Особенности механической обработки деталей при ремонте
К механическим видам обработки относятся главным образом такие, которые связаны с применением лезвийного инструмента (в том числе и абразивного), а к электрическим — электрохимический, электроабразивный, электроконтактный, электроэрозионный и др.
Механическая обработка при ремонте и восстановлении деталей имеет много общего с обработкой, применяемой при изготовлении новых деталей. Например, цилиндрические наружные поверхности можно получить обтачиванием, шлифованием, притиранием, полированием и деформированием, а внутренние — сверлением, развертыванием, растачиванием, притиранием, хонингованием, шлифованием, прошивкой и др. Плоские поверхности получают строганием, фрезерованием, опиливанием, шабрением, шлифованием и полированием.
Однако при ремонте и восстановлении деталей машин эти процессы имеют и некоторые особенности: у деталей приходится снимать обработкой неравномерный по толщине слой металла, так как изношенные детали обычно имеют неправильную геометрическую форму, а после наращивания — разный по толщине припуск на обработку. Кроме того, после некоторых способов наращивания (например, электроимпульсный, гальванический, некоторые виды наплавки и др.) поверхностный слой детали обычно имеет высокую твердость, что требует использования особых режимов резания и инструмента.
Большое разнообразие деталей и видов выполняемых работ при нецентрализованном и сравнительно небольшом общем объеме механической обработки приводит к необходимости использовать ограниченную номенклатуру станочного оборудования, применяя различные приспособления и инструменты.
У деталей в ряде случаев отсутствуют или повреждены базовые поверхности, относительно которых проводилась обработка деталей при их изготовлении. Поэтому требуется особый подход к выбору баз при установке деталей для обработки.
Выбор установочных баз. Установочные базы (поверхности), определяющие положение обрабатываемой детали относительно инструмента, подразделяют на основные и вспомогательные. Основные базы — это поверхности, определяющие положение детали в комплектной группе. Вспомогательные базы — специально созданные поверхности, определяющие положение детали при обработке. Эти базы могут быть в виде поверхностей центровых отверстий, специальных поверхностей, поясков у отверстий и т. д. Например, у коленчатого вала основными базами являются коренные шейки и посадочные места под маховик и шестерню, вспомогательными базами — центровые отверстия или пояски у краев отверстий.
Использование вспомогательных баз. Для установки деталей при обработке в первую очередь используют вспомогательные базы. Иногда поверхности вспомогательных баз могут быть деформированы. Поэтому перед установкой детали на станок они должны быть проверены и исправлены.
Если вспомогательные базы у деталей отсутствуют, а использовать изношенные основные поверхности не представляется возможным, приходится создавать временные вспомогательные базы. Для этого в зависимости от твердости материала и конструкции детали делают новые центровые отверстия в самой детали или в припаянных пробках из мягкой стали, либо протачивают центровые фаски у края внутренней поверхности отверстий (у валиков коромысел, поршневых пальцев, шкворней поворотных цапф) и т. д.
Использование наименее изношенных основных баз. Если у деталей вспомогательные базы отсутствуют, а создать их вновь не представляется возможным, то используют вначале наименее изношенные основные базы; затем обрабатывают одну из изношенных поверхностей и, используя ее как основную, обрабатывают остальные. Этот метод применим к таким деталям, как промежуточные (втулки, корпуса подшипников, ступицы) и базисные (корпуса коробок передач и заднего моста, блоки).
Использование вспомогательных баз сопрягаемой детали. Для этого необходимо обеспечить жесткую посадку обрабатываемой детали на сопрягаемой и использовать базу последней. Например, тормозной барабан автомобиля закрепляют на ступице колеса, которая жестко посажена на конусах оправки, установленной в центрах станка. В качестве базы для установки барабана используют внутренние поверхности наружных колец конических подшипников, впрессованных в ступицу.
Приспособления к токарным и сверлильным станкам. В ремонтных предприятиях наибольшее распространение получили токарно-винторезные и сверлильные станки. Для обработки на этих станках широкой номенклатуры деталей разнообразной формы и с различными установочными базами необходимо иметь специальные приспособления, которые должны обеспечить правильное закрепление деталей.
Приспособления для токарно-винторезных станков можно подразделить на следующие:
1) Шпиндельные приспособления закрепляют на шпинделе путем навертывания на его резьбу или вставляя в его конусные отверстия. К этому виду приспособлений относятся трех — и четырехкулачковые патроны. Трехкулачковые патроны используются главным образом при изготовлении деталей из заготовки. Они не обеспечивают точной установки. Четырехкулачковый патрон может обеспечить точность установки, но для этого требуется значительное время для выверки. Этих недостатков лишены цанговые патроны различных конструкций для крепления втулок при обработке их внутренних поверхностей, цанговые оправки для закрепления полых деталей (втулки, стаканы и корпуса подшипников и т. д.) при обработке наружных поверхностей.
2) Планшайбовые приспособления применяют для быстрой и точной установки на токарный станок деталей сложной конфигурации. С помощью этих приспособлений можно обрабатывать корпуса подшипников, ведущие диски главного фрикциона, детали водяного насоса и пр.
Центровые приспособления (в виде оправки), устанавливаемые в центры станка, используют для обработки наружных поверхностей пустотелых деталей (различные втулки, стаканы подшипников и др.).
На сверлильных станках для расточки внутренних и обточки наружных поверхностей используют резцовые оправки. Режимы резания. Обработку лезвийным инструментом деталей на ремонтные размеры перед восстановлением и обработку наращенных поверхностей ведут на режимах, применяемых в промышленности, с использованием скоростного резания, работы на больших подачах и т. д.
Обработка резанием поверхностей деталей, восстановленных наплавкой и сваркой, а также после хромирования и железнения, осложняется из-за их более высокой твердости и наличия больших неровностей и различных шлаковых включений, окислов, раковин и пор.
Рассверливание изношенных отверстий может осуществляться индивидуально, координатно или совместно в зависимости от технических требований.
Индивидуально отверстия рассверливают в том случае, когда несущественна точность их расположения относительно друг друга. У некоторых деталей оси всех отверстий как основной, так и сопрягаемой детали взаимосвязаны, смещение осей недопустимо и нельзя нарушить взаимозаменяемость. Такие отверстия рассверливают координатно с помощью кондукторов, сохраняя у них расстояния как между осями, так и от базовых поверхностей.
Например, кондукторные плиты используют для сверления отверстий в блоках двигателей под болты кожуха маховика после постановки пробок, для сверления отверстий во фланцах коленчатых валов и др.
Совместное рассверливание применяют для деталей, скрепляемых болтами и имеющих установочные штифты. При износе отверстий под штифты (в задней балке, в кожухе муфты сцепления и др.) детали совмещают штифтами, скрепляют болтами, убирают штифты и совместно рассверливают или развертывают изношенные отверстия.
Развертывание изношенных отверстий применяют как конечную операцию после рассверливания или растачивания и как самостоятельную операцию при малых величинах припуска на обработку. Развертывают отверстия под установочные штифты, болты и шпильки, отверстия на ремонтный размер в бобышках поршня и т. п.
На ремонтных предприятиях используют как нерегулируемые — для работы на станках, так и регулируемые развертки — для работы вручную.
Шлифование является наиболее распространенным способом чистовой обработки восстанавливаемых деталей, когда требуется получить точность 6, 7 и 8 квалитетов и шероховатость поверхности порядка 0,2. 0,6 мкм.
После шлифования наружные цилиндрические поверхности можно обрабатывать (полировать) абразивными и алмазными бесконечными лентами на том же станке с помощью специального приспособления.
Полирование абразивными и алмазными бесконечными лентами дает возможность получить шероховатость поверхности выше исходной, обрабатывать не только основную цилиндрическую поверхность, но и радиусы перехода у галтелей.
Притирка пастами обеспечивает шероховатость поверхности от 0,08 мкм до 0,025 мкм и точность в пределах 1. 3 мкм. Эту операцию применяют для удаления небольших износов с поверхности особо точных деталей (плунжерных пар), а также для точной подгонки одной детали к другой.
Процесс ведется притирами из перлитного чугуна с использованием паст Государственного оптического института (ГОИ), содержащих зерна окиси хрома.
Хонингование и суперфиниширование применяют для получения поверхности с малой шероховатостью. При хонинговании абразивные бруски закрепляют в головке, которая совершает вращательное и возвратно-поступательное движение. Хонингование используют для обработки внутренних поверхностей, например для обработки поверхности гильз и цилиндров, нижней головки шатуна и т. д. Шероховатость поверхности после хонингования подходящая. Наружные поверхности обрабатывают колеблющимися и одновременно движущимися вдоль вращающейся детали брусками (суперфиниширование). В процессе хонингования и суперфиниширования деталь обильно поливают охлаждающей жидкостью.
Алмазное хонингование применяют при обработке поверхностей стальных, чугунных деталей и чистовой обработке хромовых и железных покрытий. Алмазное хонингование улучшает чистоту поверхности на два класса и точность обработки в 1,5. 2 раза по сравнению с абразивным.
Перспективными операциями для получения высокого класса чистоты и упрочнения при обработке поверхностей после наращивания являются также методы поверхностного пластического деформирования раскатками (шариковыми и роликовыми) или выглаживанием с помощью приспособлений.
При выглаживании упрочняется поверхностный слой и на 2. 4 класса снижается шероховатость поверхности по сравнению с исходной. При выглаживании и упрочнении в качестве смазочно-охлаждающей жидкости используют масло. При алмазном выглаживании алмаз впаивается в оправу.
Восстановление и ремонт резьбовых поверхностей. Изношенные резьбовые поверхности на валах восстанавливают электродуговой или газовой наплавкой вручную с последующим нарезанием резьбы номинального размера. На валах с резьбой более можно применять вибродуговую наплавку по впадинам резьбы в среде пара без предварительной проточки. При ручной наплавке старую резьбу следует удалить проточкой для улучшения качества наплавленного слоя.
Изношенную резьбу в отверстиях деталей восстанавливают постановкой резьбовых спиральных вставок. Технология состоит из рассверливания резьбового отверстия на больший диаметр, нарезания резьбы в отверстии под резьбовую вставку, ввертывания спиральной вставки в отверстие детали монтажным ключом, удаления технологического поводка у вставки специальным бородком, контроля восстановленной резьбы.
Постановка резьбовых вставок увеличивает ресурс и надежность резьбовых соединений, особенно в алюминиевых и чугунных деталях.
Ремонтируют также изношенные резьбы на валах проточкой и нарезанием резьбы уменьшенного ремонтного размера, а в отверстии расточкой (или сверлением) и нарезанием резьбы увеличенного размера. При рассверливании, если допускается смещение оси отверстия, сверло направляют по старому отверстию. Если же ось нельзя смещать, то пользуются кондукторными приспособлениями. После нарезания резьчатая шпилька: ввертыша (пробки) в отверстия увеличенного размера ставят соответствующего размера болты или шпильки.
В ряде случаев, когда отверстие в сопрягаемой детали нельзя увеличить, шпильки изготовляют ступенчатыми. Если резьбу в отверстии на больший размер нарезать нельзя, устанавливают резьбовые пробки, в которых изготовляют резьбу номинального размера.
Изношенные резьбовые отверстия в стальных и алюминиевых деталях можно полностью заварить и обработать под номинальную резьбу. Для восстановления плотности резьбового соединения применяют клеи и составы на основе эпоксидных смол, вводя их в сопряжение при завертывании.
Ремонт трещин в корпусных деталях фигурными вставками. Технология постановки фигурных вставок состоит из подготовки детали под вставку, установки ее и зачистки отремонтированной поверхности.
Фигурные вставки в виде профилированной ленты из малоуглеродистой стали бывают двух видов: уплотняющие и стягивающие.
Электрические методы обработки. Для обработки высокотвердых поверхностей после наращивания (наплавка высокотвердыми электродами, порошковыми электродами, железнение, плазменное напыление, хромирование и др.) все большее распространение начинают получать электрические методы обработки.
Электрохимическая обработка — это процесс анодного растворения металла с поверхности детали. Процесс мало зависит от твердости, прочности и других механических свойств обрабатываемого металла.
Источник
Основные виды механической обработки деталей
Существуют следующие основные виды механической обработки деталей: точение, строгание, сверление, фрезерование, протягивание и шлифование.
При точении главное движение вращательное — совершает заготовка, а движение подачи — поступательное совершает резец вдоль оси заготовки или перпендикулярно оси заготовки. Точение применяют для обработки тел вращения (валов, втулок, дисков, заготовок зубчатых колес и дp.).
При строганииглавным движением резания является прямолинейное движение строгального резца, а подачей — перемещение заготовки в направлении, перпендикулярном движению резания. С помощью строгания можно получать плоские и несложные фасонные поверхности.
При сверлении заготовка, как правило, неподвижна, а сверло или другой инструмент для обработки отверстия (зенкер, развертка) получают вращятельное движение и подачу.
Фрезерованиепроизводят при одновременном быстром вращении многозубого инструмента (фрезы) и медленном перемещении заготовки. Фрезерование применяют чаще строгания из-за высокой производительности и универсальности. Фрезерованием можно изготовлять также резьбовые поверхности и тела вращения.
Протягивание осуществляется при прямолинейном или вращательном движении многозубого режущего инструмента (протяжки) относительно заготовки. Движение подачи отсутствует, а подача обеспечивается конструкцией протяжки. Протягиванием можно изготовлять отверстия и наружные поверхности различной формы.
Шлифование производят при быстром вращении режущего инструмента (шлифовального круга) и относительно медленном вращении заготовки. Продольной подачей является возвратно-поступательное движение заготовки вдоль своей оси. Шлифование обеспечивает получение поверхностей тел вращения, фасонных и плоских поверхностей с высокой точностью и малой шероховатостью. Шлифование применяют для обработки деталей в закаленном состоянии.
При изготовлении деталей с высокой точностью и классом чистоты обработанных поверхностей после предварительной или чистовой обработки применяют отделочную обработку (доводку).
После чернового точения, фрезерования, строгания получается шероховатость поверхностей от 100 до 6,3 мкм; после чистового точения, фрезерования, строгания, сверления — от 12,5 до 1,6 мкм; после шлифования, развертывания, протягивания — от 1,6 до 0,2; после доводочных операций — от 0,4 до 0,01 мкм.
Некоторые рекомендации по назначению шероховатости поверхностей Шероховатость поверхности — это совокупность ее микронеровностей.
Для качественной оценки шероховатости профиля поверхности стандартом устанавливается шесть параметров, среди которых Rz, Ra — наиболее применяемые, из них Ra— предпочтителен.
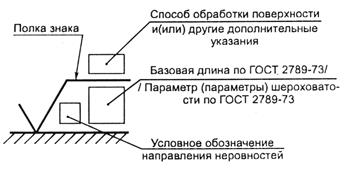
Обозначения шероховатости поверхностей [ГОСТ 2.309-73*] Структура обозначения шероховатости поверхности приведена на черт. 1. При применении знака без указания параметра и способа обработки его изображают без полки.
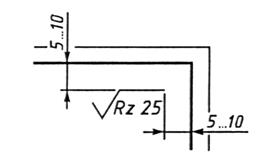
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию черт. 2.
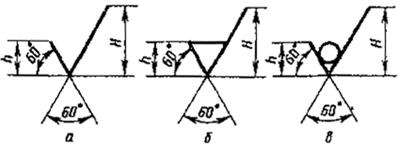
В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт. 3.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5 . 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже. В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят. Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении. Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет Источник |

 (черт. 3a).
(черт. 3a). (черт. 3б).
(черт. 3б).