Сварка кузовных деталей
Многие повреждения кузовов устраняют, используя газовую, ручную электродуговую, полуавтоматическую электродуговую в среде защитного углекислого газа, контактно-точечную и аргонно-дуговую сварку.
Газовая сварка применяется при ремонте кузовов для выполнения прихваток, нанесения латунных припоев в местах концентрации напряжений и ряда других операций. Недостатки газовой сварки – значительные коробления свариваемых деталей, их перегрев и трудоемкость доводки поверхности.
При газовой сварке используется газовая горелка, в которой смешиваются в определенных пропорциях кислород и ацетилен, давая при воспламенении пламя высокой температуры. Оба газа поступают по шлангам от газовых баллонов через редукторы, снижающие давление. Инжекторная горелка работает следующим образом. При открытии вентиля 9 для зажигания пламени кислород под давлением 50 …400 кПа (в зависимости от типа горелки) через трубку 3 и осевой канал инжектора с большой скоростью подается в смесительную камеру, создавая разряжение в канале. Благодаря этому горючее, поступающее к ниппелю под относительно малым давлением, подсасывается (инжектируется) в корпус горелки и далее, проходя снаружи инжектора, попадает в смесительную камеру. Образовавшаяся в смесительной камере горючая смесь, состав которой регулируют вентилями, выходит из горелки через мундштук и поджигается.
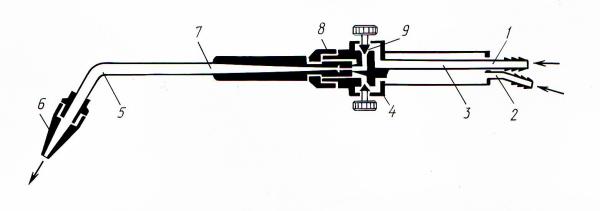
Рис. Газовая горелка:
1 – ниппель подачи кислорода; 2 – ниппель подачи горючего; 3 – трубка; 4 – корпус горелки; 5 – наконечник; 6 – мундштук; 7 – смесительная камера; 8 – инжектор; 9 – кислородный вентиль
Пламя направляется на свариваемый участок. когда металл плавится, к нему подносится стальной пруток, конец которого также расплавляется. С помощью прутка достигается необходимая толщина соединения в месте сварки. В процессе сварки газовую горелку передвигают вдоль обрабатываемой поверхности и одновременно подают пруток. Горелку располагают под наклоном вдоль оси сварного шва таким образом, чтобы пламя было направлено влево. Конец пламени удерживают на расстоянии около 1 мм от поверхности расплавленного металла. Перемещая горелку справа налево, наконечник наклоняют в сторону выполненного сварного шва, а струей пламени прогревают линию сварки. Сварку выполняют сплошным или точечным швом. Сварку точечным швом используют в качестве предварительной операции, предназначенной для прихватки двух соединяемых кромок.
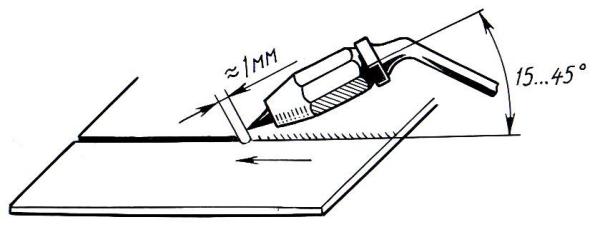
Рис. Положение сопла горелки относительно сварного шва
Ручная электродуговая сварка широкого применения при ремонте кузовов легковых автомобилей не находит, так как получить качественный сварной шов при соединении стальных листов толщиной 0,7…1,0 мм не представляется возможным. Однако для некоторых силовых элементов основания кузова с толщиной металла более 1 мм этот вид сварки может использоваться.
Электродуговая сварка более доступна из-за простоты процесса и оборудования и дешевле газовой. Кроме того, она вызывает незначительные коробления свариваемого металла, причем только в зоне сварного шва.
Качество сварного шва определяется диаметром электрода и силой тока, которые выбирают в зависимости от толщины соединяемых деталей. Перед сваркой кромки соединяемых деталей тщательно подгоняют друг к другу, а затем детали прихватывают вдоль шва. Силу тока для прихватки принимают несколько большую, чем для непрерывной сварки.
После зажигания дуги регулируют силу тока короткого замыкания, пока она не станет на 15…20 % больше требуемой силы рабочего тока. В процессе сварки поддерживают по возможности короткую дугу, устанавливая электрод под углом 10…15° к вертикали и продвигаясь вдоль шва без колебаний. Сварку, как правило, ведут слева направо.
При сварке металл электрода подается к свариваемой детали каплями, которые легче присоединяются к положительному полюсу, поэтому сварку производят на обратной полярности, т. е. электрод присоединяют к отрицательному полюсу. При этом исключено прожигание металла и выше качество сварного соединения благодаря более устойчивой дуге.
Полуавтоматическая электродуговая сварка в среде защитного углекислого газа получила наибольшее распространение при ремонте кузовов легковых автомобилей. Основные преимущества этого вида сварки:
- зона нагрева узкая, в связи с чем свариваемые детали не подвергается значительным тепловым деформациям
- не требуется тепловой изоляции околосварочной зоны
- лакокрасочное и противокоррозионное покрытия разрушаются в меньшей степени, снижается опасность их воспламенения
- улучшаются механические характеристики сварных швов (прочность, ударная вязкость) при соединении деталей
При этом виде сварки в зону дуги подают защитный газ 3, струя которого, обтекая электрическую дугу в зоне сварки, подается в зону сварки через отверстие мундштука 2 и предохраняет металл 5 от воздействия атмосферного воздуха, окисления и азотирования.
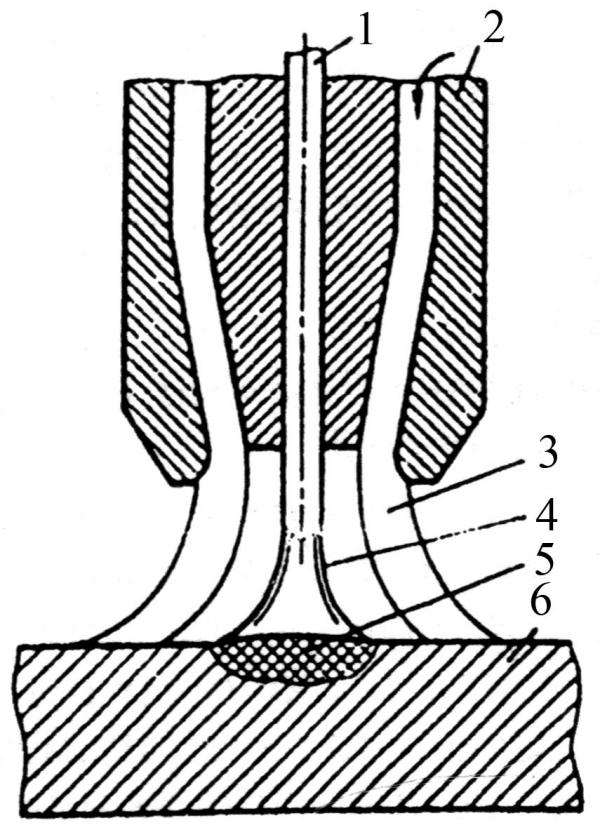
Рис. Схема сварки в углекислом газе:
1 – электрод; 2 – мундштук; 3 – защитный газ; 4 – электрическая дуга; 5 – наплавленный металл; 6 – деталь
В качестве защитного газа используют химически неактивные (инертные) газы – аргон, гелий или их смеси (способ MIG) либо активные газы – СО2 и различные газовые смеси, оказывающие химическое воздействие на расплавленный металл в зоне сварки (способ MAG). Способ MAG предназначен для сварки малолегированных и углеродистых сталей и благодаря высокой эффективности широко применяется при ремонте кузовов легковых автомобилей. Поскольку углекислый газ не является абсолютно нейтральным, с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок. Омеднение сварочной проволоки гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает хороший электрический контакт в токоподающем механизме аппарата и дает надежную дугу. Для сварки деталей кузова применяют проволоку диаметром 0,8 мм.
Сварку кузовов в среде углекислого газа производят с использованием полуавтоматов, которые позволяют сваривать листовой металл толщиной до 3 мм, сплошным прерывистым или точечным швом, а также по выполненным отверстиям.
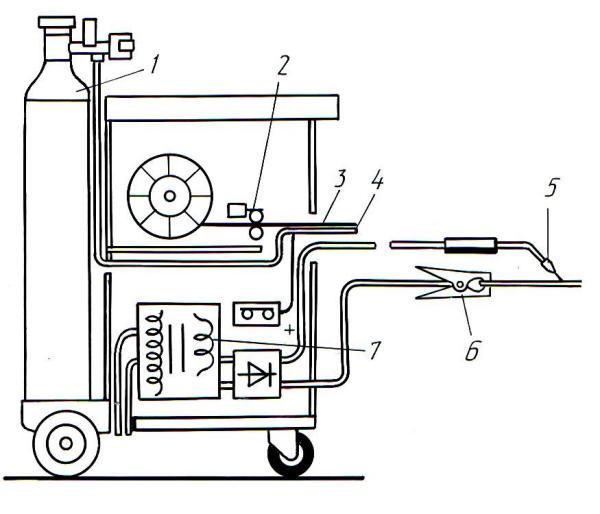
Рис. Схема полуавтомата для сварки в среде защитных газов:
1 – баллон с углекислотой; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор
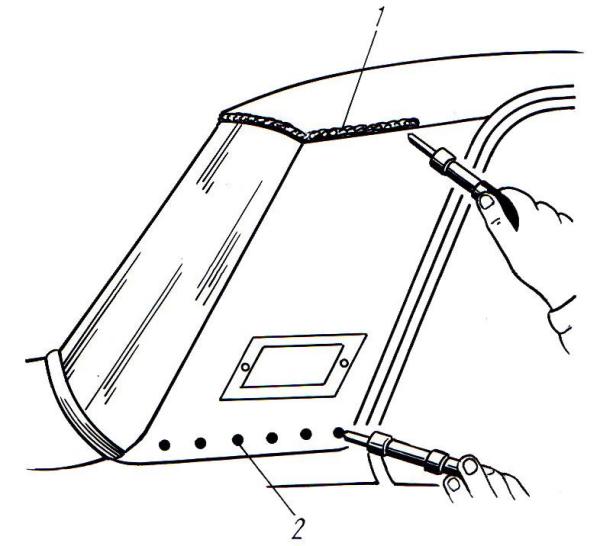
Рис. Виды сварки:
1 – сплошным швом; 2 – точечная
При сварке заземление соединяют с деталью кузова, подвергаемой сварке и выбирают вид сварки (точечная, сплошной шов и т. д.). Открывают кран баллона с углекислотой и включают полуавтомат. При контакте проволоки со свариваемой деталью она автоматически подается механизмом подачи, одновременно в горелку подается углекислота из баллона.
Аргонодуговая сварка применяется при ремонте деталей кузова из алюминиевых сплавов и титана. При этом способе сварки электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. В зону сварки подается защитный газ — аргон. Присадочный материал вводится в сварочную дугу в виде проволоки так же, как при газовой сварке. Аргон защищает расплавленный металл от окисления кислородом воздуха. Наплавленный металл получается плотным, без пор и раковин.
Режим сварки определяется двумя основными параметрами: диаметром электрода и силой тока. Диаметр вольфрамового электрода составляет 4…10 мм, а сила тока 100…500 А.
Контактная сварка – это процесс образования неразъемного соединения в результате нагрева металла проходящим электрическим током и пластической деформации зоны соединения за счет сжатия.
Она ведется различными способами, в том числе точечным. При нем детали соединяются по отдельным участкам касания, называемым точками.
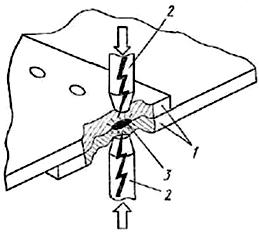
Схема контактно-точечной сварки:
1 – нахлестное соединение; 2 – электроды; 3 – литое ядро (точка)
При таком виде сварки свариваемые детали 1 собирают внахлестку и зажимают усилием между двумя электродами 2, подводящими ток большой силы (до нескольких десятков тысяч А) к месту сварки от трансформаторного источника переменного тока невысокого напряжения (3…8 В). Обычно для контактной сварки используют, способный в повторно-кратковременном режиме генерировать очень большой ток, порядка нескольких тысяч ампер, при очень незначительном напряжении, равном единицам вольт.
Детали нагреваются кратковременным (0,01..0,5) импульсом тока до появления расплавленного металла в зоне контакта. Нагрев сопровождается пластической деформацией металла и образованием литого ядра (сварной точки). Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактных деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. В связи с этим сечение электродов выполняется относительно большим, а материал электрода обладает большой тепло- и электропроводностью.
Сжатие и токоподвод осуществляются электродами либо с двух сторон соединения (двусторонняя сварка), либо со стороны одной из деталей (односторонняя сварка). Последняя используется редко, в основном, когда затруднен доступ к одной из сторон соединения. При этом для увеличения плотности тока в зоне сварки под соединяемые детали подкладывают токоподводящую медную пластину.
Для точечного соединения тонколистовых кузовных панелей внахлест применяются ручные аппараты контактной сварки, за характерный внешний вид получившие название «сварочные клещи». Их также можно использовать для временной прихватки панелей кузова и сварки тонких прутков крест-накрест.
Конструктивно они представляют собой компактный сварокузовных деталейчный трансформатор, снабженный рукояткой. Вторичная обмотка трансформатора заканчивается консольными держателями, в которых закрепляются электроды. Один из держателей на клещах обычно неподвижный, а другой имеет возможность перемещаться. Усилие сжатия создается рычажным механизмом.
Источник
Какой сваркой варить кузов авто
 Легковое авто – средство передвижения, необходимое для решения множественных задач. Кузов автомобиля – уязвимая составляющая его конструкции, со временем притягивающая к себе неисправности. Так, периодически образуется необходимость варить кузов (по сроку амортизации автомобиля, либо после ДТП). Прежде, чем приступить к работе, понадобится разобраться, какая сварка кузова автомобиля предпочтительнее и какой способ и оборудование выбрать?
Легковое авто – средство передвижения, необходимое для решения множественных задач. Кузов автомобиля – уязвимая составляющая его конструкции, со временем притягивающая к себе неисправности. Так, периодически образуется необходимость варить кузов (по сроку амортизации автомобиля, либо после ДТП). Прежде, чем приступить к работе, понадобится разобраться, какая сварка кузова автомобиля предпочтительнее и какой способ и оборудование выбрать?
Виды сварки для кузовного ремонта
ВНИМАНИЕ! Найден совершенно простой способ сократить расход топлива! Не верите? Автомеханик с 15-летним стажем тоже не верил, пока не попробовал. А теперь он экономит на бензине 35 000 рублей в год! Читать дальше»
- углекислотный полуавтомат;
- сварка инвертором.
Инверторная сварка требует большой точности и аккуратности в работе, а также отсутствует возможность работать с металлом толще 3 миллиметров.
Углекислотный полуавтомат является универсальным ремонтным средством для сварки основной части авто, к тому же вариантов исполнения моделей существует сегодня превеликое число. Углекислотный полуавтомат дает возможность варить кузов легкового авто на участках, где толщина металла достигает 6 миллиметров. Таким образом, появляется возможность легко производить ремонт и устранять самые различные недостатки металла, варить пороги и кузов авто, лонжероны, удалять дыры, варить крылья и выпрямлять вмятины.
Универсальное применение углекислотного оборудования было достигнуто за счет газа, эксплуатируемого оборудованием, — двуокиси углерода. Находясь под давлением, двуокись углерода подается в зону сварки, при этом вытесняя из нее воздух. Так металлическая поверхность избегает контакта с воздухом, а, следовательно, окисления. Предотвращение образования оксидной пленки на поверхности листа металла в будущем гарантирует качественное соединение (разумеется, если во время работы действия сварщика были квалифицированными).
Если в качестве альтернативы двуокиси углерода применять аргон, то можно варить даже цветные металлы, включая алюминий, нержавеющую сталь и др. Однако, в таком случае понадобится использовать присадочную проволоку из соответствующего обрабатываемой поверхности металла. Так, если варить алюминиевый лист рассматриваемой части авто, то припой должен будет содержать алюминий.
Починить кузов легкового автомобиля полуавтоматической сваркой достаточно сложно, но вполне возможно, если знать некоторые специфические шаги, алгоритмы действий, придерживаться советов и наставлений опытных профессионалов. Кузов автомобиля — ответственная составляющая, являющаяся основой. Какой должна быть подготовка? Данный вопрос должен интересовать каждого сварщика, желающего починить свой личный транспорт.
Подготовка оборудования и ремонт
Перед сваркой авто должна в обязательном порядке идти надлежащая подготовка. Ниже приведен порядок подготовки сварочного оборудования, представляющего собой углекислотный полуавтомат, а также сама работа по ремонту металлического листа.
Порядок действий
- Сначала питающая сеть проверяется на нагрузочную способность. Это необходимо выполнять из-за того, что полуавтомат представляет собой достаточно мощный электроприбор, удовлетворить требования по мощности которого не каждой сети под силу.
- Следующим образом полуавтомат понадобится оснастить присадочной проволокой, для чего надо будет снять сопло горелки, а затем – отвинтить медный наконечник газовой грелки, используя ключ.
- Далее применяется прижимной ролик с проволокой, производится установка нужной полярности рабочего тока. К примеру, при флюсовой сварке «плюс» устанавливается на зажим, а «минус» — на горелке. При использовании обыкновенной проволоки применяется обратная полярность.
- Теперь конец проволоки заводится на 20 сантиметров в подающий канал оборудования, удерживая припой от осыпания, подводится прижимной ролик. Проволока должна обязательном попасть в канавку на ведущем ролике.
- На проволоку надевается нужный медный наконечник, закручивается и устанавливается газовое сопло.
- Подключается углекислый газ, для чего понадобится установить редуктор на газовый баллон с углекислотой, а затем соединить посредством шланга редуктор и полуавтомат.
Исключительно по окончании выполнения всех вышеописанных процедур полуавтомат может быть подключен к сети, нажата клавиша на рукояти газовой горелки.
Сначала подается газ, а уже после неё производится подача проволоки и тока.
Сварочные работы
- При необходимости вырезается требуемый участок металла.
- Отрезок накладывается на поврежденное место, края зачищаются посредством наждачной бумаги.
- Диаметр присадочного материала должен соответствовать толщине обрабатываемой детали.
Сварочный процесс осуществляется с отрывом дуги, проводя катод с толстого материала на тонкий. Полученный шов простукивается молотком от образовавшегося шлака. Лучше варить кузов легкового автомобиля с шагом в 5 сантиметров стежками протяженностью 2 сантиметра. Такой вариант сварки будет крепче, нежели точечный способ. Варить кузов легкового авто стежками лучше в данном случае, поскольку жесткость кузова значительно увеличивается, при этом происходит уменьшение деформации металла на протяжении последующей эксплуатации. Особенно важно это при значительной нагрузке на авто.
Источник