- Акт технического состояния оборудования
- Роль и назначение акта технического состояния оборудования
- Создание комиссии
- Методы работы комиссии
- Общие моменты и особенности составления акта
- Пример акта технического состояния оборудования
- Виды ремонта технологического оборудования. Примеры ремонта
- 5. Методы оценки технического состояния оборудования
- 5.1. Общее понятие об оценке технического состояния оборудования
- В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- 5.2. Методы оценки технического состояния оборудования
- 5.3. Порядок и особенности проведения визуального осмотра оборудования
Акт технического состояния оборудования
Формирование акта технического состояния оборудования происходит в случаях, когда необходимо удостоверить работоспособность каких-либо приборов или техники.
Роль и назначение акта технического состояния оборудования
Чаще всего акт технического состояния оборудования необходим при:
- приеме оборудования для дальнейшего использования;
- сдаче его в аренду;
- ревизии имущества предприятия;
- его списании.
Акт содержит в себе информацию о внешнем и внутреннем состоянии оборудования, выявленных дефектах, поломках, браке, а также сведения о мерах, которые нужно предпринять для их устранения, и требуемые на это сроки. Если оборудование не подлежит ремонту, это в акте тоже отражается.
При помощи акта решается сразу несколько важных вопросов:
- Он показывает техническое состояние оборудования, пригодность его к эксплуатации.
- Иногда на основании данного документа составляются претензии к поставщику, арендатору или собственнику оборудования – особенно в тех случаях, когда при его использовании образуются неисправности, приводящие к материальному ущербу или несчастным случаям на производстве.
Таким образом, акт – это очень важный документ. Относиться к его составлению нужно внимательно, детально описывая все нюансы состояния оборудования. В дальнейшем это может позволить избежать необоснованных претензий и, в случае возникновения нештатных ситуаций, быстро установить виновное лицо.
Создание комиссии
Для того, чтобы провести контроль за техническим состоянием оборудования, нужно собрать специальную комиссию из компетентных специалистов. В ее состав обычно входят штатные работники организации: техники, инженеры, монтажники, электрики и т.д. (в зависимости от типа оборудование, которое подвергается контролю).
В некоторых случаях, приглашаются и сторонние эксперты, особенно если того требует специфика проверяемого объекта.
Комиссия назначается отдельным распоряжением директора предприятия.
Методы работы комиссии
Члены комиссии должны обладать определенной, зачастую достаточно высокой квалификацией. Связано это с тем, что в процессе изучения технического состояния оборудования, им приходится знакомиться с проектной и технической документацией, разбирать и собирать приборы, проводить испытания, анализировать объем предстоящей работы (например, если оборудованию требуется дальнейший серьезный ремонт). Вся эта информация вносится в акт.
Общие моменты и особенности составления акта
Если перед вами поставлена задача по освидетельствованию оборудования и составления акта о его техническом состоянии, посмотрите данные ниже рекомендации и ознакомьтесь с образцом документа.
Перед тем, как перейти к описанию этого конкретного акта, приведем некоторые общие сведения, характерные для всех подобных бумаг. На сегодняшний день стандартные формы первичных документов упразднены, так что представители компаний могут писать их в произвольном виде – это касается и акта о техническом состоянии оборудования. При этом, если у вас в организации существует утвержденный шаблон такого документа, лучше следовать ему – это позволит сэкономить время и избавит от необходимости ломать голову над его составом и текстом.
Акт допускается писать на фирменном бланке предприятия или на чистом листе любого подходящего формата (обычно это А4), от руки или на компьютере. При внесении информации надо стараться не допускать неточностей, помарок и исправлений – в дальнейшем они могут сыграть негативную роль при установлении законности документа.
Еще одно важное требование, которое надо учесть в обязательном порядке – заверить бланк автографами всех членов комиссии, присутствовавших при удостоверении технического состояния оборудования.
Печать на бланке нужно ставить только тогда, когда пункт о ее применении для подобного рода бумаг закреплен в учетной политике организации.
Пишется акт в нескольких экземплярах – по одному для каждого члена комиссии. Информация об акте должна быть включена в специальный журнал учета.
После составления акт следует вложить в отдельную папку вместе с другими такими же документами, а после истечения срока хранения – утилизировать, следуя алгоритму, установленному в законе.
Пример акта технического состояния оборудования
Формулируя текст акта, учитывайте, что он должен отвечать определенным правилам деловой документации.
В самом начале акта находится так называемая «шапка» — сюда вписывается:
- название организации, которая проводит обследование оборудования;
- наименование документа;
- дата и место (населенный пункт) его составления;
- состав комиссии, т.е. пишутся должности, фамилии-имена-отчества представителей предприятия, участвующих в данной процедуре.
Далее идет основная часть, в которую вписываются:
- идентификационные параметры оборудования (марка, модель, серия, год выпуска, номер завода-изготовителя и инвентарный, адрес места установки и т.п.);
- мероприятия, проведенные для проверки технического состояния оборудования;
- сведения о выявленных неисправностях, дефектах, поломках, а также о возможности, сроках и вариантах их ремонта;
- информация об испытаниях (если они проводились).
При необходимости эту часть бланка можно расширить (в зависимости от потребностей участников комиссии и индивидуальных особенностей объекта). В акт обязательно вносятся все прилагающиеся к нему дополнительные бумаги (например, технический паспорт).
В завершение члены комиссии делают вывод о техническом состоянии оборудования и подписывают акт.
Источник
Виды ремонта технологического оборудования. Примеры ремонта
Система планово-предупредительного ремонта (ППР) предусматривает следующие виды обслуживания и ремонтов: техническое (межремонтное) обслуживание; текущий ремонт; капитальный ремонт.
Техническое обслуживание (ТО) – это комплекс работ, необходимых для поддержания работоспособности оборудования между ремонтами. ТО осуществляется эксплуатационным (аппаратчиками, машинистами, операторами и т. п.) и обслуживающим дежурным персоналом (помощниками мастеров, дежурными слесарями, электриками, мастерами КИПиА) в соответствии с действующими на предприятиях инструкциями по рабочим местам и регламентами.
В объем ТО входят:
1) эксплуатационный уход (обтирка, чистка, наружный осмотр, смазка, проверка состояния систем охлаждения подшипников, наблюдение за состоянием крепежных деталей, проверка исправности заземлений и т. д.). Все неисправности фиксируются в сменном журнале эксплуатационным персоналом и устраняются в возможно короткий срок.
2) мелкий ремонт оборудования (подтяжка крепления и контактов, частичная регулировка, замена предохранителей, выявление общего состояния изоляции). Обслуживающий персонал должен регулярно просматривать записи эксплуатационного персонала в сменном журнале и принимать меры по устранению указанных неисправностей.
Текущий ремонт (ТР) – это ремонт, осуществляемый в процессе эксплуатации для гарантированного обеспечения работоспособности оборудования и состоящий в замене и восстановлении отдельных частей оборудования и их регулировке.
Капитальный ремонт – это ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса оборудования с заменой или восстановлением любых его частей, включая базовые.
На капитальный и на текущий ремонты оборудования составляются Ведомости дефектов (форма 3) и Сметы затрат (форма 4).
Ведомость дефектов составляется с учетом технического состояния и типовой номенклатуры ремонтных работ, подписывается механиком подразделения.
При проведении капитального ремонта должны быть выполнены работы по техническому освидетельствованию и испытанию оборудования, подведомственного Ростехнадзору, в соответствии с требованиями действующих правил и инструкций.
Устранение непредвиденных инцидентов и аварий оборудования осуществляется в ходе внеплановых ремонтов. Постановка оборудования на внеплановый ремонт производится без предвариельного назначения.
При проведении внепланового ремонта заменяются (или восстанавливаются) только те элементы, которые явились причиной отказа или в которых выявлено прогрессирующее развитие дефекта.
Основной задачей внепланового ремонта является восстановление работоспособности оборудования и скорейшее возобновление производства (процесса), если он был прерван.
Внеплановые ремонты проводятся на основании распоряжения руководителя структурного подразделения по представлению механика.
Ремонт оборудования может осуществляться с применением следующих стратегий ремонта:
— по техническому состоянию (III);
— по потребности (IV).
Сущность стратегии регламентированного ремонта заключается в том, что ремонт выполняется с периодичностью и в объеме, установленном в эксплуатационной документации независимо от технического состояния составных частей оборудования в момент начала ремонта.
Сущность смешанной стратегии ремонта заключается в том, что ремонт выполняется с периодичностью, установленной в НТД, а объем операций восстановления формируется на основе требований эксплуатационной документации с учетом технического состояния основных частей оборудования.
Сущность стратегии ремонта по техническому состоянию заключается в том, что контроль технического состояния выполняется с периодичностью и в объеме, установленном в НТД, а момент начала ремонта и объем восстановления определяется техническим состоянием составных частей оборудования.
Сущность стратегии ремонта по потребности заключается в том, что ремонт оборудования производится только в случае отказа или повреждения составных частей оборудования.
Стратегия I применяется для обеспечения ремонта оборудования, эксплуатация которого связана с повышенной опасностью для обслуживающего персонала, в том числе оборудования, подконтрольного органам Ростехнадзора.
На основании стратегии II обеспечивается ремонт всего остального основного и неосновного оборудования предприятия.
По решению руководства предприятия часть оборудования может быть переведена на ремонт по техническому состоянию (стратегия III). Перечень такого оборудования составляется руководителем подразделения, согласовывается главным механиком предприятия и утверждается главным инженером.
Стратегия IV рекомендуется к применению для оборудования первой и второй амортизационной групп. Она частично реализуется в форме внеплановых ремонтов после отказов.
Ремонт оборудования производится в соответствии с действующим на предприятии Положением о ППР оборудования.
С капитальным ремонтом может быть совмещена модернизация оборудования. При модернизации оборудования решаются следующие задачи:
— увеличение мощности производственного оборудования;
— автоматизация производственных процессов и технологических объектов;
— удешевление и упрощение эксплуатации;
— повышение эксплуатационной надежности, удешевление ремонта;
— улучшение условий труда и повышение безопасности работы.
Наиболее перспективным методом ремонта оборудования является агрегатный (агрегатно-узловой),при котором неисправные агрегаты и узлы заменяются новыми или отремонтированными с использованием деталей заводского изготовления.
Агрегатно-узловой метод всегда предпочтителен как при текущем, так и при капитальном ремонтах.
Одной из разновидностей агрегатно-узлового метода является рассредоточенный капитальный ремонт, при котором восстановление ресурса оборудования осуществляется в течение нескольких этапов на протяжении всего ремонтного цикла. В этом случае остановка на выполнение капитального ремонта исключается.
Агрегатно-узловой метод ремонта, проводимый рассредоточенным способом, особенно успешно реализуется при внедрении на предприятиях средств технической диагностики.
Для контроля за выполнением плана планово-предупредительных ремонтов существует служба технического надзора, которая проводит осмотры и испытания оборудования, контролирует качество ремонтных работ, проверяет правильность эксплуатации оборудования, расследует причины аварии.
Источник
5. Методы оценки технического состояния оборудования
материал предоставил СИДОРОВ Александр Владимирович
5.1. Общее понятие об оценке технического состояния оборудования
Техническое состояние – состояние оборудования, которое характеризуется в определенный момент времени при определённых условиях внешней среды значениями параметров, установленных регламентирующей документацией [1].
Контроль технического состояния – проверка соответствия значений параметров оборудования требованиям, установленным документацией, и определение на этой основе одного из заданных видов ТС в данный момент времени.
В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- хорошее – ТОиР не требуются;
- удовлетворительное – ТОиР осуществляются в соответствии с планом;
- плохое – проводятся внеочередные работы по ТОиР;
- аварийное – требуется немедленная остановка и ремонт.
С целью установления фактического ТС оборудования, выявления дефектов, неисправностей, других отклонений, которые могут привести к отказам, а также для планирования проведения и уточнения сроков и объёмов работ по ТОиР проводятся технические обследования (осмотры, освидетельствования, диагностирование). Технические обследования оборудования, эксплуатация которого регламентируется нормативными актами, проводится в порядке, установленном соответствующими нормативными актами.
Технический осмотр – мероприятие, выполняемое с целью наблюдения за ТС оборудования.
Техническое освидетельствование – наружный и внутренний осмотр оборудования, испытания, проводимые в срок и в объёмах, в соответствии с требованиями документации, в том числе нормативных актов, с целью определения его ТС и возможности дальнейшей эксплуатации.
Техническое диагностирование – комплекс операций или операция по установлению наличия дефектов и неисправностей оборудования, а также по определению причин их появления.
5.2. Методы оценки технического состояния оборудования
Различают субъективные и объективные методы оценки ТС оборудования.
Под субъективными (органолептическими) методами подразумеваются такие методы оценки ТС оборудования, при которых для сбора информации используются органы чувств человека, а также простейшие устройства и приспособления, предназначенные для увеличения чувствительности в рамках диапазонов, свойственных органам чувств человека. При этом для анализа собранной информации используется аналитико-мыслительный аппарат человека, базирующийся на полученных знаниях и имеющемся опыте. К субъективным методам оценки ТС относят визуальный осмотр, контроль температуры, анализ шумов и другие методы.
Под объективными (приборными) методами подразумеваются такие методы оценки ТС, при которых для сбора и анализа информации используются специализированные устройства и приборы, электронно-вычислительная техника, а также соответствующее программное и норма-тивное обеспечение. К объективным методам оценки ТС относятся вибрационная диагностика, методы неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, ультразвуковой, контроль проникающими веществами) и другие.
5.3. Порядок и особенности проведения визуального осмотра оборудования
Порядок проведения осмотров оборудования основывается на последовательном обследовании его элементов по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого необходимо знать конструкцию оборудования, состав и взаимодействие его элементов.
Вначале проводится общий осмотр оборудования и окружающих его объектов. При общем осмотре изучается картина состояния оборудования. Общий осмотр может носить самостоятельный характер и применяется при периодических осмотрах оборудования технологическим персоналом.
Под детальным понимается тщательный осмотр конкретных элементов оборудования. Детальный осмотр в зависимости от требований соответствующих нормативных и методических документов, проводится в определённом объёме и порядке. Во всех случаях детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр могут проводиться при статическом и динамическом режиме оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме проводится на рабочей нагрузке, холостом ходу и при тестовых нагружениях (испытаниях).
Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биения валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основных способа: концентрический, эксцентрический, фронтальный. При концентрическом способе (рисунок 5.1) осмотр ведётся по спирали от периферии элемента к его центру, под которым обычно понимается средняя условно выбранная точка. При эксцентрическом способе (рисунок 5.2) осмотр ведётся от центра элемента к его периферии (по развёртывающейся спирали). При фронтальном способе (рисунок 5.3) осмотр ведётся в виде линейного перемещения взгляда по площади элемента от одной его границы к другой.
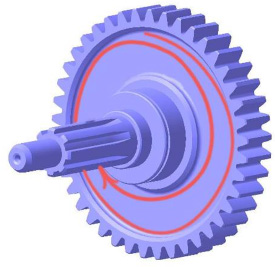
Рисунок 5.1 – Концентрический способ осмотра детали

Рисунок 5.2 – Эксцентрический способ осмотра детали
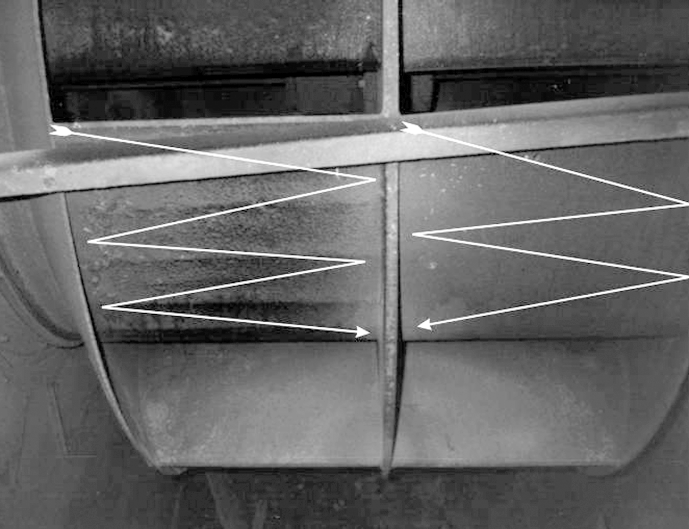
Рисунок 5.3 – Фронтальный способ осмотра детали
При выборе способа осмотра учитываются конкретные обстоятельства. Так, осмотр помещения, где установлено оборудование, рекомендуется проводить от входа концентрическим способом. Осмотр элементов круглой формы целесообразно вести от центра к периферии (эксцентрическим способом). Фронтальный осмотр лучше применять, когда осматриваемая площадь обширна и её можно разделить на полосы.
Под идентификацией дефектов и повреждений подразумевается отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и т.п.). Идентифицируя дефект или повреждение, зная его природу, специалист в дальнейшем может определить причины появления неисправности и степень её влияния на ТС оборудования. Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования могут собираться и систематизироваться в иллюстрированных каталогах (таблица 5.1).
Таблица 5.1 – Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
 | Осповидное выкрашивание ролика подшипника |
|
 | Угловое смещение пятна контакта зубчатой передачи |
|
 | Хрупкое разрушение металла втулки зубчатой муфты |
|
Завершающая стадия заключается в дополнительном осмотре элементов оборудования для уточнения ранее полученных результатов и их регистрации в отчётных формах.
Регистрационные формы – это определённый порядок записи результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и т.п. На графических изображениях должны обозначаться точка начала осмотра и его направление, места расположения обнаруженных дефектов и повреждений.
Формализация результатов проведения осмотра осуществляется протоколом осмотра. В протоколе осмотра отражается то, что специалист имел возможным обнаружить при осмотре, в том виде, в котором обнаруженное наблюдалось. Выводы, заключения, предположения специалиста о причинах возникновения дефектов и повреждений остаются за рамками протокола и обычно оформляются отдельным актом или отчётом. Не заносятся в протокол и сообщения лиц о ранее обнаруженных отклонениях, а также произошедших до прибытия специалиста изменениях обстановки. Такие сообщения оформляются самостоятельными протоколами.
К составлению протокола осмотра надо подходить с учётом того, что он может выступать в качестве самостоятельного документа. В этих целях протокол составляется краткими фразами, дающими точное и ясное описание осматриваемых объектов. В протоколе употребляются общепринятые выражения и термины, одинаковые объекты обозначаются одним и тем же термином на протяжении всего протокола. Описание каждого объекта осмотра идёт от общего к частному (вначале даётся общая характеристика осматриваемого оборудования, его расположение на месте осмотра, а затем описывается состояние и частные признаки). Полнота описания объекта определяется предполагаемой значимостью и возможностью сохранения данных. Фиксируются все имеющиеся признаки дефектов и особенно те, которые могут быть со временем утрачены. Каждый последующий объект описывается после полного завершения описания предыдущего. Объекты, связанные между собой, описываются последовательно с тем, чтобы дать более точное представление об их взаимосвязи. Количественные величины указываются в общепринятых метрологических величинах. Не допускается употребление не-определённых величин («вблизи», «в стороне», «около», «рядом», «почти», «недалеко» и пр.). В протоколе отмечается факт обнаружения каждого из следов и предметов, в отношении каждого объекта указывается, что было с ним сделано, какие средства, приёмы, способы были применены. При описании оборудования и отдельных его элементов в протоколе приводятся ссылки на планы, схемы, чертежи, эскизы и фотографии. Каждый осматриваемый элемент оборудования должен иметь отдельную запись о результатах его осмотра. Выводы протокола должны содержать информацию о наличии и характере дефектов, а при невозможности его установления – о необходимости последующего проведения идентификации. [3]
Источник