- Технология ремонта шпинделей
- Ремонт фрезерных станков. Технология ремонта консольно-фрезерных станков
- Введение
- Проверка перпендикулярности оси шпинделя к зеркалу станины
- Ремонт направляющих станины шабрением
- Ремонт направляющих консоли
- Ремонт и восстановление рабочего стола
- Ремонт и восстановление каретки
- Восстановление клиньев
- График и состав ремонтно-профилактических работ
- Осмотр станка
- Малый ремонт станка
- Средний ремонт станка
Технология ремонта шпинделей
Рассмотрены технологические приемы при определении дефектов и способы ремонта шпинделей металлорежущего оборудования. Особое внимание уделяется сохранению начальных исполнительных размеров, так как их изменение может потребовать переделки технологической оснастки, что приведет к экономической нецелесообразности восстановления.
Шпиндель является одной из самых ответственных деталей металлообрабатывающих станков. От точности и жесткости шпинделя, а также точности заданного движения во многом зависит качество выполняемых на станке операций и изготавливаемых деталей. В процессе эксплуатации станка поверхности шпинделя в результате действия ряда факторов изнашиваются. Отклонения размеров и отклонения от правильной геометрической формы допускаются в очень узком диапазоне. Это определяет специфику ремонта шпинделей. Изготовление нового шпинделя является сложным и дорогостоящим процессом. В тех случаях, когда его ремонт влечет за собой также ремонт или изготовление новых, сопрягающихся с ним деталей, замена изношенного шпинделя новым может оказаться более экономичной. Этот вопрос следует решать сопоставлением стоимостей выполнения ремонтных работ и изготовления нового шпинделя. В большинстве случаев оказывается целесообразным выполнять ремонт шпинделей [1].
Шпиндели на конце имеют конические отверстия с резьбой, посадочные шейки или конусы для базирования технологической оснастки. Если при выполнении ремонта изменить размеры исполнительных поверхностей шпинделя, то это потребует переделки прилагаемой к станку технологической оснастки, что экономически невыгодно. Поэтому при ремонте шпинделя стремятся восстановить начальные размеры его поверхностей, особенно это относится к его исполнительным поверхностям.
Для восстановления шпинделя необходимо выбрать наиболее рациональный метод, например: механическую обработку (способ ремонтных размеров), установку компенсаторов износа, гальваническое покрытие и др. Выбор способа восстановления поверхностей шпинделя определяется величиной их износа [2].
Механической обработкой восстанавливают геометрическую точность изношенной поверхности: снимают с нее минимальный слой металла (точением, шлифованием, притиркой) до удаления следов износа (без сохранения номинальных размеров), обеспечивая регламентную точность и параметр шероховатости нового шпинделя [3]. Механическую обработку используют не только как самостоятельный способ ремонта, но и как вспомогательную операцию при выполнении наплавки, металлизации, хромирования.
К шпинделям предъявляют особо высокие точностные требования: допускаемые отклонения от соосности и цилиндричности посадочных шеек ≤ 0,005 мм; переднее и заднее конические отверстия должны быть концентричны посадочным шейкам, допускаемое биение 0,01÷0,02 мм на 300 мм длины [4, 5].
Подготовку, например, полого шпинделя к проведению ремонта механической обработкой выполняют следующим образом. Сначала определяют неизношенные поверхности с целью их использования в качестве баз для центрирования детали, осуществляемой установкой специальных технологических пробок. Эта операция требует точного исполнения. Она во многом определяет качество ремонта. Перед установкой пробок контролируют состояние отверстий на концах шпинделя: их зачищают от царапин и забоин, проверяют на краску посредством контрольных пробок (отпечатки краски должны покрывать не менее 70 % площади поверхности отверстия, контактируемой с поверхностью пробки); при необходимости отверстия доводят точением, шлифованием или притиркой. Пробка 3 (рис. 1) имеет резьбовую часть, на нее навинчивают гайку (на рис. 1 не показана), посредством которой выпрессовывают пробку, не повреждая отверстия шпинделя [1].
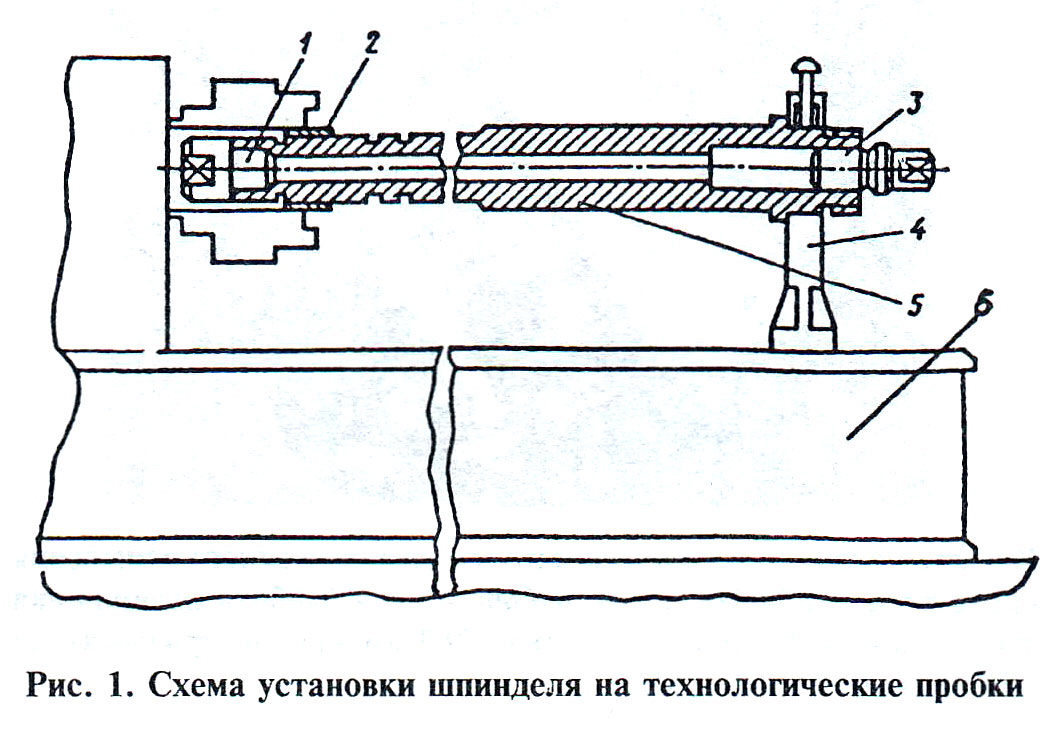
Центрование шпинделя 5 (см. рис. 1) выполняют в следующей последовательности: заготовку 2 разрезной цапфы устанавливают и зажимают в патроне, растачивают в цапфе отверстие согласно диаметральному размеру хвостовика шпинделя, подлежащего ремонту; шпиндель одним концом устанавливают в цапфу, а передней шейкой в люнет 4; посредством сухарей люнета контролируют по индикатору положение шпинделя (допуск биения 0,01 мм); окончательно зажимают разрезную цапфу и осуществляют центрование передней технологической пробки 3 (сверлят и развертывают центровое отверстие); снимают шпиндель со станка 6; растачивают дополнительно цапфу согласно диаметральному размеру передней базовой поверхности; вновь устанавливают шпиндель на станок и закрепляют в цапфе передний его конец, а хвостовик располагают в люнете; дополнительно выверяют положение шпинделя посредством сухарей люнета; осуществляют центрование второй технологической пробки 1. Центровые отверстия, выполненные в технологических пробках 1, 3, используют в качестве технологических баз при проведении ремонтных операций, указанных в технологической маршрутной карте.
Одним из способов восстановления изношенных поверхностей шпинделя является применение тонкостенных компенсационных колец и втулок, которые устанавливают на эпоксидный клей. Ремонтная практика показывает, что срок службы таких шпинделей дольше, а в некоторых случаях и работают они лучше, чем новые, если компенсационные кольца и втулки выполнены из материалов, обладающих более высокими эксплуатационными свойствами, чем основной материал шпинделя [2].
Для установки компенсационных колец или втулок с изношенной поверхности удаляют слой металла (механической обработкой) с целью посадки детали-компенсатора с номинальным размером или увеличенным ремонтным размером восстанавливаемой поверхности. Снимаемый слой металла должен быть минимальным: не более 10÷15 % номинального диаметрального размера сплошного сечения вала или толщины стенки полого шпинделя.
Для восстановления поверхности шейки шпинделя под подшипник качения (неподвижная посадка) компенсационное кольцо может быть тонкостенным (0,5÷2 мм), а при восстановлении поверхности шейки этой детали под подшипник скольжения его толщина должна быть не менее 2,5 мм. Тонкостенные компенсационные кольца изготавливают из того же материала, что и ремонтируемый шпиндель, или из материала, отвечающего повышенным требованиям по износостойкости. Внутренний диаметральный размер поверхности выполняют по месту с зазором 0,04÷0,05 мм, параметр шероховатости Ra 20, а наружный — с припуском 3÷5 мм. Компенсационное кольцо устанавливают на эпоксидный клей. Окончательную обработку выполняют через 24 ч после отвердения клея с обильным охлаждением.
Компенсационные втулки с толщиной стенки 2,5÷3,5 мм и более изготавливают из цементируемой стали. Диаметральный размер восстанавливаемой поверхности (внутренней) втулки выполняют с припуском 0,2÷0,3 мм, а диаметральный размер ее поверхности, сопрягаемой с поверхностью шпинделя, — с припуском 3÷4 мм. Эту поверхность цементируют, затем снимают с нее науглероженный слой металла и закаливают втулку до HRCЭ 50÷68. Внутреннюю поверхность шпинделя обрабатывают, подготавливая к установке втулки. Незакаленную наружную поверхность последней обрабатывают по размеру подготовленной поверхности шпинделя с диаметральным зазором 0,05 мм (шероховатость поверхности Ra 20). Втулку устанавливают в отверстие шпинделя на эпоксидный клей. Закаленную поверхность втулки шлифуют окончательно после отвердения клея.
Схемы установки компенсационных колец и втулок на эпоксидный клей при ремонте шпинделей станков показаны на рис. 2. У шпинделя токарного станка посредством кольца 1 восстановлена шейка (рис. 2, а) под подшипник качения, кольца 2 — опорная закаленная поверхность под подшипник скольжения, кольца 3 — коническая поверхность, служащая для установки патрона.
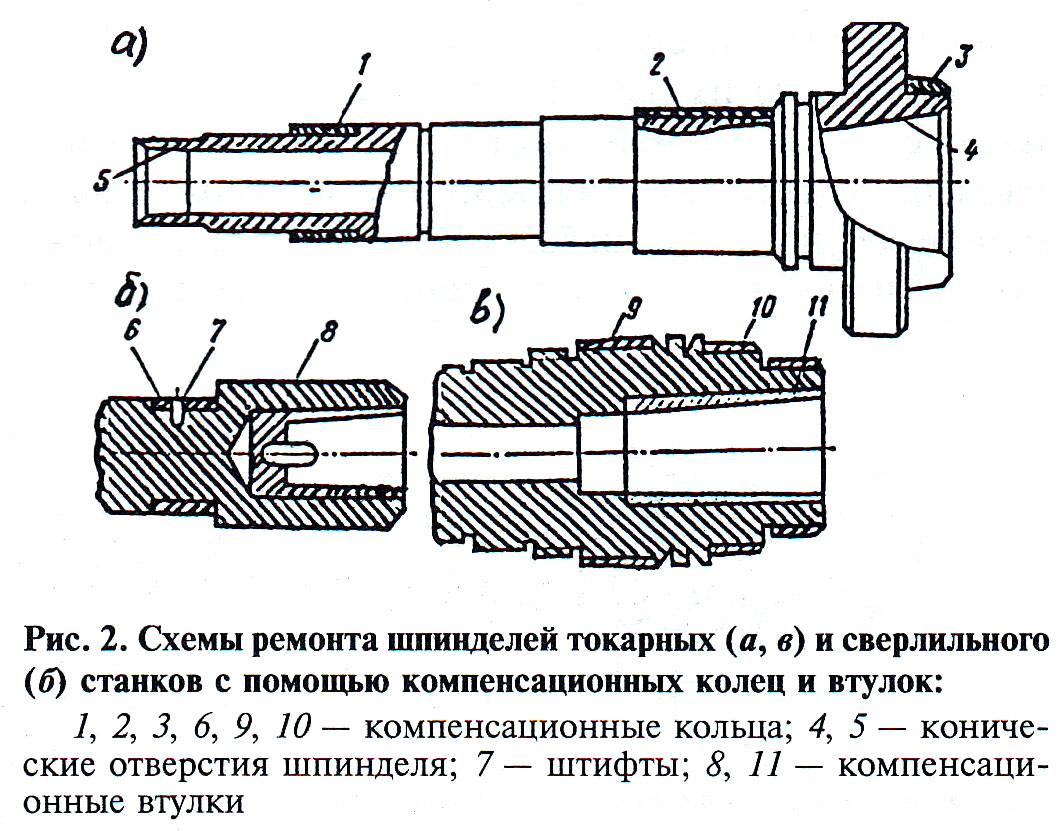
Шейки шпинделя сверлильного станка (рис. 2, б) восстановлены посредством тонкостенного кольца (толщина менее 1 мм) 6 и втулки 8. Кольцо 6 выполнено из двух полуколец, которые зафиксированы двумя штифтами 7, поставленными на эпоксидный клей. Также с помощью кольца 9 (рис. 2, в) восстановлена коническая поверхность под роликовый подшипник, кольца 10 — поверхность под патрон. Коническое отверстие шпинделя восстановлено посредством втулки 11 с закаленной внутренней поверхностью.
При финишной механической обработке компенсационных колец и втулок нельзя допускать перегрева, так как может разрушиться клеевая пленка. Поэтому операцию следует выполнять с обильным охлаждением.
Шпиндели, имеющие износ шеек на сторону 0,005÷5-0,01 мм, ремонтируют притиркой на токарном станке. Притирку осуществляют специальным инструментом — жимком (рис. 3). Он состоит из кольца-хомутика 1, винта 2, разрезной втулки-притира 3 и рукоятки-державки (на рисунке не показана). Втулку-притир изготавливают из чугуна, меди или бронзы, а отверстие в ней выполняют по размеру восстанавливаемой шейки шпинделя 4. На обрабатываемую поверхность накладывают тонкий слой смеси, состоящей из мелкого наждачного порошка и масла. После этого одевают жимок и слегка завинчивают винт 2. Токарный станок настраивают на частоту вращения, при которой скорость резания находится в пределах 10÷20 м/мин. Включают станок и равномерно перемещают жимок вдоль обрабатываемой поверхности шейки шпинделя. Обновляют время от времени слой притирочной смеси и подвинчивают винт 2. Устранив износ, промывают шейку и притир керосином. Затем наносят на шейку тонкий слой доводочной пасты с керосином и таким же образом заканчивают обработку.

Если износ шеек шпинделя превышает 0,01 мм на сторону, то их ремонтируют тонким шлифованием с последующей притиркой под ремонтный размер. Однако такой способ ремонта может быть использован лишь тогда, когда имеется возможность изменить соответственно диаметральные размеры отверстий в подшипниках или других деталях, которые сопрягаются со шпинделем.
При износе основных поверхностей шпинделей до 0,05 мм на сторону сначала выполняют их предварительное шлифование для восстановления точности геометрической формы поверхностей. Затем осуществляют их хромирование — электролитическое нанесение хромового покрытия. Этот процесс основан на свойстве некоторых металлов осаждаться под действием электрического тока из растворов их солей (электролитов) на поверхность металлических деталей в виде плотного слоя. Процесс хромирования является трудоемким, длительным и дорогостоящим. Для осаждения слоя хрома толщиной 0,1 мм затрачивается 6÷15 ч. Хромовое электролитическое покрытие обладает высокой твердостью (HRCЭ 65), низким коэффициентом трения, повышенной сопротивляемостью износу. Высокая твердость электролитического хрома обусловлена искажением кристаллической решетки, вызываемым внутренними напряжениями и внедрением водорода. Недостатком этого способа восстановления является отслаивание покрытия. С увеличением толщины его прочность уменьшается. После хромирования с поверхности шлифованием снимают слой до 0,03 мм на сторону. Максимально допускаемая толщина слоя хрома после шлифования для поверхностей скольжения шпинделя не должна превышать 0,12 мм — при давлении ≤ 50 МПа; 0,05÷0,1 мм — при давлении 50÷200 МПа; 0,03 мм — при давлении, превышающем 200 МПа, и динамической нагрузке с нагревом.
При износе более 0,05 мм на сторону осуществляют наращивание поверхностей металлом одним из известных способов, например вибродуговой наплавкой, затем производят механическую обработку [6].
При шлифовании шеек шпинделя им придают по направлению к заднему концу шпинделя кону- сообразность до 0,01 мм, чтобы при шабрении подшипников слой краски, нанесенный на шейки, полностью использовался для закрашивания поверхности подшипников. Конические отверстия на концах шпинделей при восстановлении обычно шлифуют, затем по конусному калибру подрезают торцы. Торец фланца на конце шпинделя после восстановления конусной посадочной шейки также подрезают.
При восстановлении конического отверстия шпинделя механическую обработку его поверхности можно осуществлять с помощью специальных приспособлений, не снимая шпинделя со станка. Это обеспечивает точное центрирование оси конического отверстия шпинделя с осью его вращения.
Для контроля точности восстановленного конического отверстия шпинделя используют стандартный конусный калибр, контрольная риска на котором не должна входить в отверстие. Между риской и торцом шпинделя должно быть расстояние 1÷2 мм. Биение оси этого отверстия проверяют индикатором по контрольной оправке, вставленной в отверстие.
На рис. 4 для примера показан ремонтный чертеж шпинделя токарного станка, а в таблице — технологический процесс его ремонта с учетом данных, определенных при проверке. Износ поверхности 1 [М48] х 1,5 — 0,4 мм на сторону. Поверхность 2 — Ø49,96 мм [Ø50кб]; поверхность 3 — Ø59,95 мм [Ø60 кб]; на поверхности 4 — [М64] х 6 — резьба замята на 0,25 мм на сторону. Поверхность 5 — Ø74,97 мм [Ø75кб]; поверхность 6 — Ø69,87 мм [Ø70 кб]; на поверхности 7 — [М68] х 2 — резьба замята на 0,3 мм на сторону; на поверхности 8 — надиры и забоины до 0,75 мм. Поверхности 10 и 11 — 6,07 мм — [6js6], Биение поверхности 2 [Ø50кб] составляет 0,035 мм, поверхности 6 [Ø70кб] — 0,055 мм, буртика поверхности 6 — 0,05 мм. В квадратных скобках даны номинальные размеры шпинделя (до износа) [4].
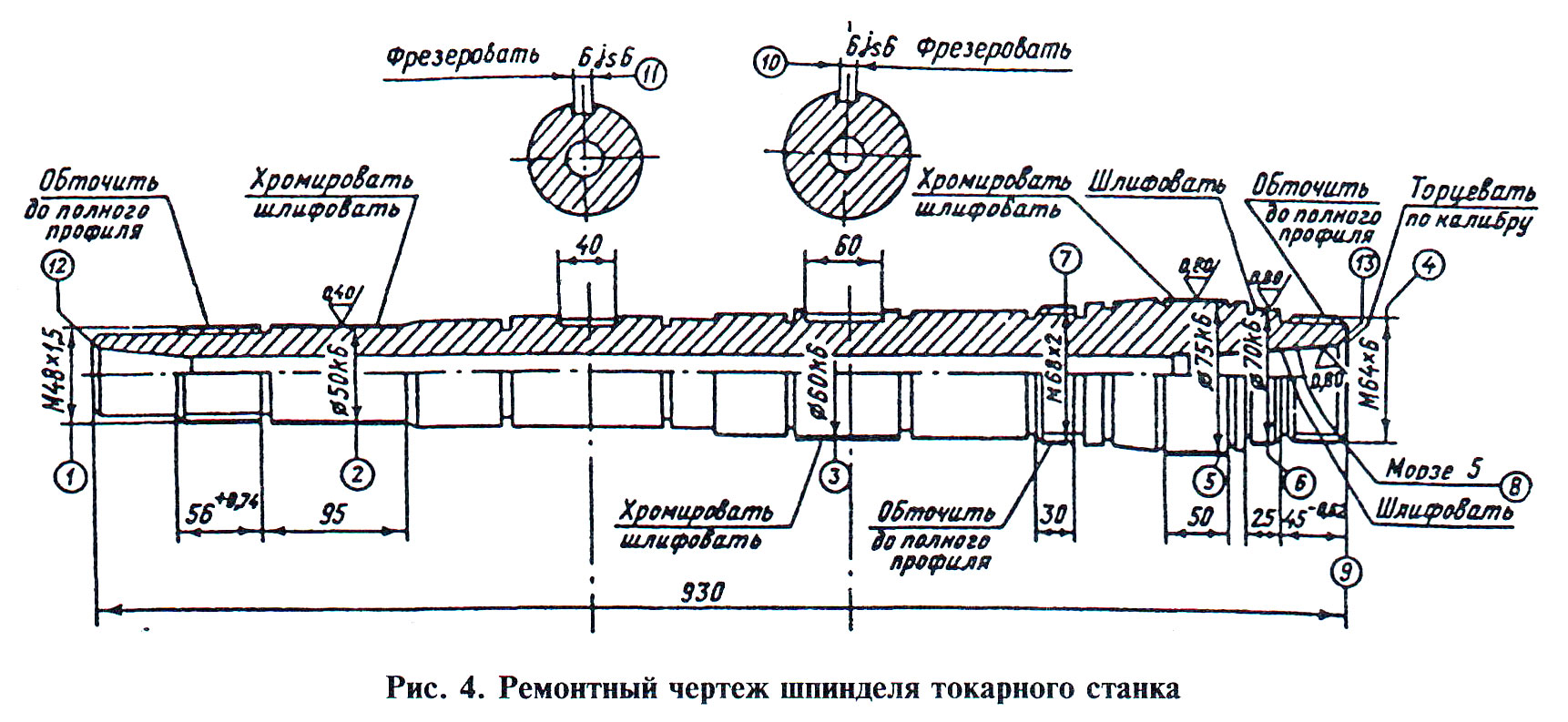
Для ремонта шпинделя (см. рис. 4) используют токарно-винторезный, вертикально-фрезерный, круглошлифовальный станки, верстак со слесарными тисками и гальваническую ванну, а также соответствующую технологическую оснастку, в состав которой входит: четырехкулачковыи и поводковый патроны, неподвижный люнет, станочные винтовые самоцентрирующие тиски, приспособления для внутреннего шлифования, оправка установки шпинделя, гаечные ключи, токарные центры, медные подкладки, хомутик, проходной отогнутый, расточной и резьбовой резцы, концевая фреза, шлифовальный круг ПП х 400 х 40 х 127 — Э5 — К, пробка шпоночная 6,5js6, штангенциркуль, микрометр рычажный, индикатор, конусный калибр (Морзе 5).
При ремонте шпинделей резьбы обычно прорезают до полного профиля, нестандартные гайки к ним изготавливают заново.
Для предотвращения деформаций шпинделей их следует помещать вертикально в специальные стеллажи.
Источник
Ремонт фрезерных станков. Технология ремонта консольно-фрезерных станков
Введение
Настоящим типовым технологическим процессом можно руководствоваться при проведении капитального и среднего ремонта фрезерных станков моделей 682, 612, 6Н11, 6Н12, 6Н82, 6Н13, 6Г82, 6Н81 и многих других. Рассматриваемый технологический процесс позволяет проводить параллельно ремонт станины, стола, консоли и других узлов станка современными методами, при которых не требуется сложной оснастки и который доступен для любого предприятия.
Технологический процесс ремонта фрезерных станков устанавливает наиболее рациональные методы восстановления точности координат базовых (корпусных) деталей станка, гарантирующие необходимое качество ремонта и конечную точность станка в соответствии с ГОСТ с наименьшей затратой материальных средств и времени.
Проверка перпендикулярности оси шпинделя к зеркалу станины
Точность работы горизонтальных (рис. 65), вертикальных, универсальных и других консольно-фрезерных станков в основном зависит от точности изготовления, ремонта и сборки узлов шпинделя, станины, консоли, каретки и стола.
У горизонтально-фрезерного станка до разборки целесообразно провести проверку перпендикулярности оси шпинделя к зеркалу станины. Для этого в шпиндель станка устанавливают державку с индикатором, а измерительный штифт индикатора подводят к зеркалу станины. При медленном вращении шпинделя определяют перпендикулярность оси шпинделя зеркалу станины.
Если отклонения от перпендикулярности не превышают допускаемых техническими условиями, то ремонт станины ведут, принимая за базу неизношенные участки поверхности зеркала. Если же отклонения превышают 0,015 мм на длине 300 мм, то на поверхности зеркала станины, на окружности вращения штифта индикатора, вышабривают три базовые площадки — маяки 3. При этом за базу принимается участок с наибольшим минусовым отклонением. В дальнейшем ремонт зеркала ведут от этих «маяков», которые служат базой для проверок.
У вертикально-фрезерного станка важно проверить параллельность движения консоли к оси шпинделя. Для этого в конус шпинделя устанавливают контрольную оправку, а штатив с индикатором закрепляют на столе станка. Измерительный штифт индикатора подводят к образующей оправки, перемещают консоль по направляющим станины и определяют отклонения по двум взаимно перпендикулярным образующим оправки. На основании полученных замеров намечают порядок и способ восстановления точности станка.
Ремонт фрезерных станков начинается с ремонта направляющих станины, который рекомендуется производить шабрением при износе до 0,05 мм. При большем износе направляющие рационально ремонтировать строганием или шлифованием.
Предпочтение следует отдавать ремонту чистовым строганием как наиболее прогрессивному при обработке незакаленных поверхностей.
За исходную базовую поверхность для ремонта направляющих станины горизонтальнофрезерного станка следует принимать подготовленные до разборки площадки 3 (рис. 66) или неизношенные участки /—IV, а для вертикальнофрезерного станка— ось шпинделя в горизонтальной и вертикальной плоскостях.
Ремонт направляющих станины шабрением
Ремонт направляющих станины шабрением. Этот способ ремонта отличается большой трудоемкостью. Однако такая технология широко применяется на многих предприятиях. Сводится она к следующему.
Станину устанавливают на жестком основании, располагая поверхность 4 (рис. 66) вверх, и выверяют ее горизонтальность в поперечном и продольном направлениях по неизношенньш участкам /—IV на поверхности или по площадкам. Выверку ведут с точностью до 0,02 мм на 1000 мм длины с помощью уровня. Цель выверки: обеспечить условия для проверки перпендикулярности направляющих консоли к направляющим станины рамным уровнем. Эту выверку можно не производить, если проверка положения консоли на станине осуществляется приспособлением (рис. 13) с индикатором.
Шабрят по поверочной плите поверхность 4. При этом базой являются неизношенные концы этой поверхности или площадки 3 (рис. 66).
Технические условия: прямолинейность должна быть выдержана с точностью 0,02 мм (в сторону вогнутости); количество отпечатков краски — не менее 12—15 на площади 25 X 25 мм.
Шабрят поверхность 1 с сохранением угла относительно поверхности 4. Поверхность 2 шабрят с сохранением угла относительно поверхности 4 и параллельности поверхности 1 с точностью 0,02 мм на всей длине. Проверку параллельности производят приспособлением 5 (подробно см. рис. 12).
Шабрят поверхности 7 (рис. 66) с выверкой по оправке, закрепленной в отверстии шпинделя; оправка не должна иметь биения. Допускаемая непараллельность оси отверстия под шпиндель— 0,02 мм на длине 300 мм. Эти поверхности следует шабрить после установки их в горизонтальном положении. Обычно эти поверхности изнашиваются мало, поэтому часто ограничиваются зачисткой их.
Ремонт направляющих станины финишным строганием. Ремонт направляющих станин фрезерных станков финишным строганием широко применяется на многих предприятиях страны. Этот способ наименее трудоемкий и наиболее производительный по сравнению с другими способами ремонта.
Обработку направляющих ведут на продольно-строгальных станках, доведенных до повышенной точности за счет ужесточения допусков на К = 1,6 по основным показателям точности.
Финишное строгание направляющих выполняют методом продольной подачи не менее чем за два прохода чистовыми широкими резцами, оснащенными пластинками из твердого сплава.
Окончательный финишный проход выполняют при глубине резания не более 0,05 мм, скорости резания не более 15 м/мин и подаче на один двойной ход стола не более 0,6 ширины резца.
Доводку резца производят алмазными кругами. Прямолинейный участок режущей кромки обрабатывают до получения V 12 с контролем прямолинейности по лекалу на просвет.
При строгании резец и обрабатываемую поверхность смачивают керосином.
Ремонт направляющих консоли
Качество ремонта направляющих консоли во многом определяет точность работы всего станка. При ремонте необходимо восстановить прямолинейность и взаимную параллельность горизонтальных направляющих консоли, параллельность их к базовой поверхности, а также перпендикулярность их к вертикальным поверхностям, сопрягаемым со станиной.
Консоли встречаются различных конструкций, однако способы ремонта их направляющих в основном одинаковы. Базой при ремонте может служить ось винта перемещения каретки или поверхность 10 (рис. 67), которая при эксплуатации не изнашивается, а для консолей фрезерных станков модели 6Н81 — поверхность 8. Поэтому рационально начинать ремонт консоли с обработки поверхностей 3, 6, 7 и завершать пригонкой поверхностей, сопрягаемых с направляющими 1 и 2 станины. При этом восстанавливают перпендикулярность этих направляющих по направлениям a—a и a1—a1; б—б и б1—б1; в—в и в1—в1.
Для этих проверок удобно пользоваться приспособлениями, представленными на рис. 13—15. Консоль и приспособления устанавливают на станине станка и наблюдают за показаниями стрелки индикатора.
Все замеченные отклонения устраняют шабрением поверхностей консоли, сопрягаемых со станиной.
Технологический процесс ремонта направляющих консоли шабрением сводится к следующему:
- Устанавливают консоль на верстаке поверхностями 3 и 7 вверх
- Шабрят поверхности 3 и 7 по поверочной линейке, на краску и периодически контрольным угольником проверяют их перпен дикулярность к поверхности 8 (рис. 67, а и б). Допускаемая не прямолинейность (вогнутость) — 0,015 мм на всей длине направ ляющих.
Шабрят поверхность 6 по линейке. Параллельность проверяют относительно нерабочей поверхности 10 (участки на концах детали) или проверяют неперпендикулярность относительно поверхности 8 контрольным угольником.
Неперпендикулярность поверхностей 4 и 6 по направлениям б—б и б1—б1 должна быть не более 0,02 мм на длине 300 мм (наклон влево от оси шпинделя), неперпендикулярность поверхностей 5 и 7 по направлениям в—в и в1—в1 на станине — не более 0,01 мм на длине 300 мм.
Количество отпечатков при проверке на краску должно быть не менее 12—15 на площади 25×25 мм. Отпечатки краски должны более рельефно выделяться на концах поверхностей.
Сопрягаемые с кареткой направляющие консоли с большим износом (более 0,2 мм), а также с задирами целесообразно ремонтировать, используя финишное строгание на продольно-строгальном станке или фрезерование на расточном станке. При этом следует снимать минимальный слой металла до устранения следов износа. Установку и выверку консоли, например на столе строгального станка, осуществляют по базовым поверхностям, указанным в настоящем технологическом процессе, обеспечивая заданную технологическим процессом точность.
Окончательную пригонку поверхностей консоли, сопрягаемых со станиной, производят шабрением согласно операции 9 технологического процесса.
В процессе ремонта (при снятии слоя металла) сопрягаемых поверхностей станины и консоли изменяется расстояние А (рис. 65) от оси винта до зеркала станины. Поэтому установку гайки с колонкой винта производят в следующем порядке:
- на винт консоли, которая смонтирована на станине и находится в подвешенном состоянии (с использованием какого-либо подъемника — крана, тельфера, тали и т. п.), навинтить колонку с учетом максимального опускания консоли;
Ремонт и восстановление рабочего стола
Трудоемкость ремонта столов фрезерных станков зависит от износа направляющих и характера повреждений рабочей поверхности стола Т-образных пазов.
При ремонте восстанавливают плоскостность по верхности 8 стола (рис. 68), взаимную параллельность плоскостей Т-образных пазов 10, взаимную параллельность и прямолинейность поверхностей 2 и 5 и параллельность их Т-образным пазам 10 и поверхности 7, прямолинейность поверхностей 1 и 6 и параллельность их поверхности 8.
Ниже рассмотрены два варианта технологии ремонта столов: строганием и шабрением. Типовой технологический процесс ремонта столов строганием приведен в табл. 7, а шабрением— в табл. 8. Режим процесса строгания указан на стр. 124.
Ремонт поверхностей 1, 2, 5 и 6 может быть осуществлен шлифованием. При этом достигается чистота поверхностей в пределах V 7—V 8 и отпадает необходимость декоративного шабрения. Шлифование рационально производить торцом абразива чашечной формы диаметром 100—175 мм при окружной скорости 35—40 м/сек и подаче (скорости движения стола станка) 6—8 м/мин.
Однако на шлифование поверхностей обычно затрачивают почти в два раза больше времени по сравнению с финишным строганием и с последующим декоративным шабрением. Поэтому при ремонте направляющих следует отдавать предпочтение финишному строганию как наиболее прогрессивному методу ремонта незакаленных поверхностей.
Из-за отсутствия на ряде предприятий необходимого оборудования в практике ремонта столов, несмотря на большую трудоемкость, широко применяется шабрение (табл. 8).
Ремонт и восстановление каретки
Вследствие износа направляющих каретки нарушается прямолинейность, параллельность и взаимная перпендикулярность поверхностей, а также соосность отверстий винтов и валов, смонтированных на столе и консоли, относительно перемещающихся по ним деталям, закрепленным на каретке. Поэтому при ремонте направляющих консольно-фрезерных станков восстанавливают прямолинейность всех направляющих, в том числе клиновых направляющих 2 и 8, параллельность поверхностей 1 и 4 поверхностям 5 и 7 (рис. 69) по направлениям б—б и в—в и взаимную перпендикулярность поверхностей 3 и 6 по направлениям а—а и а1—а1.
Восстановление точности направляющих обычно производят снятием слоя металла до устранения следов износа. Однако при этом происходит еще большее нарушение соосности отверстий для ходовых винтов и валов в столе, каретке и консоли.
Для установления соосности винта продольной подачи с осью отверстий сопрягаемых деталей, смонтированных на каретке, в кронштейнах винта фрезеруют отверстия для болтов крепления и совмещают кронштейны. Ось винта поперечной подачи совмещают методом разметки заготовки для маточной гайки «по месту» и затем нарезают резьбу по винту. В ряде случаев этот прием не удается осуществить, в связи с чем приходится растачивать отверстия, устанавливать компенсирующие втулки и коррегиро-вать зубчатые передачи (вследствие изменения межосевого расстояния). На эти работы затрачивается обычно много времени и выполняются они недостаточно высокого качества. Поэтому ремонт направляющих каретки рационально производить методом установления накладок (компенсаторов износа), сохраняя первоначальное взаимное расположение деталей и узлов.
Не следует начинать ремонт с поверхностей каретки, сопрягаемых с консолью, так как при этом фиксируется положение каретки, полученное вследствие неравномерного износа направляющих. В этом случае восстановление всех других поверхностей относительно поперечных направляющих сопряжено с неоправданно высокой трудоемкостью ремонтных работ.
Ремонт направляющих каретки следует начинать с поверхностей, сопрягаемых с продольным столом. В качестве накладки применяют текстолит, капрон, акрилопласт, чугун, бронзу и др.
Типовые технологические процессы восстановления направляющих кареток фрезерных станков приведены в табл. 9, 10 и 11.
В табл. 9 приведен технологический процесс ремонта направляющих кареток шабрением. Этот процесс в основном применяется при небольшом износе (менее 0,05 мм) направляющих. Основной недостаток этого способа — большая затрата физического труда, необходимость последующего установления соосности ходовых винтов и валов.
В табл. 10 приведен наиболее рациональный способ восстановления направляющих кареток — установлением компенсационных накладок. Этот способ особенно эффективен при повторных ремонтах, так как в этом случае достигается значительное сокращение трудоемкости (почти в два раза) при высоком качестве выполнения ремонтных работ.
В табл. 11 приведен технологический процесс восстановления направляющих акрилопластами. Этот прогрессивный способ обеспечивает высокое качество ремонта, при этом в 5—б раз повышается производительность труда слесаря-ремонтника по сравнению с ручным шабрением (см. гл. XIII).
На рис. 70 показан способ установки и выверки каретки на клиньях 4 при восстановлении направляющих, сопрягаемых с поверхностями стола, а на рис. 71 — пример установки каретки на таких же клиньях и выверки ее на консоли при восстановлении нижних направляющих.
Восстановление клиньев
При большом износе клиньев ремонт, как правило, сводится к их полной замене, что связано с дополнительными расходами металла и времени, затрачиваемого на изготовление новых клиньев.
Опыт ремонта по новой технологии показывает, что все клинья независимо от их износа могут быть восстановлены. Новая технология ремонта основана на применении стиракрила и соответствующей подготовке клиньев под заливку.
Как показывает опыт, трудоемкость ремонта клиньев по предлагаемой технологии сокращается примерно на 35%, при этом почти полностью исключаются ручные шабровочные работы, связанные с подгонкой клиньев по месту.
Технологический процесс восстановления клиньев стиракри-лом (рис. 72) представлен в табл. 12.
График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет.
Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Источник