ВИДЫ РЕМОНТОВ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ.
Правилам и ремонта ЦТ-ЦТВР/ 4782 для тяговых электродвигателей, а так же и для электродвигателей вспомогательных машин, установлены три вида ремонта: деповский ТРЗ, средний СР и капитальный КР. Пробег электровоза между каждым из них составляет 750 тыс. км.
Краткий перечень работ, выполняемый при деповском ремонте ТР-3:
· разборка тягового электродвигателя с удалением смазки и подбивки из букс моторно-осевых подшипников, наружный осмотр и дефектовка, измерение сопротивления цепей (с выявлением участков с пониженной изоляцией), радиальных и осевых разбегов в подшипниках, расстояния между сердечниками полюсов, диаметров моторно-осевых горловин и зазоров между посадочными поверхностями букс и остова при затянутых болтах;
· разборка электродвигателя без снятия полюсных катушек с сердечников, если не требуется их ремонта, осмотр и ремонт остова, подшипниковых щитов, шапок МОП, их вкладышей. Ремонт механической части якоря. Магнитная дефектоскопия конусов вала и внутренних колец якорных подшипников;
· обточка, продорожка, снятие фасок и шлифовка коллектора. Ревизия щёточного узла.
· пропитка полюсных и якорных катушек, если сопротивление изоляции менее 1 МОм. и не восстанавливается после сушки, катушки были пропитаны при изготовлении или ремонте масляно-битумным лаком и после смены ослабших бандажей якоря.
Пропитка полюсных катушек производится без снятия полюсов с остова, а якорных — без снятия клиньев в пропиточном лаке ФЛ-98.
После пропитки катушек и их сушки, покрытие их и остова изнутри электроизоляционной эмалью ЭП-91. Сборка, покраска остова снаружи и испытание электродвигателя на испытательной станции.
Краткий перечень работ, выполняемый при среднем ремонте СР:
дополнительно к ТРЗ производится:
· у полюсных катушек снятие корпусной изоляции. Осмотр межвитковой изоляции, замер омического сопротивления катушек и проверка их на межвитковое замыкание. Замена жёстких выводов на гибкие. Укладка новой корпусной изоляции, пропитка, сушка и покрытие электроизоляционной эмалью ЭП-91.
· у якоря снятие бандажа, если он ослаб, имеет ожоги дугой или расслоения. Осмотр видимых частей обмотки якоря и пайки в петушках. Двойная пропитка обмотки, сушка и покрытие эмалью ЭП-91. Сборка, покраска и испытание электродвигателя на испытательной станции.
Капитальный ремонт КР: ремонт всех узлов с полной разборкой и с доведением всех размеров до чертёжных размеров. Сборка, покраска и испытание электродвигателя на испытательной станции.
3.1. ПОНЯТИЕ ОБ ИСПЫТАНИИ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ПОСЛЕ РЕМОНТА.
Перед испытанием тяговых электродвигателей убеждаются в правильности установки щёток на нейтраль, проверяют свободность вращения якоря вручную. На холостом ходу проверяют работу коллекторно-щёточного узла при вращении якоря в обе стороны.
· замеряют омическое сопротивление обмоток при температуре 20 градусов окружающего воздуха. Его отклонение от номинального сопротивления не должно быть более 10%;
· испытывают на нагревание обмотки при номинальном напряжении и часовом токе в течение 1 часа по методу возвратной работы;
Предельно допустимые температуры в градусах для классов изоляции.
| Н | В | F |
| Обмотка якоря | ||
| Обмотка полюса | ||
| Коллектор |
Примечание: количество воздуха для электродвигателя ТЛ-2К1 95 м 3 /мин.
· проверяют частоту в обе стороны при часовом токе и номинальном напряжении. Отклонение частоты вращения должно быть не более +/- 3%;
· проводят испытание на повышенную частоту вращения. Для тягового электродвигателя ТЛ-2К1 2260 об./мин;
· проверяют электрическую прочность витковой изоляции в течение 5 мин, напряжение на 50% сверх номинального;
· проверяют биение коллектора. Оно допускается не более 0,08 мм;
· проверяют коммутацию при вращении в обе стороны. Проверку выполняют в трёх режимах:
— напряжение на коллекторе номинальное (1500 В), ток якоря двойной часовой 960 А, ток возбуждения номинальный;
— напряжение на коллекторе наибольшее (2000 В), частота вращения наибольшая для испытаний 2260 об/мин. Ток возбуждения наименьший, соответствующий ОВ4, то есть 36% от тока якоря;
— напряжение на коллекторе наибольшее (2000 В), ток якоря наибольший пусковой, ток возбуждения наименьший, соответствующий ОВ4 .
· проверяют сопротивление изоляции обмоток относительно корпуса, которое должно быть не менее 3 МОм;.
· проверяют электрическую прочность изоляции переменным током в течение 1 мин напряжением: КР — 8800 В, СР-7000 В, ТР3 — 6000 В.
3.2. ТРЕБОВАНИЯ К КОЛЛЕКТОРНО-ЩЁТОЧНОМУ УЗЛУ В ЭКСПЛУАТАЦИИ.
· коллектор должен иметь сухую, гладкую поверхность, темно или светло-орехового цвета (наличие политуры), без следов кругового огня, задиров и царапин;
· глубина продорожки коллекторного миканита должна быть в норме и правильно должны быть сняты фаски с коллекторных пластин;
· миканитовый конус должен быть чистым, гладким, без трещин в электроизоляционной эмали НЦ-929. Не иметь отслоений этой эмали и следов ожога электрической дугой;
· траверса должна быть правильно установлена в подшипниковом щите и разжата;
· пальцы кронштейнов щёткодержателей должны быть прочно завернуты в траверсу. Их фарфоровые изоляторы должны быть чистыми, не иметь трещин, отколов, следов ожога электрической дугой и не должны проворачиваться на пальцах;
· щёткодержатели должны быть правильно установлены относительно коллектора, обеспечивать нормальную работу щёток и давление на них. Не должны иметь следов ожогов электрической дугой;
· щётки перед постановкой в щёткодержатель должны быть просушены и притёрты к коллектору. Не должны иметь трещин, отколов, обрывов медного шунта больше нормы. Щётки должны иметь нормальную высоту и правильно установлены в окнах щёткодержателей без перекосов и заеданий.
3.3. ВИДЫ ПОВРЕЖДЕНИЙ ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ И ИХ ХАРАКТЕРНЫЕ ПРИЗНАКИ НА ЕГО КОЛЛЕКТОРЕ.
· круговой огонь на коллекторе по различным причинам: оплавление меди коллектора по концам ламелей и петушкам, обгар миканитового конуса, обожжённая электрической дугой глазурь изоляторов кронштейнов;
· межвитковое замыкание в катушке обмотки якоря: посинение коллекторных пластин (местный нагрев коллектора), при этом возможно выгорание изоляции катушки в пазу сердечника якоря;
· обрыв секций обмотки якоря: подгорание двух смежных коллекторных пластин;
· задир коллектора: не закреплен медный шунт одной из щёток, падение щёткодержателя из-за неправильной установки, куржак на коллекторе, который образуется в зимний период, если электровоз после
· поездки, поставлен в отстой с опущенными токоприёмниками и после чего выдан под поезд;
· смазка на коллекторе: избыток смазки в моторно-якорном подшипнике или нарушен лабиринт задней крышки подшипникового щита;
· влага на коллекторе: неплотное прилежание люков, выдача электровоза из теплого стойла без просушки тяговых электродвигателей от калориферной установки.
3.4. БРАКОВОЧНЫЕ РАЗМЕРЫ КОЛЛЕКТОРНО-ЩЁТОЧНОГО
УЗЛА В ЭКСПЛУАТАЦИИ.
· высота щётки, мм. . менее 25
· откол щётки от площади, %. . . более 10
· обрыв жил медных шунтов, %. более 15
· давление на щётку, кг ‘. менее 3 и более 3,7
· разница этих давлений в одном щёткодержателе или
щёткодержателях одной полярности, %. . более 10
· зазор между щёткой и щёткодержателем:
по толщине щётки, мм. более 0,35
по ширине щётки, мм. более 1
· расстояние между корпусом щёткодержателя и рабочей
поверхностью коллектора, мм. …………. более 5 и менее 2
то же самое до петушков мм. .. менее 4
· глубина продорожки коллектора, мм . менее 0,5
· биение коллектора, мм. более 0,1
· выработка коллектора, мм. более 0,2
( по разрешению начальника локомотивной службы до 0,5 мм)
Дата добавления: 2016-12-09 ; просмотров: 3645 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
ВИДЫ РЕМОНТОВ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ И ИХ КРАТКАЯ




![]()
![]()
ХАРАКТЕРИСТИКА.
Правилами ремонта для тяговых электродвигателей установлены три вида ремонта: деповский ТР3, средний СР и капитальный КР. Пробег электровоза между каждым из них составляет 750 тыс. км.
Краткий перечень работ, выполняемый при деповском ремонте ТР-3:
· разборка электродвигателя без снятия полюсных катушек с сердечников, осмотр и ремонт остова, подшипниковых щитов, шапок МОП, их вкладышей. Ремонт механической части якоря. Магнитная дефектоскопия конусов вала и внутренних колец якорных подшипников;
· обточка, продорожка, снятие фасок и шлифовка коллектора. Ревизия щёточного узла.
· пропитка полюсных и якорных катушек, если сопротивление изоляции менее 1 МОм. и не восстанавливается после сушки, катушки были пропитаны при изготовлении или ремонте масленно-битумным лаком и
после смены ослабших бандажей якоря.
Пропитка полюсных катушек производится без снятия полюсов с остова, а якорных – без снятия клинь-
ев в пропиточном лаке ФЛ-98.
После пропитки катушек и их сушки, покрытие их и остова изнутри электроизоляционной эмалью ЭП-91. Сборка, покраска остова снаружи и испытание электродвигателя на испытательной станции.
Примечание: на ТР3 у тяговых двигателей электровозов ЧС производится магнитная дефектоскопия карданного вала, его поводков, цапф, крестовин и корпусов игольчатых подшипников.
Краткий перечень работ, выполняемый при среднем ремонте СР: дополнительно к ТР3 произво-
· у полюсных катушек снятие корпусной изоляции. Осмотр межвитковой изоляции, замер омического сопротивления катушек и проверка их на межвитковое замыкание. Замена жёстких выводов на гибкие. Укладка новой корпусной изоляции, пропитка, сушка и покрытие электроизоляционной эмалью ЭП-91.
· у якоря снятие бандажа, если он ослаб, имеет ожоги дугой или расслоения. Осмотр видимых частей обмотки якоря и пайки в петушках. Двойная пропитка обмотки, сушка и покрытие эмалью ЭП-91. Сборка, покраска и испытание электродвигателя на испытательной станции.
Капитальный ремонт КР: ремонт всех узлов с полной разборкой и с доведением всех размеров до чертежных. Замена изоляции коллектора и изоляции катушек всех обмоток. Сборка, покраска и испытание электродвигателя на испытательной станции.
Источник
Технология ремонта тепловозов — Ремонт тяговых электродвигателей
Содержание материала
Профилактический осмотр и ремонты М3 и М4 предусматривают обдувку, осмотр снаружи и внутри тяговых электродвигателей и пружинной подвески, а также добавление смазки в моторно-осевые подшипники через отверстие крышки шапки. Уровень в масляном резервуаре поддерживают 60—90 мм. Воду из резервуара удаляют насосом. При М3 и М4 измеряют зазоры у моторно-осевых подшипников. Кроме того, при М4 снимают кожуха зубчатых передач для осмотра и смены смазки. Производят ревизию подбивки моторно-осевых подшипников и измеряют продольные разбеги остовов тяговых электродвигателей на колесных парах.
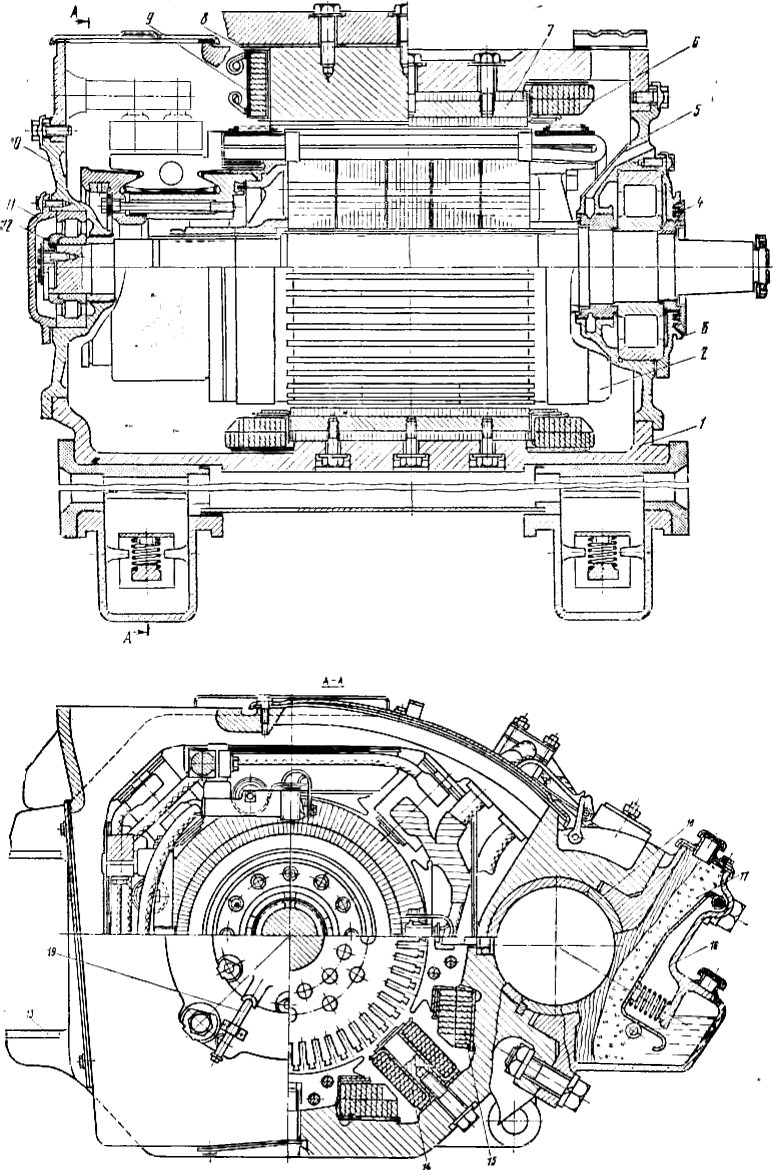
Рис. 154. Тяговый электродвигатель ЭДТ-200Б:
1 — остов; 2— якорь; 3 — лабиринтное кольцо; 4— крышка; 5 и 10 — подшипниковые щиты; 6— электроизоляционная замазка; 7 — сердечник главного полюса; 8 — покровная изоляция; 9 — корпусная изоляция; 11 — крышка подшипника; 12 — упорное кольцо; 13 — пластина носика; 14 — дополнительный полюс; 15 главный полюс; 16 — шапка моторно-осевого подшипника; 17 — подбивка; 18 — вкладыши моторно-осевого подшипника; 19 — трубка для смазки
Во время М5 все тяговые электродвигатели вместе с тележками и колесными парами выкатывают из-под тепловоза, разбирают, ремонтируют и испытывают по характеристике подъемочного ремонта.
Тяговые электродвигатели проходят два вида заводского ремонта. Ремонт I объема выполняется на заводах и в депо при пробеге, равном норме пробега тепловозов между заводскими ремонтами. Заводской ремонт II объема выполняется только на заводах через один заводской I объема. На заводе тяговые электродвигатели разбирают полностью, пропитывают якорь и компаундируют катушки.
У тяговых электродвигателей возможны следующие неисправности обрыв бандажей, распайка петушков, разрушение изоляции обмотки якоря, влекущее за собой замыкание на корпус, обрыв болтов и выводов у главных и дополнительных полюсов, разрушение подшипников якоря и ослабление заклепок сепараторов, деформация остова, нагрев моторно-осевых подшипников, излом и износ зубьев редуктора.
Рис. 155. Расположение стеклянной шкурки для притирки щеток по коллектору:
1 — щетка; 2 — стеклянная шкурка; 3 — коллектор
Осмотр тяговых электродвигателей.
Конструкция тяговых электродвигателей (рис. 154) всех серий тепловозов в основном аналогична конструкции электродвигателей ЭДТ-200Б, установленных на тепловозах ТЭ3 и ТЭМ1.
При осмотре электродвигателей внутренние стенки остова в доступных местах протирают чистой безворсовой салфеткой, которую рекомендуется смочить авиационным бензином; вместе с пылью удаляют масло, попавшее внутрь остова.
Осматривая якорь, в первую очередь обращают внимание на состояние коллектора и щеточного аппарата. Признаком нормальной работы и хорошей коммутации является коричневый и темно-коричневый цвет коллекторных пластин (цвет оксидной пленки, образовавшейся на его поверхности).
Случайные забоины или брызги металла от переброса или кругового огня могут быть зачищены стеклянной шкуркой на полотне СМВ 40-5А (ГОСТ 5009—62) или личным напильником с продорожкой рядом находящихся пластин. При этом следует помнить, что местная зачистка коллектора искажает его цилиндрическую поверхность, поэтому к такому способу устранения местных неровностей на коллекторе следует прибегать в исключительных случаях (рис. 155). Поверхность щеток должна быть гладкой, без следов выщербин, отколов и трещин. Сами щетки должны свободно перемещаться в обоймах щеткодержателей. Предварительная притирка щеток осуществляется на барабане с диаметром, соответствующим диаметру коллектора.
Изоляцию обмоток катушек и якоря проверяют мегомметром. Осмотром устанавливают чистоту поверхности, а также отсутствие поврежденных, потемневших или обуглившихся мест, а также ослабления бандажей.
Через 25—30 тыс. км добавляют смазку в подшипники.
Так, у двигателей ЭДТ-200Б со стороны шестерен добавляют 200—250 г, у двигателей ЭД-107 90—110 г, а со стороны коллектора — 50—70 г. Смазка должна быть одной марки 1ЛЗ (ГОСТ 12811—67). Следует помнить, что при недостаточной или избыточной смазке (полном заполнении полости) подшипник перегревается. Излишняя смазка будет выдавливаться через лабиринтовое уплотнение и попадать внутрь остова, на коллектор, на миканитовый конус и т. д., что может привести к порче изоляции и даже к аварии тягового электродвигателя. На тепловозах ТЭП60, ТЭ10 электродвигатели заправляют смазкой ЦИАТИМ- 203 (ГОСТ 8773—63). Нельзя смешивать две различные смазки в подшипнике, так как смесь теряет свои смазывающие свойства, разжижается и вытекает.
При осмотре подвешивания тяговых электродвигателей проверяют состояние пружин и сменных пластин у носика остова; ослабшие пластины приваривают.
У ведомых и ведущих шестерен при вскрытии кожухов проверяют состояние зубьев. Нижние половины кожухов очищают от старой смазки и закладывают осерненную смазку (ТУ32-ЦТ 006—68 — летняя и зимняя) по 0,9—1,3 кг на кожух. На профилактическом осмотре добавляют 0,5—0,7 кг смазки на редуктор
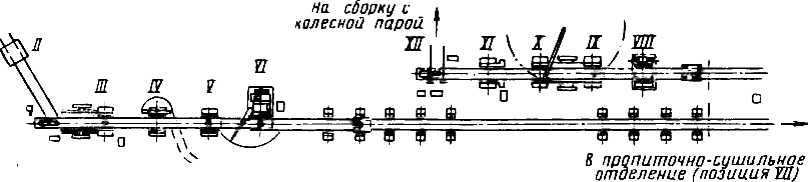
Рис. 156. Поточная линия разборки, сборки и ремонта тяговых электродвигателей:
1 — мойка в моечной машине (на рис. не показано); II—XII — ремонтные позиции
Разборка тяговых электродвигателей.
В депо и на заводах электродвигатели разбирают и собирают на поточных линиях различного типа. Поточная линия, разработанная ПКБ ЦТ (проект А880) применительно к депо Жмеринка и рассчитанная на ремонт 2 000 тяговых электродвигателей в год представлена на рис. 156. Всего предусмотрено 12 позиций. I позиция — мойка в моечной машине наружной поверхности электродвигателя с одновременной подсушкой обмотки нагретым воздухом, подаваемым внутрь электродвигателя (на рис. 155 не показана).
- позиция — определение объема ремонта и подготовка к разборке. На II позиции установлены: колонки для подсоединения проводов при испытании электродвигателя на холостом ходу, гидравлический пресс для снятия шестерен, виброграф для определения степени балансировки якоря, кроме того, имеется гайковерт, шкаф для комплекта измерительного инструмента и пульт управления.
- позиция — разборка тягового электродвигателя. На этой позиции нагревают индукционным нагревателем лабиринтовое кольцо, которое затем снимают, используя приспособление в виде стакана с нарезанным концом. Болты, крепящие подшипниковые щиты, отвертывают гайковертом типа 312-01, подвешенным на укосине. Якорь вынимают из остова в горизонтальном положении. На IV позиции остов обдувают сжатым воздухом в камере, снабженной вытяжной вентиляцией. V позиция — ремонт остова. На позиции имеется комплект ручного инструмента. Ремонт остова продолжается и на VI позиции. Она снабжена кантователем типа А952.01СД. Рельсовым путем самоходной тележки эта позиция связана с пропиточно-сушильным отделением (позиция VII).
Позиция VIII служит для испытания на пробой при помощи установки А540 как остовов, так и якорей. На позициях IX и X собирают остовы с якорями. На XI позиции электродвигатель испытывают на холостом ходу и на максимальное число оборотов. Здесь имеется подвод сжатого воздуха для продувки полости электродвигателя после притирки щеток. На последней XII позиции ставят лабиринтовое кольцо и шестерню, предварительно нагретые индукционными нагревателями. Нагрев лабиринтового кольца и колец роликовых подшипников производят индукционным нагревателем демагнитизатором типа А621. Заливают компаундной массой полюсные болты. Якори ремонтируют также на поточных линиях, располагающихся параллельно конвейерным линиям разборки и сборки остовов.
Осмотр и ремонт подшипников.
Подшипники, снятые с тягового электродвигателя индукционным нагревателем типа ПР 1548, промывают в моечной машине (см. § 6).
У признанных годными по внешнему осмотру подшипников в собранном состоянии проверяют величину диаметрального зазора в приспособлении типа КИ146 (рис. 157). Подшипник зажимают между плитой 1 и конусной шайбой 2. Перемещая наружное кольцо подшипника в радиальном направлении при помощи индикатора 4, определяют зазор.

Рис. 157. Приспособление для проверки диаметрального зазора подшипника:
1 — плита; 2— конусная шайба; 3— стойка; 4 — индикатор
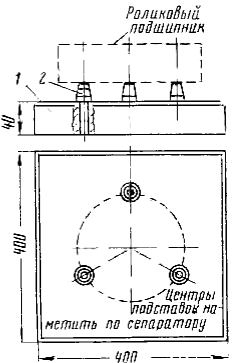
Рис. 158. Приспособление для переклепки заклепок сепараторов роликовых подшипников
У подшипников проверяют величину зазора между сепаратором и бортом наружного кольца —«зазор плавания». Величина его, проверяемая в нижней части поставленного в рабочее положение подшипника, должна быть 0,5—2 мм у подшипника с заклепочным и 0,7—1,2 мм с беззаклепочным сепараторами. В противном случае подшипник бракуют.
При подборе подшипников учитывают уменьшение зазора вследствие посадки подшипника с натягом на вал и возможном натяге в подшипниковом щите. Диаметральный зазор у насаженного на вал подшипника должен быть не менее 0,05—0,08 мм, что зависит от типа подшипника, и действительная его величина К с достаточной для практики точностью определяется из уравнения  где К0 — величина диаметрального зазора подшипника в свободном состоянии;
где К0 — величина диаметрального зазора подшипника в свободном состоянии;
а1 — величина натяга при посадке наружного кольца в подшипниковый щит;
а2— величина натяга при посадке внутреннего кольца на вал якоря.
Лопнувшие и ослабшие заклепки сепараторов заменяют, используя для переклепки стальную плиту / (рис. 158) с вставленным в нее комплектом, подставки 2 для головок заклепок. Новые подшипники заказывают по специальным техническим условиям для железнодорожного транспорта (ТУ 3402-Ж-61).
Источник