% длины) можно выправить молотком с шаровой головкой.
Валы больших диаметров можно выправить путем местного нагрева пламенем горелки до 200 – 600 °С. Температура нагрева и время выдержки при этой температуре должны быть тем выше, чем больше диаметр и прогиб вала. Нагревают только участок прогиба, остальные поверхности защищают от действия пламени горелок. Вал должен остывать медленно, поэтому его оборачивают асбестом. При исправлении больших прогибов методом нагрева восстановленный вал следует отжечь, чтобы снять остаточные напряжения.
Изношенные шпоночные пазы ремонтируют:
— обработкой пазов обеих деталей до следующего по стандарту большего размера шпоночного соединения (кроме пазов в ответственных деталях);
— заваркой шпоночных пазов электронаплавкой с обработкой новых в другом месте;
— заваркой стенок изношенных пазов больших размеров с последующим фрезерованием до стандартного размера.
При износе шлицев их можно ремонтировать путем раздачи зубьев вручную, на токарном или строгальном станках.
Сорванную и забитую резьбу на валу прорезают на другой диаметр, а если это сделать нельзя, то ее заваривают и нарезают новую. Возможна также посадка втулки на проточенное место и нарезание не ней резьбы прежнего размера.
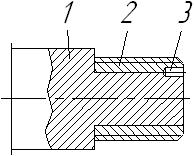
Рисунок – Установка резьбовой втулки на вал
1 – вал; 2 – втулка; 3 – стопорный штифт
Монтаж валов
Валы и оси устанавливают при сборке таким образом, чтобы они занимали правильное положение в пространстве по отношению к базовой детали и другим валам и осям. Это обычно достигается правильной сборкой опор, в которых они покоятся.
Тяжелые валы устанавливают в опоры с помощью подъемных механизмов. При этом валы стропятся пеньковым канатом или стальным тросом, но обязательно с деревянными подкладками, что позволяет предохранить обработанную поверхность валов и деталей, закрепленных на них, от повреждений.
Установка и выверка валов почти всегда связаны с регулированием положения, а иногда и соответствующей обработкой (подшабриванием) подшипников. Одновременно с точным соблюдением положения оси вала добиваются такого сопряжения подшипников с валом, чтобы в пределах допустимых зазоров между ними он проворачивался вокруг своей оси легко и плавно. Шейки валов должны прилегать к соответствующим вкладышам равномерно по всей опорной поверхности. Равномерность контакта проверяют по отпечаткам как на вкладыше, так и на поверхности вала (проверка на краску).
При сборке машин очень важно точно выдержать взаимное расположение валов.
Параллельность валов проверяют штангенциркулем. С его помощью измеряют расстояние между образующими проверяемых валов в нескольких точках, добиваясь равенства результатов замеров путем регулировки положения осей, т. е. подшипников.
Перпендикулярность валов проверяют с помощью специальных угольников.
Горизонтальность валов проверяют уровнемером с призматической опорной поверхностью.
Вертикальность валов проверяют с помощью отвеса.
В монтажной и ремонтной практике часто приходится проверять соосность совместно работающих валов. Соосность валов может быть нарушена в результате радиального смещения осей валов, остающихся параллельными друг другу, или наклона осей, вследствие чего валы оказываются расположенными в разных плоскостях, пересекающихся друг с другом.
Выверка соосности валов называется центровкой. Плохая центровка является причиной быстрого выхода из строя подшипников, узлов уплотнения (сальников), деталей соединительных муфт и самих валов.
Центрируемые валы проверяют одновременно на радиальное смещение и перелом осей в месте соединения. Способ центрирования зависит от конструкции и размеров валов, а также от деталей, насаженных на их концы.
Если на стыкуемые концы валов насажены детали, наружные цилиндрические поверхности которых обработаны концентрично посадочным отверстиям (полумуфты, шкивы), достаточная точность центровки достигается с помощью линейки. К поверхности детали на конце одного из валов прикладывают жесткую линейку и измеряют расстояние между ней и поверхностью детали на другом валу и расстояние между торцами этих деталей в плоскости линейки по периферии. Если валы не смещены и являются соосными, то при совместном их проворачивании эти расстояния должны быть постоянными в любом положении.
Если на концах валов нет точно обработанных деталей, то для их центровки используют специальные приспособления.
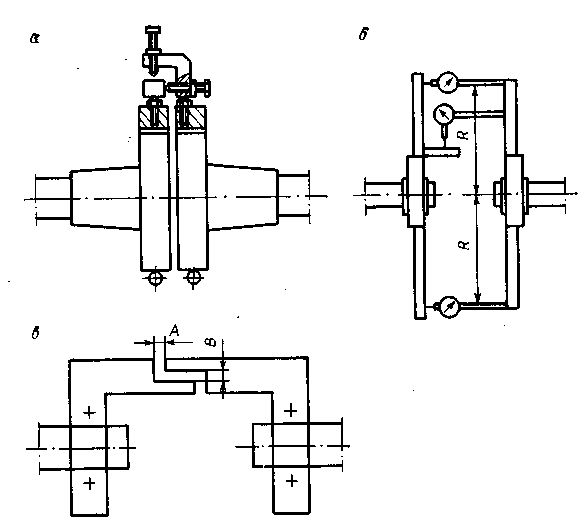
Рисунок – Проверка соосности вала.
а – центровка вала по муфтам; б – центровка с использованием индикаторов;
Источник
Ремонт валов
 Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Перед началом ремонта вала следует проверить состояние центровых отверстий на торцах и при необходимости восстановить их точением на токарном станке.
Скрученность вала более 0,25° на длине 1000 мм считается недопустимым и вал выбраковывается. Валы, оси и цилиндрические гладкие толкатели с дефектами в виде трещин, отколов, выкрашивания, больших задиров также выбраковываются.
Восстановление и правка валов
Прогиб вала или оси устраняют правкой в холодном состоянии или с нагревом. Валы диаметром до 60-80 мм с прогибом до 6-8 мм на 1000 мм длины правят в холодном состоянии с применением винтовых скоб либо под прессом. Валы большого диаметра и с большим прогибом правят в нагретом состоянии (Т=500-650°C). При прогибе вала до 2-4 мм на длине 1000 мм возможна правка способом местного наклепа. Незначительные прогнутости обточенных валов (0,1-0,2 мм на 1000 мм длины) устраняют шлифованием. После правки для снятия внутренних напряжений вал подвергают термической обработке (нагреву до Т=400-450°C с последующей выдержкой в печи при этой температуре в течении 0,5-1 часа).
Посадочные шейки валов восстанавливают до номинальных размеров путем наращивания наплавкой, металлизацией, электролитическим покрытием, полимерами, способами пластического деформирования, точением на ремонтный размер и напрессовкой втулки.
Наиболее распространен метод восстановления размеров шеек вала наплавкой слоя металла. Наплавка в большинстве случаев выполняется по винтовой линии. Не жесткие валы наплавляются продольно, реже наплавка ведется крест-накрест. После наплавки вал очищают от шлака, правят и подвергают термической обработке. Затем вал точится и шлифуется до номинального размера.
При восстановлении шейки вала напрессовкой втулки необходимо предварительно обточить вал так, чтобы толщина стенок втулки была не менее 3 мм.
Шлицевые поверхности валов могут иметь износ, смятие и выкрашивание рабочих поверхностей. Шлицевую часть вала диаметром более 80 мм наплавляют ручной или автоматической наплавкой продольными валиками. Для уменьшения деформаций вала наплавку ведут крест-накрест. Шлицевые поверхности с шириной шлиц до 5 мм чаще заваривают сплошь.
При незначительном износе по ширине (0,1-0,2 мм) шлицы валов восстанавливают раздачей шлицев или электроискровым наращиванием боковых поверхностей с последующим их шлифованием. В отдельных случаях сильно изношенную шлицевую часть вала отрезают, приваривают новый конец заготовки с большим диаметром, обтачивают и нарезают новые шлицы методом обкатки. При любом способе ремонта окончательные размеры шлицев получают механической обработкой.
Шпоночные пазы валов могут иметь такие же неисправности, как и шлицы. Шпоночный паз при износе менее 15% его ширины можно расширить под ремонтный размер фрезерованием. Если геометрическая форма шпоночного паза не восстанавливается фрезерованием, то фрезеруют новый паз, смещенный на 90-120° по отношению к поврежденному, а старый заваривают. На валах крупных размеров изношенный паз заваривают с одной стороны, а затем фрезеруют с противоположной стороны.
Резьба. При незначительном смятии витков и наличии заусенцев, резьбы исправляют прогонкой плашкой на токарном станке или слесарной обработкой вручную. При значительном износе профиля резьбы или при срыве витков резьбовую часть наплавляют с последующей механической обработкой шеек вала резанием и нарезанием новой резьбы номинального размера. В отдельных случаях старую резьбу срезают и на этом месте нарезается резьба меньшего диаметра.
Источник
Ремонт карданного вала своими руками – особенности и оборудование
 Описание и особенности ремонта карданного вала своими руками: назначение устройства, дисбаланс, слабые места, приспособления для ремонта. Видео о работе карданного вала.
Описание и особенности ремонта карданного вала своими руками: назначение устройства, дисбаланс, слабые места, приспособления для ремонта. Видео о работе карданного вала.
«Слушай, у тебя кардан стучит… Сдавай в ремонт, а то дело плохо кончится», – такую рекомендацию получала от своего бойфренда героиня киноленты «Москва слезам не верит». Впрочем, с неполадками «кардана», называемого по-научному карданным валом, автолюбитель часто может совладать самостоятельно, не прибегая к помощи мастерской. Чем же так важен этот агрегат и что нужно для его ремонта в «гаражных» условиях – об этом далее.
Назначение карданного вала

В принципе, машины с передним приводом в кардане не нуждаются. Их двигатель передаёт обороты ведущим колёсам посредством совершенно других элементов трансмиссии. А вот автомобилям, у которых ведущими являются задние колёса или же все четыре, без кардана никуда.
В первом случае эта деталь связывает КПП с редуктором заднего моста, а во втором обычно имеют место сразу три таких элемента. Один из них сопрягает две коробки: передач и раздаточную, два других передают обороты от последней к осям.
Кстати, автомобилем, у которого, по мнению ловеласа из картины «Москва слезам не верит», стучал кардан, был заднеприводный ВАЗ 2103.
Может ли стучать кардан

Некоторые автолюбители, разбирая эпизод из упомянутого фильма, касающийся предположительной неисправности карданного вала, в комментариях высказывают свои соображения на эту тему:
- Карданный вал на шлицах с эластичной муфтой вполне может застучать. Особенно это слышно при пересечении на средней и малой скоростях дорожных неровностей и выбоин.
- Изношенный кардан вибрирует, а не стучит.
- Карданный вал вообще не склонен к стучанию.
По правде говоря, работа кардана действительно сопровождается вибрацией и разными звуками. В современных машинах с этими недостатками агрегата отлично справляются высокоэффективные шумо- и виброизоляционные средства. Однако не всегда.
Дисбаланс кардана

Если набор скорости автомобилем сопровождается сильной вибрацией его кузова, то это верный признак разбалансировки карданного вала. Неисправность такого рода может вывести из строя не только этот агрегат, но и машину целиком, что чревато дорогостоящим ремонтом.
Ведь неуравновешенный кардан повышает износ таких деталей, как ведомый вал коробки передач и подшипники фланца хвостовика редуктора. Причём, неисправность хвостовика может стать причиной аварийной ситуации во время езды, последствия которой вряд ли порадуют автолюбителя.
Ну а поводов для дисбаланса можно найти достаточно. Чаще всего, проявляют себя следующие:
- ошибки при изначальной сборке карданного вала;
- неправильное закрепление деталей;
- низкое качество задействованных материалов;
- слишком большая нагрузка на вал;
- механические деформации деталей, например, вследствие аварии.
Балансировка карданного вала

Вибрацию в машине нельзя оставлять без внимания, при первых признаках такой неполадки с ней нужно начинать бороться. Например, путём балансировки карданного вала. Это выражение широко известно в кругу автолюбителей.
«Настроить кардан» можно самостоятельно, даже не обладая дорогостоящим оборудованием, используемым автосервисом для подобных работ. Но тому, кто берётся за этот процесс, желательно хотя бы приблизительно понимать его суть. В целом, балансировка не представляет особой сложности, хотя может и затянуться надолго.
Для её осуществления потребуется смотровая яма, из которой можно добраться до кардана машины. Также пригодится ряд грузиков с разной массой, применяющихся при установлении баланса колёс. В качестве противовесов подойдут и электроды либо небольшие свинцовые элементы. Сама балансировка кардана выполняется следующим образом:
- Карданный вал делится по длине пополам.
- Кардан условно делится поперёк на четыре равных сектора. Их может быть 8 и даже более при наличии у автолюбителя достаточного энтузиазма и большого количества свободного времени.
- К поверхности одного из участков кардана крепится тридцатиграммовый грузик. Зафиксировать его следует надёжно, но так, чтобы потом можно было снять.
- Кардан тестируется путём проезда на машине по ровному участку дороги и определения степени вибрации.
- Если вибрация остаётся, и не все варианты с размещением грузика на валу испробованы, автомобиль возвращается в гараж на яму, и балансир переносится на другой участок кардана.
- Тестовая поездка повторяется.
Такой цикл следует повторять до тех пор, пока в автомобиле не будет устранена вибрация или достигнут её минимальный уровень. Затем экспериментальным методом подбирается оптимальная масса применяемого балансира, что также может поспособствовать прекращению дрожания кузова машины.
После определения веса грузика его следует уже жёстко закрепить на поверхности кардана. Например, используя электросварочный аппарат. Если автомастер таковым не располагает, тогда можно применить «холодную сварку» или же затянуть противовес металлическим хомутом.
Нарушение геометрии вала

Самыми прочными компонентами кардана считаются его цилиндры, изготовленные из стали, выдерживающей значительные нагрузки. Как правило, такие детали рассчитаны на пробег около полумиллиона километров. Но и эти элементы могут быть деформированы, например, в ходе преодоления машиной какой-нибудь неровности или вследствие поломки находящихся по их краям шарниров. Сильная вибрация при движении автомобиля, исходящая снизу, является верным признаком неполадок с карданом.
Некоторые «кудесники» советуют выравнивать вмятины на кардане с использованием кувалды. Однако недостаточно качественное выполнение таких работ может привести ещё и к скорой поломке крестовин. Потому вместо сильно деформированного кардана рекомендуется сразу установить новый, который следом желательно отбалансировать. Цена этого агрегата в сборе начинается примерно от 1300 руб.
Слабые места кардана

Чаще всего у карданного вала ломаются шарниры, крестовины и подшипники. В основном – по причине износа. Как правило, перечисленные детали рассчитаны на пробег в 60-70 тыс. км, но вполне вероятно, что он окажется меньшим. На это значение оказывают влияние:
- особенности трансмиссии автомобиля;
- тип привода машины;
- качество изделий;
- режимы, используемые при вождении;
- условия при поездках.
Звуки или дрожание, несвойственные для исправного карданного вала, сигнализируют о неполадках среди входящих в его состав шарниров, подшипников и крестовин. Особенно, если в дебюте поездки или при смене скоростей раздаются стуки или щелчки.
Упомянутые компоненты карданного вала при большом износе рекомендуется не ремонтировать, а поменять на новые. Тем более, что такие изделия довольно просто устанавливаются и стоят относительно недорого. Ориентировочные цены на них следующие:
- шарнир карданный – от 160 руб.;
- крестовина карданного вала – от 280 руб.;
- карданный подшипник – от 300 руб.
Автолюбитель, обладающий нужными навыками, может осуществить замену таких элементов карданного вала самостоятельно. Тем же, кто не является «спецом» по этой теме, лучше доверить процесс мастерам автосервиса.
Разгерметизация шарниров

Ещё одной неполадкой, типичной для кардана, является разгерметизация защитных оболочек шаровых шарниров. При износе такого кожуха в нём образуется пробоина, через которую может выливаться трансмиссионное масло. В случае недостаточного количества этого лубриканта шарниры не будут смазываться надлежащим образом, что приведёт к быстрому их износу вследствие повышенного трения.
Следы от масла под шаровыми шарнирами простаивающего автомобиля указывают на такую поломку, которая исправляется заменой прохудившихся чехлов на новые. Цены на подобные защитные кожухи начинаются от 120 руб.
Приспособления для ремонта кардана

На современном рынке присутствуют немало предложений по продаже оборудования для ремонта карданного вала. В основном оно рассчитано на автосервисы, но и частные автолюбители при желании могут установить у себя в гараже какое-нибудь приспособление из этой серии. Например, для более точной балансировки кардана либо облегчения процесса сборки-разборки этого агрегата.
К подобному оборудованию относится стенд Р-223, предназначенный для ремонта не только карданных валов, но и рулевых управлений. В ходе модернизации этот «верстак» получил меньшие габариты и усиленную столешницу, способную выдержать вес до двух тонн.
Устройство оборудовано собственной подсветкой, а также перфорированным экраном и выдвижным ящиком для инструментов. Подлежащий разборке кардан устанавливается на специальную подставку, фиксируется тисками и посредством гидравлического пресса, оснащённого манометром, подшипники демонтируются с вилок. Цена агрегата составляет около 136 тыс. руб.
Если же требуется выразить дрожание кардана в численном эквиваленте, то здесь поможет работающее вместе с компьютером устройство Виброком-1. В основу датчиков этого прибора легли модули MEMS акселерометров GY-61. В базовую комплектацию агрегата входят два вибропреобразователя, фотоэлектрический определитель фазового угла, блок USB, а также «флешка» с программами. Цена комплекса – 12 тыс. руб.
Заключение
Стучит кардан или вибрирует – всё равно его нужно ремонтировать. В автосервисе балансировка будет стоить около 3-5 тыс. руб., в собственном гараже – как говорится, «дёшево и сердито». Но для качественной регулировки этого устройства обычно требуется дорогостоящее оборудование, далеко не у каждого автолюбителя находящееся под рукой. Так что водитель «тройки» из фильма «Москва слезам не верит» в чём-то был прав.
Видео о работе карданного вала:
Описание и особенности ремонта карданного вала своими руками: назначение устройства, дисбаланс, слабые места, приспособления для ремонта. Видео о работе карданного вала.
Источник