Лекция №9. Способы ремонта деталей
Причины нарушения и методы восстановления работоспособности сопряжений. В процессе работы элементы сопряжений изнашиваются, т.е. изменяются их структурные параметры, к которым относятся: шероховатость поверхности; геометрическая форма; размер рабочей поверхности.
Совокупность измерений перечисленных параметров приводит к изменению основного структурного параметра сопряжения – зазора, а также к нарушению взаимного расположения деталей. При достижении предельной величины зазора сопряжение теряет работоспособность. Для восстановления работоспособности необходимо обеспечить первоначальный зазор, т.е. посадку сопрягаемых деталей, что осуществляется тремя методами:
1) без изменения размеров деталей;
2) изменением первоначальных размеров;
3) восстановлением первоначальных размеров.
Восстановление посадки без изменения размеров деталей осуществляется следующими способами: регулировкой зазора, заменой одной из изношенных деталей или перестановкой ее в дополнительную рабочую позицию.
Метод восстановления посадки изменением первоначальных размеров деталей осуществляется следующими способами: применением ремонтных размеров; использованием дополнительных ремонтных деталей.
Метод восстановления посадки доведением размеров сопрягаемых деталей до первоначальных величин обеспечивает наиболее полное восстановление начальных структурных параметров сопряжения. При этом полностью восстанавливается его работоспособность.
Классификация способов ремонта изношенных деталей. На ремонтных предприятиях нефтяной и газовой промышленности широко применяют различные способы ремонта деталей, обеспечивающие восстановление нарушенных при эксплуатации посадок в сопряжениях, механической прочности, износостойкости и коррозионной стойкости.
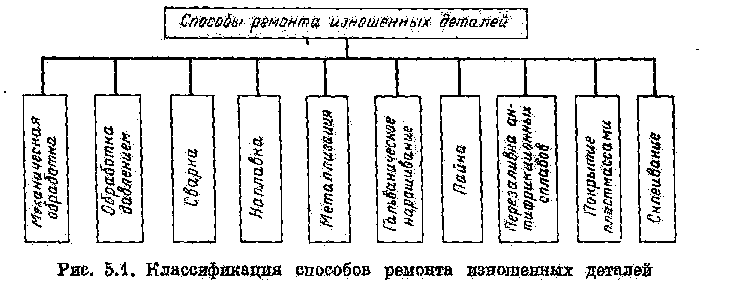
Рисунок 9.1 – Классификация способов ремонта изношенных деталей
Долговечность отремонтированной детали зависит от того, в какой степени изменились первоначальные физико-механические свойства детали и особенно ее рабочей поверхности. Предпочтительнее применять способы ремонта, не снижающие основных физико-механических и эксплуатационных характеристик детали, в частности, усталостной прочности, и если это невозможно, то следует изменять их в минимальной степени.
На рис. 9.1 приведена классификация способов ремонта изношенных деталей.
Восстановление первоначальных размеров детали в основном осуществляется двумя путями:
1) наращиванием изношенной поверхности;
2) пластическим деформированием изношенной детали.
Ремонт деталей механической обработкой.Способ ремонтных размеров. Сущность способа ремонтных размеров заключается в том, что одну из изношенных деталей сопряжения, обычно более трудоемкую, подвергают механической обработке до заранее установленного ремонтного размера с целью придания ей правильной геометрической формы и получения требуемой шероховатости поверхности, а другую деталь заменяют новой или заранее отремонтированной до этого же ремонтного размера, что обеспечивает первоначальную посадку в сопряжении.
В паре вал — подшипник ремонтные размеры сопрягаемых поверхностей будут меньше, а в паре цилиндр — поршень больше первоначальных размеров.
Применяют свободные и стандартные ремонтные размеры.
В качестве свободного ремонтного размера принимается ближайший размер ремонтируемой детали, позволяющий получить требуемую геометрическую форму и шероховатость поверхности.
Преимуществами свободных ремонтных размеров являются минимальная трудоемкость механической обработки и максимальное количество ремонтных размеров.
Недостатки этого способа: 1) нельзя изготовить другую деталь сопряжения, пока не отремонтирована более трудоемкая; 2) исключается взаимозаменяемость деталей.
Стандартные ремонтные размеры устанавливают заблаговременно, определяют их количество и численные значения. Под эти размеры выпускаются комплекты запасных частей.
Для определения ремонтных размеров пары вал — подшипник рассмотрим следующие два случая:
1) износ вала равномерный по окружности (рис. 5.2, а);
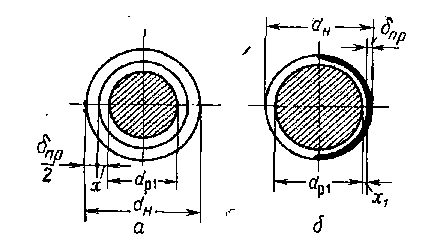
Рисунок 9.2 – Ремонт деталей способом
2) износ вала односторонний (рис. 5.2, б).
Вал с равномерным износом ремонтируется механической обработкой (при наличии на изношенной поверхности царапин, рисок и т.п.), либо (при хорошем качестве изношенной поверхности) простой заменой сопряженной детали деталью с ремонтными размерами.
Ремонтные размеры шейки вала определяются из следующих соотношений:
I ремонтный размер

II ремонтный размер
 (9.1)
(9.1)
III ремонтный размер
где dн — первоначальный диаметр вала, мм; ‘dpl, dp2, dp3 — ремонтные размеры вала, мм;  — максимальная величина износа вала на диаметр, мм;х — припуск на сторону на механическую обработку для получения ремонтного размера, мы; w — ремонтный интервал, мм
— максимальная величина износа вала на диаметр, мм;х — припуск на сторону на механическую обработку для получения ремонтного размера, мы; w — ремонтный интервал, мм
 (9.2)
(9.2)
При назначении числа ремонтных размеров следует учитывать, что изменение размеров детали уменьшает ее прочность, жесткость и в некоторых случаях приводит к увеличению удельных нагрузок.
Число ремонтных размеров для валов
 (9.3)
(9.3)
Где d — предельно допустимый наименьший размер вала, мм.
— предельно допустимый наименьший размер вала, мм.
При восстановлении шейки вала с односторонним износом необходима механическая обработка для придания изношенной детали правильной геометрической формы и удаления дефектного поверхностного слоя. В этом случае ремонтные размеры шейки вала будут:
 (9.4)
(9.4)
Величина  определяется из уравнения
определяется из уравнения
 (9.5)
(9.5)
где S  — максимально допустимый зазор в сопряжении, мм; Sнач — начальный зазор в сопряжении, мм; е — коэффициент, учитывающий, во сколько раз подшипник изнашивается быстрее, чем вал;
— максимально допустимый зазор в сопряжении, мм; Sнач — начальный зазор в сопряжении, мм; е — коэффициент, учитывающий, во сколько раз подшипник изнашивается быстрее, чем вал;  — износ подшипника, мм. Для регулировки зазора в подшипниках скольжения обычно применяют прокладки, постепенно удаляемые по мере изнашивания деталей для доведения зазора до величины Sнач. Обозначив общую толщину прокладок буквой т, получим:
— износ подшипника, мм. Для регулировки зазора в подшипниках скольжения обычно применяют прокладки, постепенно удаляемые по мере изнашивания деталей для доведения зазора до величины Sнач. Обозначив общую толщину прокладок буквой т, получим:
 (9.6)
(9.6)
 (9.7)
(9.7)
Для внутренних цилиндрических поверхностей расчетные формулы для первых и последующих ремонтных размеров будут следующие:
при равномерном износе
 (9.8)
(9.8)
при одностороннем износе
 (9.9)
(9.9)
где Dн — первоначальный размер отверстия, мм; .D , D
, D D
D  — ремонтные размеры отверстия, мм.
— ремонтные размеры отверстия, мм.
Положительными сторонами способа ремонтных размеров являются: увеличение срока службы и простота технологии ремонта более дорогой и трудоемкой детали сопряжения; возможность заранее организовать изготовление заменяемых деталей сопряжения, что позволяет сократить сроки ремонта и снизить его стоимость.
К отрицательным сторонам этого способа следует отнести необходимость в замене сопряженной детали; наличие нескольких ремонтных размеров деталей, что помимо эксплуатационных неудобств вызывает необходимость иметь лишний резерв запасных частей. Несмотря на эти недостатки, ремонт крупных и дорогих деталей бурового и нефтегазопромыслового оборудования часто производят способом ремонтных размеров.
Способ ремонтных размеров применяют при ремонте цилиндров компрессоров и двигателей внутреннего сгорания, цилиндровых втулок поршневых насосов, шеек коленчатых валов, зубчатого венца стола ротора и других деталей.
Способ дополнительных ремонтных деталей.Этот способ заключается в использовании дополнительных ремонтных деталей, которые закрепляют непосредственно на изношенной поверхности.
Толщина дополнительных ремонтных деталей обычно значительно превышает величину износа ремонтируемой детали, в связи с чем перед установкой дополнительной детали необходимо удалить с изношенной поверхности слога металла.
Пользуясь этим способом при восстановлении концевой шейки вала, обрабатывают шейку до меньшего размера, если позволяет механическая прочность, и напрессовывают дополнительную втулку, а затем производят ее механическую обработку до первоначального размера и требуемой шероховатости поверхности. Возможно дополнительное крепление втулки на валу штифтами, резьбовыми стопорами или электросваркой.
При восстановлении шейки в средней части вала используют две полувтулки, которые устанавливают на предварительно обработанную шейку, крепят штифтами или сваркой, а затем производят их механическую обработку по наружной поверхности.
Изношенные отверстия растачивают под больший размер и запрессовывают ремонтную втулку, которую обрабатывают до номинального размера отверстия детали. Толщина стенок ремонтных втулок из стали должна быть не менее 2—2,5 мм, из чугуна 4—4,5 мм.
Добавочные ремонтные детали могут быть изготовлены заранее.
Недостаток рассматриваемого способа ремонта заключается в уменьшении механической прочности основной детали, вследствие механической обработки.
Способ замены части детали.Этот способ заключается в удалении изношенной части детали и присоединении вместо нее дополнительной детали. Заменяемая часть детали соединяется с основной при помощи сварки, резьбы, клея или других способов, после чего производится ее окончательная механическая обработка для получения требуемой точности и шероховатости поверхности.
К недостаткам способа следует отнести сложность подобного ремонта для термически обработанных деталей.
Ремонт деталей давлением. Ремонт деталей давлением заключается в восстановлении первоначальных размеров рабочих поверхностей пластическим деформированием за счет перераспределения материала детали. В процессе деформирования материал детали вытесняется с нерабочих участков на изношенные поверхности, в результате чего восстанавливаются форма и размеры этих поверхностей.
При ремонте деталей давлением необходимо, чтобы выполнялись следующие основные требования:
1) наличие запаса материала на нерабочих участках ремонтируемой детали;
2) достаточная пластичность материала;
3) механические свойства отремонтированной детали должны быть не ниже, чем у новой;
4) объемы механической и термической обработки должны быть минимальными;
5) при ремонте этим способом закаленных или поверхностно-упрочненных деталей необходимо предварительно произвести отпуск или отжиг детали.
состав металла, характер структуры, содержание примесей и размер зерна. Наибольшей пластичностью обладают химически чистые металлы. Уменьшение размера зерна приводит к увеличению сопротивления деформированию, особенно в холодном состоянии.
Температура нагрева детали в значительной мере влияет на сопротивление деформированию. Детали из бронзы, латуни, малоуглеродистых сталей с содержанием углерода до 0,3% можно деформировать в холодном состоянии, детали из высокоуглерис-
етали из непластичных материалов, например из чугуна, а также детали с малыми запасами прочности и сложной конфигурации ремонтировать давлением невозможно. На процесс пластического деформирования детали большое влияние оказывают химический
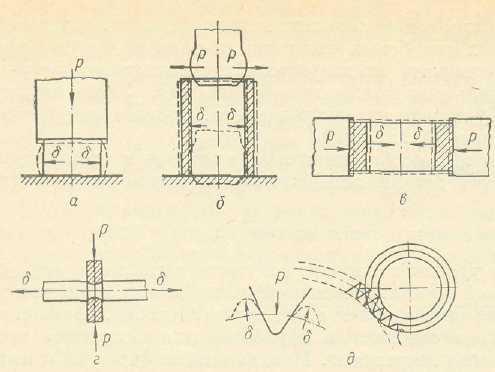
Рисунок 9.3 – Ремонт деталей давлением
тых сталей — только в горячем состоянии. Для ремонта деталей давлением рекомендуется пользоваться прессами, допускается применять молоты.
На рис. 9.3 представлены схемы различных видов ремонта давлением изношенных деталей: осадка, раздача, обжатие, вытяжка и накатка.
Осадка (см. рис. 9.3, а) применяется для увеличения наружных размеров сплошных и полых деталей и уменьшения внутренних размеров полых деталей за счет снижения их высоты. При осадке направление внешней силы Р, действующей по вертикальной оси детали, не совпадает с направлением деформации  .
.
Раздача (см. рис. 9.3, б) применяется для увеличения наружных размеров детали при сохранении или незначительном изменении ее высоты. В этом случае направление действующей силы Р совпадает с направлением требуемой деформации  , и металл перемещается от центра к периферии.
, и металл перемещается от центра к периферии.
Обжатие (см. рис. 9.3, в) используется для уменьшения размера внутренней поверхности полой детали за счет уменьшения размера ее наружной поверхности. При обжатии направление действующей силы совпадает с направлением требуемой деформации  , происходит перемещение металла от периферии к центру.
, происходит перемещение металла от периферии к центру.
В ы т я ж к а (см. рис. 9.3, г) применяется для увеличения длины детали за счет местного сужения ее поперечного сечения на небольшом участке. При вытяжке направление действующей силы Р не совпадает с направлением требуемой деформации  .
.
Накатка (см. рис. 9.3, д) применяется для увеличения наружных или уменьшения внутренних размеров детали за счет выдавливания металла на отдельных участках поверхностей. При накатке направление действующей силы Р противоположно направлению требуемой деформации  .
.
Правка применяется для восстановления формы деформированных деталей. При правке направление действующей силы Р совпадает с направлением деформации  . Применяется правка статическим нагружением и наклепом. Правку статическим нагружением осуществляют на прессах. Ее недостатками являются трудность получения стабильной формы из-за обратного последействия, снижение усталостной прочности и уменьшение несущей способности детали. Для стабилизации правки статическим нагружением применяют нагрев или двойную правку, т.е. деталь перегибают в противоположную сторону, а затем повторной правкой ее выпрямляют.
. Применяется правка статическим нагружением и наклепом. Правку статическим нагружением осуществляют на прессах. Ее недостатками являются трудность получения стабильной формы из-за обратного последействия, снижение усталостной прочности и уменьшение несущей способности детали. Для стабилизации правки статическим нагружением применяют нагрев или двойную правку, т.е. деталь перегибают в противоположную сторону, а затем повторной правкой ее выпрямляют.
Правка деталей наклепом, в отличие от статического нагружения, позволяет вести процесс в требуемом направлении и на любом участке детали.
Правку наклепом обычно осуществляют пневмомолотками. Затем обязательно проверяют детали на отсутствие трещин.
Преимуществами ремонта деталей давлением являются высокое качество восстановления, использование стандартного оборудования, отсутствие потребности в наращивании металла, т. е. экономичность процесса.
Недостатки способа — ограниченная номенклатура ремонтируемых деталей, необходимость в некоторых случаях в повторной термической обработке и потребность в специальной оснастке для ремонтируемых деталей каждого типоразмера.
На ремонтных предприятиях нефтяной и газовой промышленности указанный способ используют для ремонта изношенных бронзовых втулок подшипников скольжения, шестерен (осадка), различных полых деталей (раздача и обжатие), шеек валов под подшипники качения (накатка), для правки изогнутых и скрученных валов, штанг и труб.
Литература: 2 осн. 42, 3 осн. 119, 7 доп. 34.
1. Какие методы восстановления сопряжения знаете?
Источник