Во время ремонта трубопровода ремонтируемая его часть должна быть
3.19. При внутреннем осмотре, чистке или ремонте влагомаслоотделителей, воздухосборников или других аппаратов их следует отключить от соответствующей сети заглушками с хвостовиками, полностью освобождать от оставшегося там газа или воздуха и продуть чистым воздухом в течение 10 мин <не менее).
Все люки аппарата во время нахождения внутри работающего следует открыть и весь апgарат непрерывно вентилировать.
Работника для работ внутри аппарата необходимо снабдить спецодеждой (комбинезоном) и защитными очками. Внутренний осмотр, чистку или ремонт аппарата следует производить не менее чем двумя работниками, из которых один должен находиться снаружи и непременно следить за состоянием работающего внутри.
Работы внутри аппарата могут производиться только по разрешению лица, ответственно за безопасную эксплуатацию, который должен проинструктировать работающих в соответствии с требованиями нормативно-технических документов по промышленной безопасности.
3.20. Применение открытого огня в помещении компрессорной станции не допускается.
Производство монтажных и ремонтных работ с применением открытого огня и электросварки в помещении компрессорной станции производится в соответствии с требованиями нормативно-технической документации на проведение этих работ.
3.21. Результаты ремонтных работ следует отражать в эксплуатационной документации а компрессорную установку.
3.22. Каждая компрессорная установка или группа однородных компрессорных установок оснащается следующей технической документацией:
а) паспортом (формуляром) на компрессорную установку;
б) схемой трубопроводов (сжатого воздуха или газа, воды, масла) с указанием мест установок задвижек, вентилей, влагомаслоотделителей, промежуточных и концевых холодильников, воздухосборников, контрольно-измерительных приборов, а также схемы электрокабелей, автоматики и т.п.; схемы вывешиваются на видном месте;
в) инструкцией (руководством) по безопасному обслуживанию компрессорной установки;
г) журналом учета работы компрессора;
д) журналом (формуляром) учета ремонтов компрессорной установки, в который следует также заносить результаты проверки сваренных швов;
е) паспортами-сертификатами компрессорного масла и результатами его лабораторного анализа;
ж) паспортами всех сосудов, работающих под давлением;
з) графиком ремонтов компрессорной установки;
и) журналом проверки знаний обслуживающего персонала.
3.23. Конструктивные изменения компрессоров, газопроводов, холодильников и прочей аппаратуры могут быть выполнены после согласования с заводом-изготовителем или специализированной организацией технической документации.
3.24. В качестве прокладочных материалов для соединений трубопроводов следует применять материалы, устойчивые к воздействию влаги, масла, а также температуры не менее чем на 50°С выше температуры газа в трубопроводе.
3.25. В устройстве наружных нагнетательных воздухогазопроводов следует исключая возможность их внутреннего обмерзания.
3.26. Необходимо предусматривать возможность свободного температурного расширения трубопровод предотвращающего его деформацию и разуплотнение соединений, а также возникновения дополнительных усилий на соединенное с ним оборудование.
3.27. На трубопроводы, проложенные вблизи теплоизлучающих аппаратов, следует наносить теплоизоляцию.
3.28. Трубопроводы следует прокладывать на расстоянии не менее 0,5 м от электрокабелей, электропроводов и другого электрооборудования.
3.29. Воздухопроводы и газопроводы следует укладывать с уклоном 0,005 в сторону линейных водоотделителей. Следует исключать образование застойных зон и участков, г могут скапливаться конденсат или масло.
3.30. На отдельных участках трубопроводов, где возможно скопление воды и масла, следует устанавливать линейные водоотделители с автоматической или ручной продувкой доступные для обслуживания.
Все устройства для удаления скапливающихся в воздухопроводе масла и воды необходимо регулярно проверять обслуживающим персоналом. В случае замерзания этих устройств отогревание их разрешается производить горячей водой, паром или горячим воздухом. Применение для этой цели открытого источника огня не допускается.
3.31. На воздухопроводах не допускается наличие глухих отводов и заглушенных штуцеров, способствующих скоплению и возможному самовоспламенению масляных отложений
3.32. Арматура, устанавливаемая на трубопроводах, должна быть доступна для удобно и безопасного обслуживания и ремонта.
3.33. Аппараты и трубопроводы с температурой поверхности выше +45°С, располагаемые на рабочих местах и в местах основных проходов, должны иметь тепловую изоляции Стенки цилиндров компрессора изоляции не подлежат.
3.34. Вентили, задвижки, клапаны должны быть в полной исправности и обеспечивающих возможность быстрого и надежного прекращения доступа воздуха или газа.
Арматуру следует пронумеровывать и наносить ясно видимые стрелки, указывающие направление вращения маховиков, а также стрелки, обозначающие «открыто» и «закрыто».
3.35. Техническое освидетельствование и техническое диагностирование оборудован следует проводить в соответствии с нормативно-технической документацией.
3.36. Пробное давление при гидравлическом испытании трубопроводов должно выдерживаться в течение 5 мин. после чего давление снижается до рабочего. При рабочем давлении производятся осмотр трубопровода и проверка сварных швов.
Результаты испытания считаются удовлетворительными, если во время испытания произошло падения давления по манометру, а в сварных швах, трубах, корпусах, арматуре т.п. не обнаружено признаков разрыва, течи и запотевания.
Трубопроводы, проложенные в непроходных каналах и давлением свыше 100 кгс/см, испытываются в соответствии с требованиями нормативно-технической документации.
При отрицательных температурах наружного воздуха гидравлические испытания производятся на горячей воде с немедленным сливом ее после испытания.
3.37. Записи проведенных чисток трубопроводов, текущего осмотра и ремонта, а также результаты пневматического и гидравлического испытания трубопроводов заносятся в журнал (формуляр) учета ремонта компрессорной установки с составлением актов (протоколов).
3.38. Во время ремонта трубопровода ремонтируемая его часть должна быть отсоединена от сети с обеих сторон и очищена от скопившихся осадков масла.
После ремонта и очистки необходимо удостовериться в том, что в трубопроводе не оста- лось каких-либо посторонних предметов.
Источник
Ремонт трубопроводов
В процессе эксплуатации трубопроводы изнашиваются от механического (в основном эрозионного), теплового и коррозионного воздействия. При ремонте выполняются следующие основные работы:
1) замена износившихся деталей и узлов или исправление их до соответствующих норм, допусков и размеров;
2) выверка трубопроводов, а в случае необходимости подгонка опор и подвесок;
3) модернизация или реконструкция трубопроводов с возможной унификацией сменных частей;
4) изоляция трубопроводов;
5) испытание на прочность и плотность;
6) окраска трубопроводов.
За 2 – 3 ч до разборки фланцевых соединений трубопроводов резьбовую часть крепежных деталей необходимо смочить керосином. Отворачивание гаек проводится в два приема: сначала все гайки ослабляются поворотом на 1 /8 оборота, затем отворачиваются полностью в любой последовательности. При разборке трубопроводов с целью замены прокладок весьма трудоемка раздвижка фланцев. Для раздвижки фланцев используются специальные приспособления.
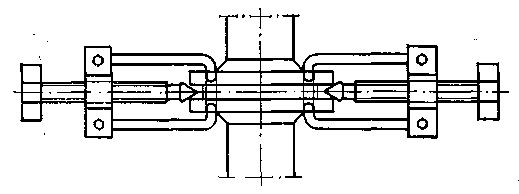
Рисунок – Винтовое приспособление для раздвижки фланцев
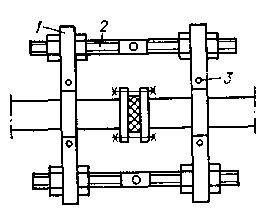
Рисунок – Приспособление для замены прокладки
1 – хомут; 2 – винт; 3 – болт.
Для вырезки прокладок применяются специальные приспособления.
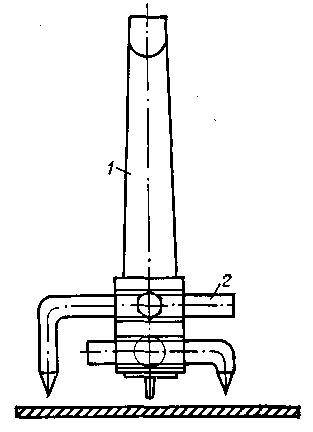
Рисунок – Приспособление для вырезки прокладок
1 – конус; 2 – нож.
При ремонте технологических трубопроводов изношенные участки заменяются новыми, дефектные сварные стыки удаляются, а вместо их ввариваются катушки. Перед удалением участка трубопровода необходимо закрепить разделяемые участки так, чтобы предупредить их смещение. Участок, подлежащий удалению, крепится в двух местах.
После демонтажа участка трубопровода свободные концы оставшихся труб необходимо закрыть пробками или заглушками. При установке нового участка его сначала укрепляют на опорах, а затем сваривают.
Сборка коллектора состоит из соединения отдельных участков, блоков (плетей), деталей и крепления его к опорам и подвескам. Отдельные узлы перед сборкой располагаются в цехе между аппаратами, насосами, арматурой. Сначала сборка выполняется «начерно», т.е. свариваемые детали соединяются прихваткой, фланцевые соединения собираются на монтажных болтах. После такой сборки и выверки горизонтальных и вертикальных участков осуществляется окончательная сварка стыков, а во фланцевых соединениях монтажные болты заменяются шпильками или постоянными болтами с окончательной их затяжкой. После этого трубопровод закрепляется на опорах.
Подъем и укладка узлов и деталей трубопроводов проводятся с помощью стационарных или передвижных грузоподъемных устройств. При сборке отдельных участков трубопроводов передача их веса на насосы и компрессоры должна быть исключена.
На вертикальных аппаратах заменяемые узлы и детали трубопроводов закрепляются стропами в двух местах для их подвешивания.
При подсоединении к другим узлам перестроповка исключается. Поднятый узел или деталь при помощи оправки подгоняется к присоединительному фланцу, а затем устанавливается прокладка и закрепляются все шпильки и болты. После проведения указанных операций стропы снимаются. Если новый узел трубопровода присоединяется на сварке, то стропы снимаются после приварки его первым швом.
При ремонте фланцевых соединений зеркало фланца, находившегося в эксплуатации, очищается от старой прокладки, следов коррозии и т.д.
Перпендикулярность уплотнительной поверхности фланца к оси трубы проверяют при помощи специального приспособления.
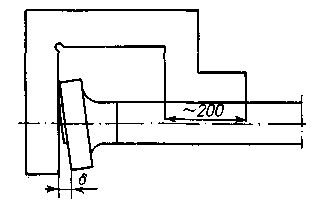
Рисунок – Проверка перпендикулярности уплотнительной поверхности фланца
При ремонте межцеховых трубопроводов замена изношенных участков надземных трубопроводов может выполняться потрубно. Возможна также сборка участков из секций, которые собирают и сваривают из отдельных труб и их элементов вблизи трассы или в трубозаготовительной мастерской. В условиях эстакад, насыщенных большим количеством трубопроводов, ремонт становится более сложным. В этом случае замена изношенных участков или прокладка дополнительных линий возможна лишь отдельными трубами небольшой длины. Трубы поднимаются краном или лебедкой и через верх или бок эстакады заводятся на место. Сборка ведется в направлении, противоположном уклону трубопровода. При укладке трубопроводов на эстакадах, в каналах или лотках окончательное закрепление начинают с неподвижных опор.
При замене участков трубопроводов, работающих при высокой температуре, а также при прокладке дополнительных линий проводится растяжка компенсаторов температурных удлинений.
Растяжка компенсаторов осуществляется с помощью специальных приспособлений, вместе с которыми компенсатор монтируется. После закрепления концов трубопровода на неподвижных опорах приспособление удаляется.
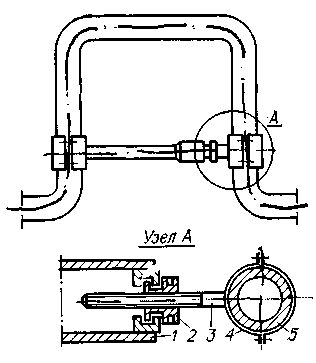
Рисунок – Винтовое приспособление для растяжки компенсаторов
1 – распорка; 2 – натяжная гайка; 3 – винт; 4 – хомут; 5 – труба.
Линзовые компенсаторы устанавливаются на трубопроводах, имеющих продольное и поперечное перемещения. Для предотвращения разрыва линз при сдвиге трубопровода в поперечном направлении на компенсаторах ставятся стяжки. Линзовые компенсаторы растягиваются на половину их компенсирующей способности.
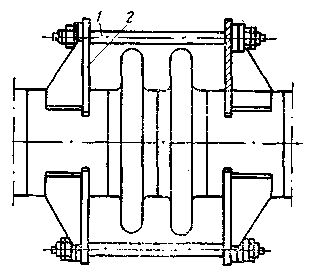
Рисунок – Линзовые компенсаторы со стяжками
1 – тяга; 2 – лапа.
При ремонте трубопроводов, уложенных в грунт, выполняются следующие основные работы:
1) вскрытие засыпанных траншей; отсоединение участков трубопроводов;
2) подъем этих участков на поверхность;
3) очистка наружной поверхности от следов коррозии и остатков старой антикоррозионной изоляции;
4) замена изношенных участков трубопроводов новыми;
5) наложение новой изоляции;
6) укладка трубопровода в траншею.
При наличии мелких повреждений (трещины, раковины, потения и т.д.) трубопровод из работы не выключается. При нетоксичных продуктах ремонт осуществляется наваркой заплат. Разрывы стыков и крупные трещины временно изолируются наложением хомутов. После освобождения трубопровода от продукта поврежденные места вырезаются и ввариваются катушки.
Трубопроводы диаметром до 300 мм, уложенные на глубине не более 1,2 м, ремонтируются с подъемом и укладкой их над траншеей на лежаки. При диаметре более 300 мм ремонт осуществляется непосредственно в траншее с подъемом трубопроводов на высоту 60 – 70 см от дна траншеи с укладкой их на лежаки.
Основным видом ремонта подземных трубопроводов является замена изношенного участка новым. При этом способе извлеченный из траншеи трубопровод разрезается на отдельные части и увозится на ремонтную базу. Новая секция вваривается в коллектор. При подъеме и опускании трубопровода в траншею наиболее напряженные сварные стыки усиливают муфтами или планками. Для лучшего прилегания планок к трубопроводу в середине планок делается выгиб. При усилении муфтами их длина принимается равной 300 мм для труб диаметром 200 – 377 мм и 350 мм для труб диаметром 426 – 529 мм. Диаметр муфты принимается на 50 мм больше диаметра трубопровода. Толщина стенки муфты и трубопровода должна быть одинакова. Допускаемый зазор между муфтой и трубой составляет 2 мм.
При ремонте иногда нужно подключиться к действующим трубопроводам соседних цехов. Такая необходимость возникает и при подключении нового аппарата к действующим цеховым трубопроводам. Подобные врезки чаще всего осуществляются в период остановочных ремонтов. Врезка в действующий трубопровод выполняется с использованием специального приспособления. К трубопроводу в месте врезки подгоняется и приваривается патрубок с фланцем. К этому фланцу на шпильках присоединяется задвижка требуемой серии. К задвижке на фланце крепится приспособление, состоящее из сверла и коронки, на которой укреплены резцы, шток, сальник, грундбукса, упорный шарикоподшипник и штурвал. Вращением коронки при помощи штурвала в стенке основного трубопровода вырезается отверстие требуемого диаметра. После этого шток с коронкой поднимается выше клинкета задвижки и последняя закрывается. Затем с задвижки снимается приспособление и к отводящему патрубку присоединяется новый трубопровод.
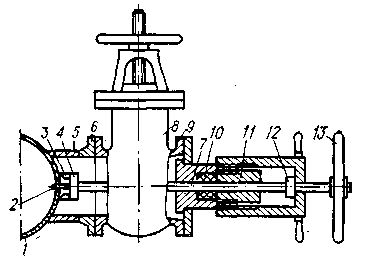
Рисунок – Приспособление для врезки отвода в действующий трубопровод
1 – трубопровод; 2 – сверло; 3 – резец; 4 – коронка; 5 – патрубок; 6,9 – фланцы;
7 – шток; 8 – задвижка; 10 – сальник; 11 – грундбукса;
12 – упорный шарикоподшипник; 13 – штурвал.
После окончания капитального ремонта трубопроводов проводятся проверка качества работ, промывка или продувка, а затем испытание на прочность и плотность. Технологическая аппаратура перед испытанием отключается, концы трубопровода закрываются заглушками. Заглушаются все врезки для контрольно-измерительных приборов. В наиболее низких точках ввариваются штуцеры с арматурой для спуска воды при гидравлическом испытании, а в наиболее высоких – воздушки для выпуска воздуха. В начальных и концевых точках трубопровода устанавливаются манометры с классом точности измерения не ниже 1,5.
Гидравлическое испытание на прочность и плотность обычно проводится до покрытия тепловой и антикоррозионной изоляцией. Величина испытательного давления должна быть равна 1,25 максимального рабочего давления, но не менее 0,2 МПа для стальных, чугунных, винипластовых и полиэтиленовых трубопроводов. Давление при испытании выдерживается 5 мин. После этого оно снижается до рабочего значения. Трубопровод тщательно осматривается. Сварные швы обстукиваются легким молотком. После проведения испытания открываются воздушки и трубопровод полностью освобождается от воды.
Пневматическое испытание осуществляется воздухом или инертным газом. При этом выдерживается давление, равное 1,25 максимального рабочего давления, но не менее 0,2 МПа для трубопроводов из стали.
Испытание на прочность чугунных и пластмассовых надземных трубопроводов не проводится. Пневматическое испытание трубопроводов на прочность не проводится также в действующих цехах, на эстакадах, в каналах, т.е. там, где находятся действующие трубопроводы. Газопроводы, работающие при давлении до 0,1 МПа, испытывают давлением, которое устанавливается проектом.
Источник