Глава 9. Испытание оборудования и приемка его после ремонта
Общие требования к подготовке, сдаче и приемке оборудования из ремонта
Задачей приемки оборудования из ремонта является проверка качества ремонта узлов и оборудования и систем в целом.
При приемке оборудования производят:
проверку качества сборки и комплектность оборудования;
испытание на плотность и прочность;
проверку органов и систем управления, соответствия оборудования требованиям техники безопасности;
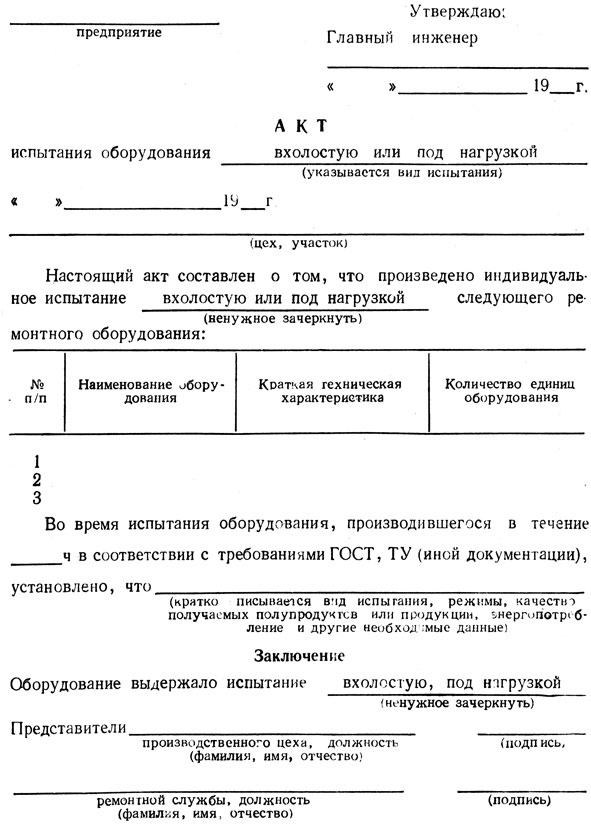
испытания на холостом ходу (для машин, механизмов и аппаратов с приводом);
испытания под нагрузкой.
Перед началом испытания все трущиеся и движущиеся части и детали оборудования должны быть смазаны; картеры и системы смазки заполнены маслом.
В процессе испытания на холостом ходу проверяется надежность действия защитных устройств и блокировок; проводится сверка технических данных тех характеристик, которые в процессе ремонта могли подвергаться изменениям.
Результаты испытаний оборудования на холостом ходу оформляются актом.
Окончательная приемка оборудования проводится путем опробования и испытания в производственных условиях под нагрузкой.
В зависимости от типа оборудования и вида выполненного ремонта устанавливается испытательный срок работы оборудования под нагрузкой.
Если при приемке обнаружены дефекты, для устранения которых требуется затрата времени и выполнение значительных объемов работ, работа ремонтной бригады признается неудовлетворительной, а оборудование подлежит повторному ремонту за счет бригады (ремонтной организации), допустившей брак. Мелкие дефекты, обнаруженные в процессе приемки, устраняются ремонтной бригадой без дополнительной оплаты.
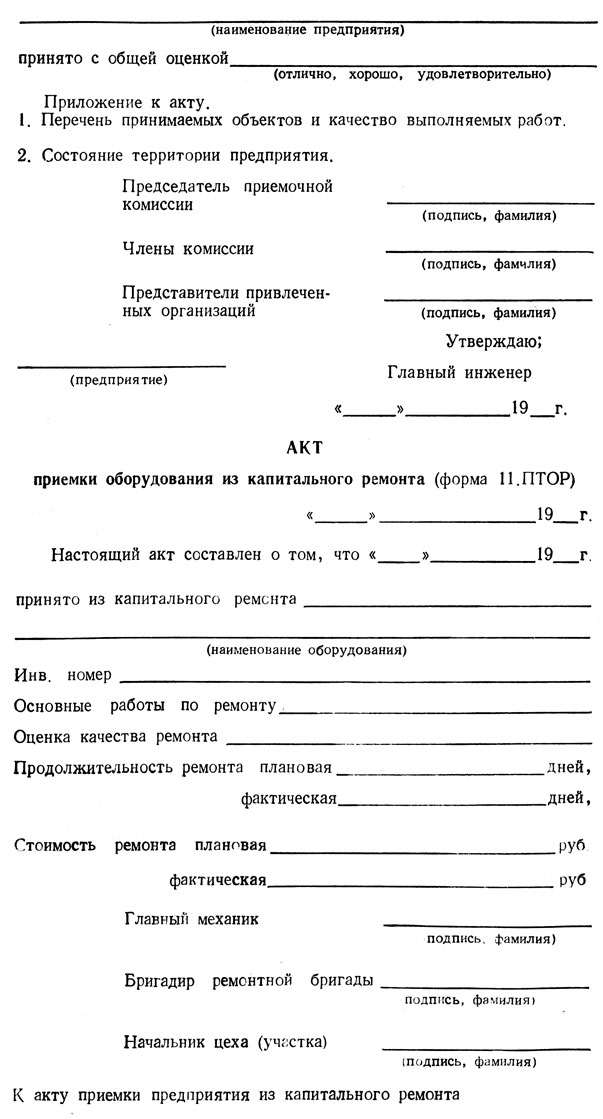
По истечении срока испытания под нагрузкой составляется акт приемки оборудования из ремонта, который подписывается главным механиком и утверждается главным инженером.
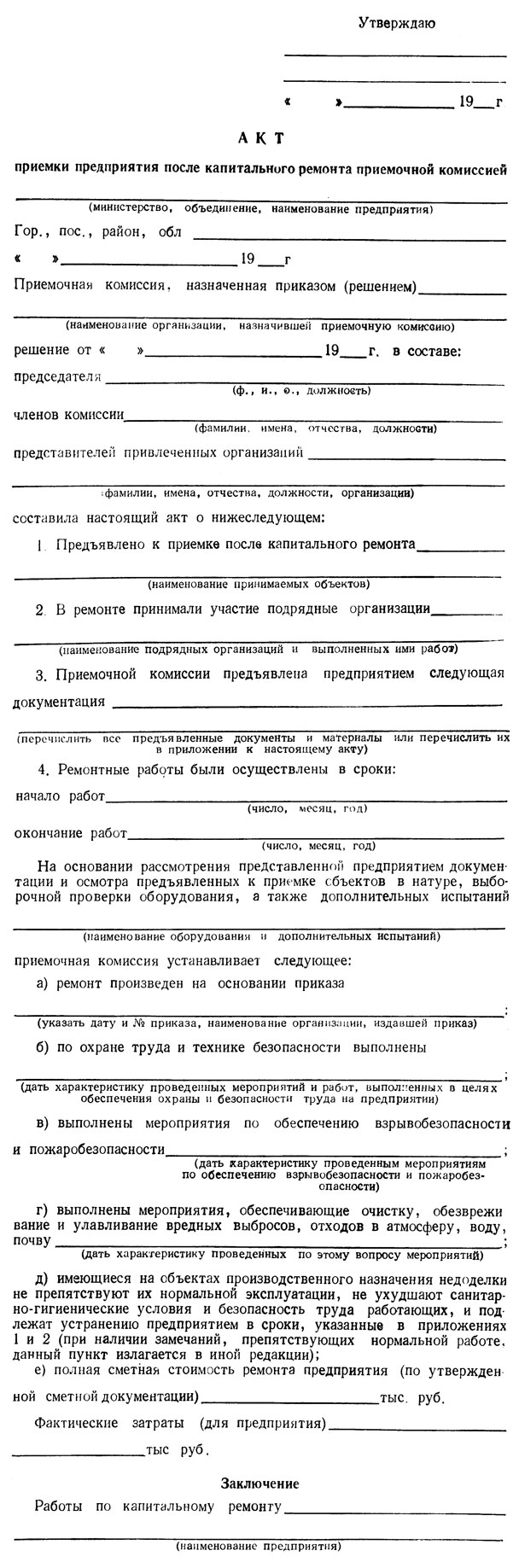
Приемка оборудования из ремонта, проведенного сторонней организацией, осуществляется комиссией в составе представителей предприятия-заказчика, представителей сторонней ремонтной организации и оформляется актом.
После приемки оборудования комиссией ремонтная бригада оформляет гарантийный паспорт. Гарантийный паспорт является документом, гарантирующим безотказную работу отремонтированного оборудования в течение определенного срока. В случае поломки оборудования до истечения гарантийного срока все неисправности устраняются ремонтной бригадой без дополнительной оплаты. Гарантийный паспорт подписывается членами ремонтной бригады.
Приемка спиртовых заводов в целом из капитального ремонта осуществляется в соответствии с инструкцией по приемке спиртовых заводов из капитального ремонта, утвержденной Упрспиртом МПП СССР 17.12.1980 г.
Приемка оборудования из ремонта осуществляется рабочими комиссиями, назначаемыми приказом руководителя предприятия. Председателем рабочей комиссии, как правило, назначается главный механик завода или начальник цеха.
В состав рабочих комиссий включаются представители цехов, участков, где установлено оборудование, и ремонтной службы.
Рабочие комиссии проверяют:
соответствие выполненных работ объему работ, предусмотренных дефектной ведомостью и планом ремонта;
опробование и испытание оборудования;
проверку качества ремонта;
наличие оформленной документации и отметок в ней о проведенном ремонте;
дают оценку выполненным работам.
Приемка оборудования в комплексе осуществляется заводской комиссией, назначаемой также приказом по заводу.
Как правило, в состав заводской комиссии входят главный инженер предприятия, главный механик, инженер по технике безопасности, представители заводского профкома.
Заводская комиссия определяет завершенность ремонта и готовность предприятия к приемке. Заключение комиссии направляется руководству производственного или промышленного объединения.
Приемочные комиссии по приему из ремонта завода в целом назначаются приказом руководителя объединения (вышестоящей организации).
В состав приемочных комиссий включаются:
представитель объединения или другой вышестоящей организации;
представитель профкома завода;
представители ремонтной службы;
технический инспектор профсоюзов;
представитель органов санитарного надзора;
представитель органов пожарного надзора;
представитель органов Госгортехнадзора и других органов государственного надзора.
Приемочные комиссии создаются не позже чем за 5 дней до окончания ремонта предприятия. Председатель комиссии представляет руководству объединения:
акт приемки предприятия после ремонта;
краткую докладную записку, содержащую оценку подготовленности предприятия к нормальной эксплуатации; характеристику санитарно-бытовых условий, пунктов питания, жилых и общественных зданий и предложения по распространению передовых методов ремонта.
Предприятие представляет приемочной комиссии:
утвержденную ремонтно-сметную документацию;
паспорта и техдокументацию на оборудование;
акты и другие документы заводских комиссий по приемке отдельных видов оборудования и систем;
документы о разрешении на эксплуатацию объектов и оборудования, подконтрольных Госгортехнадзору или другим органам Государственного надзора;
документы об обучении и подготовленности обслуживающего персонала и прохождении им инструктажа по технике безопасности;
необходимые инструкции по обслуживанию и технике безопасности на рабочих местах.
К акту приемочной комиссии прилагается:
1. Перечень принимаемых машин и аппаратов и оценка качества их ремонта.
2. Состояние территории предприятия.
выполнены в соответствии с утвержденным перечнем и объемом работ, техническими условиями, строительными нормами и правилами и отвечают требованиям приемки из ремонта, изложенным в Инструкции по приему спиртовых заводов и их оборудования из капитального ремонта, утвержденной Упрспиртом 17 декабря 1980 г., и других нормативных документах.
Решение приемочной комиссии
Предъявленное к приемке после капитального ремонта
Приложение 1. Перечень принимаемых объектов и качество выполненных работ
К акту приемки предприятия из капитального ремонта
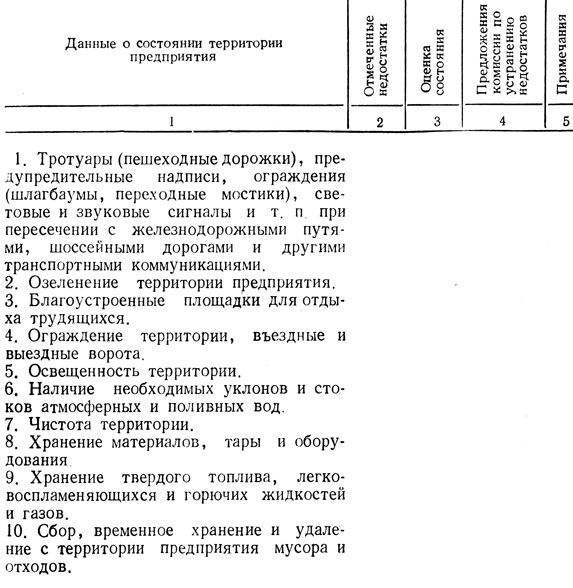
Приложение 2. Состояние территории предприятия
Источник
Билет № 9, вопрос № 3.Назначение и виды испытаний оборудования после ремонта
Читайте также:
|
- Отремонтированное оборудование для проверки качества ремонта и монтажа подвергают индивидуальным испытаниям:
- вхолостую и под нагрузкой (машины, механизмы и аппараты с приводом);
- на плотность и прочность (емкости и аппараты).
- Испытание на холостом ходу (обкатка) имеет целью обеспечить приработку поверхностей подвижных соединений и выявить дефекты, возникшие в результате допущенных при ремонте и последующей сборке отклонений от технических условий (повышенный шум, вибрации, толчки, чрезмерный нагрев трущихся поверхностей и др.).
- Обкатку механизмов ведут на холостом ходу, начиная с самых малых скоростей и постепенно доходя до максимальных. Последовательно включают все скорости. На максимальной скорости каждый из механизмов должен проработать не менее 1 часа до тех нор, пока температура подшипников не стабилизируется. Она не должна быть более 50-70 °С для подшипников скольжения и 60-85 °С для подшипников качения, где меньшие значения относятся к машинам повышенной точности.
- Для нагружения механизмов машины при их испытании используют различные специальные и универсальные приспособления, устройства, стенды.
- Металлорежущие станки испытывают под нагрузкой путем обработки деталей-образцов на различных режимах (в том числе и максимальных) в соответствии с данными технического паспорта станка.
- Оборудование, подконтрольное органам Ростехнадзора, испытывают в соответствии с правилами, утвержденными этими органами.
- Подъемное оборудование испытывают сначала статически при нагрузке на 25 % выше номинальной грузоподъемности, проверяя прочность и определяя деформацию элементов фермы, анализируя после испытаний состояние механизма подъема и тормозов. Кроме этого проводят динамическое испытание грузом на 10 % выше номинальной грузоподъемности путем его многократного поднимания до предельной высоты и опускания, поворота или перемещения в обе стороны. При этом контролируется работа всех механизмов, тормозов, ограничителей хода.
- Сосуды и аппараты испытывают на прочность и плотность, как правило, гидравлически — пробным (испытательным) давлением. Аппарат заполняют водой до тех пор, пока она не будет выходить из открытого вентиля для выхода воздуха. Затем вентиль закрывают и включают гидропресс, который доводит давление воды в аппарате до испытательной величины.
Давление измеряют манометрами.
Перед повышением давления необходимо убедиться в отсутствии воздуха в сосуде или аппарате. Если для гидравлического испытания сосуд был заполнен холодной водой и на его стенках появилась роса, его испытание производят только после высыхания стенок сосуда. При гидравлическом испытании должно быть обеспечено постепенное и плавное повышение и снижение давления. Измеряют давление контрольным манометром.
Под пробным давлением сосуд или аппарат должен находиться 5 мин, затем давление постепенно снижают до рабочего, при котором осматривают сосуд, проверяя его на плотность. Особое внимание обращают на сварные швы и вальцовочные соединения. Если во время испытания внутри сосуда слышны удары, шум и стук или если резко падает давление, испытание прекращают и осматривают сосуд для установления причин их появления и возможных повреждений.
Сосуд или аппарат признается выдержавшим испытание, если в нем не окажется признаков разрыва, не будет замечено течи и потения в сварных швах, не будут замечены видимые остаточные деформации после испытаний. Сосуды и аппараты, работающие при атмосферном давлении, испытывают наливом воды.
Если сосуды и аппараты нельзя испытывать гидравлические (зимнее время, опорные конструкции или фундаменты не рассчитаны на заполнение сосудов жидкостью и пр.), их испытывают пневматически воздухом или инертными газами, при этом испытание производят по специальной программе, предусматривающей соблюдение всех мер безопасности.
Дата добавления: 2015-10-02 ; просмотров: 1817 | Нарушение авторских прав
Источник
Испытание оборудования после ремонта
Смонтированное и отремонтированное оборудование для проверки качества ремонта и монтажа подвергают индивидуальным испытаниям: вхолостую (машины, механизмы и аппараты с приводом); на плотность и прочность (емкости и аппараты).
К началу индивидуальных испытаний должны быть завершены общестроительные работы, выполнены мероприятия, предусмотренные правилами техники безопасности, обеспечена подача электроэнергии, воды, пара, сжатого воздуха, а также закончены работы по устройству канализации и системы защиты (заземление и другие). Индивидуальные испытания оборудования вхолостую проводят по специальному графику с участием представителя заказчика и специализированных ремонтных и монтажных организаций.
Результаты испытания оборудования вхолостую и на плотность и прочность оформляются специальными актами.
Испытание аппаратов
Основными видами испытаний аппаратов на прочность и плотность являются гидравлическое и пневматическое испытания (рис. 11.1).
Перед проведением этих испытаний необходимо заглушить все штуцера и люки, не связанные с подсоединением к испытательному насосу. При проведении гидравлического испытания в верхней точке аппарата устанавливают воздушник и манометр, подключают к аппарату трубопроводы подачи и слива воды. Затем аппарат заполняют водой, полностью выпустив воздух, и закрывают воздушник. Второй манометр ставят у насоса для контроля. После этого насосом поднимают давление до рабочего и далее до пробного. Пробное давление выдерживают 10 мин, после чего давление снижают до рабочего, поддерживаемого в течение времени, необходимого для осмотра швов и уплотнительных соединений (табл. 11.1). При осмотре под рабочим давлением допускается обстукивание сварных и заклепочных швов аппаратов молотком весом от 0,5 до 1,5 кг, в зависимости от толщины стенки.

Рис. 11.1. Схема испытания гидравлическим способом аппарата на прочность:
1 – трубопровод от водопровода; 2 – насос; 3 – бачок для насоса; 4 – трубопровод для заполнения аппарата водой; 5 – манометр с 3-х ходовым краном; 6 – воздушник; 7 – испытательный аппарат; 8 – вентиль для заполнения бачка водой; 9 – вентиль для снижения давления в аппарате; 10 – запорный вентиль
При гидравлической опрессовке высоких колонных аппаратов следует учитывать величину гидростатического столба опрессовочной воды; поэтому перед опрессовкой по паспорту или расчетом проверяют допустимость гидравлического испытания в рабочем положении. Оно может проводиться, если нагрузка на стенку нижнего пояса аппарата от суммы пробного давления и давления столба жидкости не превышает 0,8 величины предела текучести металла корпуса при температуре опрессовки.
Если при заполнении аппарата водой при гидравлическом испытании в аппарате остается воздух, категорически запрещается испытание, так как при разрывах стенки корпуса аппарата возникает опасность травмирования персонала. При установлении рабочего или пробного давления стрелка манометра не должна отклоняться. Если она медленно, но постоянно отклоняется от установленного, это говорит о том, что в аппарате остался воздух при заполнении его водой.
Таблица 11.1. Пробные давления при гидравлическом испытании сварных аппаратов


В тех случаях, когда указанные условия не выполняются или возникает опасность перегрузки фундамента аппарата, по разрешению и в присутствии инспектора Госгортехнадзора можно производить опрессовку колонны воздухом или инертным газом.
При испытании сварных швов аппаратов, работающих под атмосферным давлением, смачиванием сварных швов керосином, время выдержки при испытании приведено в табл. 11.2.
Таблица 11.2. Время выдержки при испытании аппаратов керосином

Следят за появлением пятен на смазанной мелом обратной (обычно внешней) стороны шва. После окончания опрессовки гидравлическим способом, прежде чем сливать воду из аппарата, необходимо открыть воздушный кран. Этим самым предохраняем аппарат от деформации корпуса, в связи с созданием внутри аппарата разрежения.
Наиболее опасны пневматические испытания, так как в случае нарушения целостности стенки аппарата возможно образование воздушной ударной волны. Следует иметь в виду, что пневматические испытания на прочность нельзя проводить в действующих цехах, на эстакадах и в каналах, где уложены трубопроводы, находящиеся в работе.
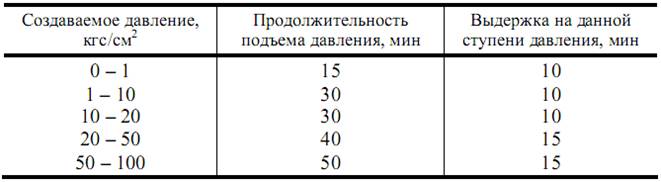
Пневматические испытания наиболее удобно проводить, используя центральную систему. Иногда приходится их выполнять с помощью передвижных компрессоров. Компрессор должен иметь ресивер и располагаться от испытуемого оборудования на расстоянии не менее 10 м. Повышение и снижение давления проводится плавно и медленно. После соответствующей выдержки давление понижается до рабочего значения, а испытуемое оборудование подвергается тщательному осмотру (табл. 11.3). Осмотр и освидетельствование в процессе повышения или понижения давления не допускается. Ликвидация дефектов оборудования осуществляется после снятия давления. Количество людей, занятых на испытании, должно быть минимальным.
Таблица 11.3. Режим пневматического испытания
Пневматическое испытание производится в тех случаях, когда может быть перегрузка на опоры аппарата или фундаменты и по разрешению и в присутствии инспектора Госгортехнадзора можно производить опрессовку аппарата воздухом или инертным газом. К пневматической опрессовке прибегают также тогда, когда по условиям технологического процесса присутствие воды в аппарате может вызвать аварию при выходе ее на рабочий режим.
Пневматическая опрессовка требует также соблюдение особых мер предосторожности. В частности перед опрессовкой воздухом необходимо убедиться в полном отсутствии в аппарате взрыво- и пожароопасных жидкостей, паров, газов. Для этого аппарат предварительно продувают инертным газом или водяным паром. Аппарат, находящийся под давлением воздуха, обстукивать нельзя; сварные швы обстукивают до начала опрессовки. В момент повышения давления стоять вблизи аппарата запрещено.
Вакуумные колонны подвергают гидравлическому испытанию на пробное давление 0,2 МПа или пневматическому испытанию на давление 0,11 МПа. Аппараты, работающие при атмосферном давлении, как правило, подвергают испытанию путем заливкой водой. При отрицательной температуре, т.е. окружающей среды, гидравлические испытания аппаратов производят, применяя подогрев воды паром или специальные водные растворы, имеющие низкую температуру замерзания. Обычно для этих целей применяют растворы хлористого кальция или хлористого натрия (поваренной соли). После проведения испытания указанными растворами аппарат должен быть промыт теплой водой.
11.2. Обкатка машин и механизмов
Обкатка машин, механизмов и аппаратов с мешалками проводят в соответствии с указанием проекта, технических условий или указаний соответствующих глав СНиП. Продолжительность испытания проводимых механизмов должна соответствовать представленной в табл. 11.4.
Таблица 11.4. Продолжительность проведения испытания механизмов

Индивидуальные испытания машин и механизмов вхолостую проводят по специальному графику с участием представителя заказчика и специализированных ремонтных и монтажных организаций. Результаты испытания оборудования оформляются специальными актами.
При испытании вхолостую вначале каждую машину подвергают пробному пуску, при котором производят наладку и регулирование взаимодействия ее частей и узлов на холостом ходу. Затем машину испытывают с постепенно увеличивающимся нагрузкой, одновременно проверяя соответствие ее фактических характеристик нормам, указанных в паспорте машины, техническим условиям или стандартам.
Перед пробным пуском машины необходимо:
1) проверить правильность взаимного положения и крепления деталей и узлов, составляющих машины, а для автоматов – также действие рабочих органов в соответствии с циклограммой;
2) тщательно очистить и заполнить соответствующей смазкой смазочные устройства и коробки для масла;
3) прокручивать перед пуском легкие и средние машины вручную или специальным валоповоротным механизмом с отсоединенным электродвигателем на один рабочий цикл, чтобы убедится в отсутствии местных заеданий, касаний движущихся деталей машины между собой и с окружающими предметами; проверить величину местных ходов и узлов, соответствующих возвратно-поступательному движению; для этого покачивают детали в ручную, а в точных механизмах мертвые ходы замеряют специальными инструментами;
4) установить и проверить все ограждения, натяжения и предохранительные устройства, нагревательные приборы, реле, автоматические выключатели и т.п.;
5) производить первый пуск машины вхолостую с освобождением ее от всякой нагрузки, предупредив ремонтный и монтажный персонал о пуске машины;
6) производить первоначальный пуск машины короткими включениями и, если во время их обнаружатся существенные недостатки ремонта или монтажа, немедленно ее остановить; пуск машин, имеющих привод с регулированием частоты вращения, следует начинать с наименьшей частоты;
7) для обкатки машин и механизмов необходимо проверить направление вращения электродвигателя, отсоединенного от механизма, и работу электродвигателя проводить в течение 40 – 60 мин вхолостую.
При работе машины или механизма вхолостую выявляют: общий характер работы (спокойный, без толчков, ударов и вибраций); нагрев подшипников, направляющих и других трущихся частей; биение валов, шкивов, зубчатых колес; правильность посадки на валу муфт, шкивов, зубчатых колес, подшипников качения; соответствие направления вращения и числа оборотов по паспортным данным.
Эти основные требования, общие для различных типов машин, могут быть дополнены специальными техническими требованиями, относящимся к данной машине и указанными в технической документации.
После окончания обкатки машину останавливают, вскрывают подшипники и другие трущиеся узлы, а также места с минимальными зазорами между движущимися и неподвижными деталями и проверяют, нет ли следов трения, задиров. Выявленные дефекты устраняют, машину собирают и регулируют, после чего ее подвергают техническим испытаниям. Для этого машину включают в работу с полной проектной нагрузкой, по достижении которой проверяют основные показатели работы машины: производительность, качество продукции и т.д.
Приемку оборудования из ремонта осуществляют в два этапа – предварительно и окончательно. Предварительно машину (агрегат) после ремонта принимает комиссия в составе представителя ОГМ, механика цеха, представителя ремонтной бригады, выполняющей ремонт, наладчика, обслуживающего данную машину (агрегат) путем осмотра и опробования на холостом ходу. Окончательно машину (агрегат) принимает та же комиссия после испытания под нагрузкой в производственных условиях.
Для каждого вида ремонта установлен испытательный срок работы машины (агрегата) под нагрузкой; текущей ремонт – 8 часов, капитальный – 24 часа.
Приемка оборудования из ремонта оформляется актом приема-сдачи оборудования, который утверждает главный инженер предприятия. Если ремонт выполнен недоброкачественно, ремонтная бригада, выполняющая ремонтные работы, обязана устранить обнаруженные дефекты.
Источник