- Восстановление деталей под ремонт
- Способы восстановления деталей
- Виды способов восстановления изношенных деталей
- Слесарно-механический способ восстановления
- Восстановление способом наплавки и сваркой
- Виды наплавки цилиндрических поверхностей
- Пластическое деформирование восстанавливаемых деталей
- Электрохимические способы реставрации деталей
- Покрытие неметаллами
- Пайка изношенных деталей
- Восстановление деталей ремонтными размерами и дополнительными ремонтными деталями
- Восстановление деталей дополнительными ремонтными деталями
Восстановление деталей под ремонт
В авторемонтном производстве широко применяется восстановление деталей под ремонтный размер. Этот способ прост в осуществлении и доступен не только для стационарных ремонтных предприятий, но и для подвижных ремонтных мастерских. Сущность способа восстановления деталей под ремонтный размер состоит в том, что с поверхности одной из деталей (более дорогостоящей, как правило,— базовой) снимается слой металла — припуска на устранение искажения геометрической формы, и получают новый ремонтный размер: меньшего диаметра для вала и большего для деталей класса «полые цилиндры» по отношению к номинальному размеру диаметра детали. Другая сопряженная деталь заменяется новой, имеющей тот же ремонтный размер. Для обеспечения посадки деталей в сопряжении (зазора или натяга) базовую восстанавливаемую деталь необходимо восстанавливать с учетом обеспечения зазора или натяга при сопряжении деталей. Ремонтный размер диаметра гильзы цилиндра больше ремонтного размера поршня того же ремонтного размера на величину зазора.
Ремонтные размеры подразделяются на стандартные, свободные (пригоночные) и регламентированные.
Рекламные предложения на основе ваших интересов:
Рис. 15. Методы и виды механической обработки деталей
Стандартные (категорийные) ремонтные размеры — это такие отличные от номинальных размеры деталей, которые определяются ремонтными размерами сопряженных деталей, выпускаемых заводами-изготовителями машиностроительного производства. Так, выпускаемые заводами промышленности поршни и кольца определяют ремонтные размеры гильз цилиндров и цилиндров блоков ДВС и компрессоров; вкладыши коленчатого вала — ремонтные размеры шеек коленчатого вала. Стандартные (категорийные) ремонтные размеры указываются в «Технических условиях на контроль, сортировку и восстановление деталей».
Свободные ремонтные размеры, получаемые механической обработкой детали до получения правильной геометрической формы и требуемой шероховатости поверхности, по размерам строго не регламентируются, и их размеры ограничиваются только минимальной величиной. Посадка сопряженной детали (зазор) достигается путем выполнения регулировочных работ. Например, кулачки распределительного вала восстанавливаются шлифованием по копиру под свободный ремонтный размер. Компенсация увеличения зазора между клапанами и носками коромысел достигается за счет уменьшения его регулировочным болтом. Минимальный размер кулачка ограничивается величиной выступа тыльной части кулачка над поверхностью вала (0,05 мм). Под свободный ремонтный размер восстанавливаются изношенные поверхности фасок тарелок, седел и торцов клапанов, нажимные диски сцепления и другие детали.
Схема восстановления ремонтных размеров вала и гильзы цилиндра ДВС показана на рис. 16. Минимальный размер диаметра вала и максимальный размер диаметра отверстия цилиндра определяются прочностью вала или стенок цилиндра и минимальной толщиной слоя термической обработки поверхностного слоя детали. Восстановление деталей под ремонтный размер осуществляется в соответствии с разработанными рабочими технологическими процессами.
Для восстановления базовых деталей ДВС — гильз цилиндров и шеек коленчатых валов — механической обработкой под ремонтный размер расчет производят в следующей последовательности:
– определяют наибольший и наименьший размеры диаметров гильз цилиндров и шеек коленчатого вала; на основании ТУ на контроль, сортировку и восстановление деталей по наибольшему размеру диаметра цилиндра и наименьшему размеру диаметра шеек коленчатого вала определяют ближайший ремонтный размер;
– после выбора ремонтного размера определяют режимы обработки растачиванием, скорость резания, глубину резания, подачу, частоту вращения шпинделя, число проходов и основное машинное время.
Скорость резания ир определяется по табличным данным в зависимости от вида обрабатываемого материала и по графику в зависимости от необходимой шероховатости поверхности детали.
К режимам шлифования относятся окружная скорость вращения шлифовального круга, поперечная и продольная подачи. Поперечная подача (глубина шлифования) выбирается по справочникам и находится в пределах 0,05- 0,08 мм в зависимости от материала и размера детали. Продольная подача (путь перемещения шлифовального круга за один его оборот), скорость шлифования и частота вращения шлифовального круга определяются аналогично точению.
Рис. 16. Восстановление деталей под ремонтный размер
Перспективные направления совершенствования механической обработки и повышения качества восстанавливаемых деталей.
Совершенствование механической обработки осуществляется по трем направлениям:
– совершенствование технологических процессов восстановления деталей;
– применение в ремонтном производстве современного высокопроизводительного промышленного и специализированного оборудования;
-применение новых методов обработки деталей и новых видов инструмента.
Технологические процессы совершенствуются путем повышения точности обработки деталей, при оснащении оборудования подшипниками, не подлежащими износу (например, подшипниками с воздушной смазкой, гидравлической смазкой), повышения производительности технологических процессов (увеличение скоростей резания при обработке деталей резанием, сокращение вспомогательного времени) внедрения плазменно-механической обработки деталей.
В авторемонтном производстве в настоящее время применяется следующее высокопроизводительное оборудование с числовым программным, управлением: токарно-винторезные станки с ЧПУ типа 16К20Т в комплекте с роботами; фрезерные станки с ЧПУ; станки типа «обрабатывающий центр»; многошпиндельные алмазно-расточные станки с наладочным устройством и ЧПУ типа 1295 и 1296; специальные станки для шлифования коленчатых валов с гидропередачей шлифовальной бабки и гидроприжимом типа 3B423; специальные копировальные станки для восстановления кулачков распределительных валов типа 3M423 и гибкие автоматизированные линии ГАП.
Внедрение в авторемонтное производство новых методов механической обработки позволяет повысить эффективность процессов восстановления деталей. К этим методам относятся резание, совмещенное с пластическим деформированием и действием электроэрозии; резание, совмещенное с действием магнитного поля — магнитно-абразивное полирование; холодное пластическое деформирование — раскатывание, обкатывание, выглаживание, виброобкатывание и т. д.
Совершенствование механической обработки при применении новых видов инструмента достигается резцами, шлифовальными кругами, хонинговальными брусками, полировальными лентами, пастами из синтетических материалов (кубического нитрида бора— эльбора-3), алмазами, съемными твердосплавными пластинами из вольфрамовых ТН-20 и термита.
Источник
Способы восстановления деталей
Любой механизм изнашивается как в процессе эксплуатации, так и без неё – примером служит коррозионный износ. Для восстановления его исправности и работоспособности проводят комплекс операций, называемый ремонтом. Сегодня существуют разные способы восстановления деталей. Металлообработка — один из способов решения.
Виды способов восстановления изношенных деталей
Выделяют две группы основных способов восстановления изношенных деталей:
1. Слесарно-механический (индивидуальной подгонки);
2. Восстановление первоначальных размеров или устранения дефектов без замены поврежденных деталей методами:
- наплавки и сварки;
- пластического деформирования;
- нанесения металлических и неметаллических покрытий;
- пайкой.
Слесарно-механический способ восстановления
Особенностью данного способа является восстановление формы и взаимного расположения поверхностей без воссоздания первоначальных размеров.
Поставленные цели достигаются двумя путями:
- обработкой обеих сопрягаемых деталей;
- обработкой одной (как правило, более дорогой и сложной) детали;
- взамен второй устанавливается серийно произведённая ремонтная или новая.
Например, при механическом способе восстановлении деталей автомобильного двигателя блок цилиндров и коленчатый вал обрабатываются до ближайшего ремонтного размера, а сопряженные – поршни, поршневые кольца, вкладыши – заменяются на новые. Ремонтные размеры устанавливает завод-изготовитель. Он же, как правило, выпускает сменные изделия.
При слесарно-механическом способе восстановления деталей выделяют такие операции:
- шлифовальные работы (машинное и ручное);
- шабровка по плите и калибрам;
- опиловка;
- притирка;
- доводка.
Восстановление способом наплавки и сваркой

Восстановление деталей сваркой и наплавкой относится к самым распространённым методам.
При наплавке последовательно выполняются следующие операции.
Обработка изношенной поверхности, целью которой является удаление пограничного слоя наплавленного металла из зоны обработки.
Наплавка поверхности с припуском, достаточным для дальнейшей обработки.
Обработка наплавленной поверхности в соответствии с требованием чертежа.
Виды наплавки цилиндрических поверхностей
В случаях, когда износ механизма превышает нормы, установленные заводом изготовителем, может использоваться другой вариант.
Удаление повреждённой части механическим путем.
Изготовление нового изделия и приваривание его на место удалённого.
Термическая обработка (при необходимости).
Окончательная механическая обработка.
Сварка широко используется при ремонте корпусных деталей, в которых образовались трещины. Технологический процесс включает в себя несколько операций:
- Определение направления трещины.
- Засверливание металла на расстоянии 6 – 10 мм от видимого конца трещины.
- Выборка трещины механическим путем с одновременной разделкой под сварку.
- Заварка трещины с небольшим превышением над поверхностью основного металла.
- Обработка поверхности наплавленного металла заподлицо с основным металлом.
- Проверка геометрических параметров.
- Обработка сопрягаемых поверхностей (при необходимости).
Подготовка трещины к заварке:
- зачистка трещины;
- засверливание концов.
Пластическое деформирование восстанавливаемых деталей
Восстановление деталей способом пластического деформирования заключается в воссоздании их формы и размеров за счёт перераспределения металла под воздействием нагрузки, приложенной в определенном месте и в определенном направлении.
Изделия из низкоуглеродистых сталей (менее 0,3% углерода) и цветные сплавы реставрируют без подогрева. Средне- и высокоуглеродистые стали подогревают до температуры, определяемой по формуле:
Тнагрева=(0,70,9)Тплавления
Основные виды пластического деформирования:
- осадка или осаживание – изменение диаметра цилиндрического изделия путем приложения к торцам осевой нагрузки;
- раздача и обжатие – воссоздание соответственно наружного и внутреннего рабочего диаметра полого тела вращения за счет увеличения (уменьшения) внутреннего нерабочего диаметра;
- вытяжка – увеличение длины изделия за счет местного сужения его поперечного сечения;
- накатка – обработка поверхностей с помощью зубчатого ролика;
- правка – воссоздание формы и устранение изгиба и скручивания (может производиться под прессом путем создания местного поверхностного наклепа и с помощью местного нагрева);
- электромеханический способ восстановления деталей, применяемый, как правило, для обработки тел вращения, включает две операции:
создание на поверхности микрорельефа в виде спиральной линии;
выглаживание до заданного размера посредством деформирующей пластины.
Электрохимические способы реставрации деталей
Для восстановления деталей путём нанесения металлических покрытий применяется гальванический способ, с помощью которого наносят:
Хромовые и никелевые покрытия имеют толщину 0,25 – 0,3 мм, железные 2 – 3 мм и более. Железнение по своим параметрам приближается к наплавке, однако, обеспечивает относительно невысокую твёрдость. Существуют гладкие или пористые покрытия, применяемые для подвижных и неподвижных соединений.
Покрытие неметаллами

Сущность данного способа состоит:
- в нанесении на предварительно очищенную и обезжиренную поверхность слоя двухкомпонентной полимерной композиции;
- в фиксации с помощью вспомогательных приспособлений (при необходимости).
По сравнение с гальванизацией, нанесение неметаллических покрытий имеет ряд преимуществ:
- простота, отсутствие необходимости в предварительной механической обработке ремонтируемой поверхности;
- возможность нанесения толстого (10 – 15 мм) слоя полимера.
Вместе с тем, подобные покрытия заметно уступают металлам в износостойкости и долговечности.
Пайка изношенных деталей
Используется в основном при восстановлении или ремонте тонкостенных изделий, изготовленных из разнородных материалов, для устранения дефектов сварных швов и сборке схем электрооборудования.
Порядок технологических операций при пайке:
- Зачистка поверхности.
- Обработка флюсом.
- Пайка.
При всём разнообразии способов восстановления деталей стоит учесть, какие металлические конструкции будут подвергаться восстановлению. Исходя из этого выбор варианта осуществляется на основании комплекса задач, которые необходимо решить в конкретном случае. Это экономические параметры, распространенность или уникальность восстанавливаемого изделия, наличие оборудования и материалов, и, в итоге, целесообразность проведения ремонта.
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
Источник
Восстановление деталей ремонтными размерами и дополнительными ремонтными деталями
Ухудшение функциональных показателей многих автомобильных узлов и агрегатов в основном обусловлено изменением первоначальной посадки сопряженных деталей. В большинстве случаев работоспособность посадки возобновляется способом восстановления под индивидуальный размер, при котором конструктивно сложную деталь сопряжения механически обрабатывают до выведения следов износа и получения правильной геометрической формы. Вторую (сопрягаемую с ней) деталь наращивают и при механической обработке подгоняют к размеру первой, позволяющему обеспечить необходимую посадку. Этот способ не обеспечивает взаимозаменяемости деталей и, как правило, используется в условиях единичного ремонта.
Более прогрессивным и дешевым является способ восстановления деталей ремонтными размерами. Сущность способа заключается в том, что одну из изношенных деталей, более сложную и дорогую, подвергают механической обработке до заранее установленного (ремонтного) размера, а другую заменяют изготовленной под этот же размер. Этот способ обеспечивает взаимозаменяемость деталей в пределах данного ремонтного размера.
Промышленность выпускает поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала и другие детали нескольких ремонтных размеров. В авторемонтном производстве в соответствии с этими размерами восстанавливают сопряженные с ними детали. Количество ремонтных размеров устанавливается заводом-изготовителем в зависимости от глубины упрочненного слоя рабочих поверхностей деталей. При этом принимается во внимание снижение при ремонте жесткости и запаса прочности деталей.
В автомобильной промышленности упрочнение поверхностей деталей в основном проводится химико-термической обработкой. При этом поверхностный слой упрочняется в среднем на 1,2 мм. Это позволяет назначать 3…4 ремонтных размера. Величина ремонтного размера зависит от величины и характера износа деталей за межремонтный срок службы автомобиля, а также от припуска на механическую обработку. Технологический припуск с целью увеличения срока службы детали следует принимать минимальным. Для чистового точения и растачивания его принимают равным 0,05…0,1 мм, а при шлифовании – 0,03…0,05 мм. Следует отметить, что припуск меньше указанных значений назначать не рекомендуется, потому что при каждом виде обработки существует некоторая минимальная глубина резания, при которой создаются условия для нормального резания и, следовательно, для получения требуемой шероховатости обрабатываемой поверхности. При обработке с глубиной резания меньше указанных пределов не создаются условия для нормального образования стружки. В результате получают «драную» поверхность обрабатываемой детали.
Увеличение количества ремонтных размеров и продление тем самым срока службы агрегатов возможны при увеличении глубины упрочненного слоя деталей. Однако это сопряжено с существенным усложнением и удорожанием технологии химико-термической обработки, что делает данное мероприятие экономически невыгодным. Хотя для двигателей автомобилей ЗИЛ ранних выпусков количество ремонтных размеров было равно 7. КамАЗ вообще отказался от ремонтных размеров цилиндропоршневой группы, считая, что замена изношенной съемной гильзы цилиндра и производство поршней и гильз с постоянными размерами экономически более выгодно, чем производство поршней и колец с разными ремонтными размерами.
Величину первого ремонтного размера можно определить по формулам:
для наружных цилиндрических поверхностей (валов)
DP = DH + 2(umax + t), где dP и DP – ремонтные размеры вала и отверстия соответственно; dH и DH – номинальные размеры вала и отверстия по чертежу; umax – величина максимального износа детали на сторону; t – глубина резания при механической обработке.
Следует отметить, что при измерении детали после асимметричного изнашивания достаточно трудно определить величину максимального износа детали на сторону. Выходом из сложившегося положения является использование коэффициента неравномерности износа β, который определяется отношением максимального износа umax детали на сторону к величине общего износа u на диаметр детали. Зная величину коэффициента неравномерности износа, можно определить значение максимального износа детали на сторону:
где β = 0,5…1,0 – коэффициент неравномерности износа; u – общий износ детали на диаметр детали.
Величину у = 2 x (βu + t) называют межремонтным интервалом, по которому определяют количество ремонтных размеров для валов и отверстий соответственно: nB = (dH – dmin)/y; n0 = (Dmax – DH)/y.
Восстановление деталей дополнительными ремонтными деталями
Дополнительные ремонтные детали (втулки, гильзы, кольца, диски, пластины, резьбовые вставки и др.) служат для компенсации износа и других повреждений рабочих поверхностей деталей. Например, при износе рабочей поверхности в корпусной детали отверстие рассверливают под больший размер и вставляют дополнительную ремонтную деталь – втулку или кольцо (рис. 69) с заданным номинальным размером внутренней поверхности. Толщина дополнительной ремонтной детали определяется из условия прочности и намного превышает величину износа восстанавливаемой поверхности. Соединение ремонтной детали с изделием можно производить путем запрессовки с соответствующим натягом. Для успешного выполнения запрессовки рекомендуется предварительно обеспечить соосность сопрягаемых деталей при помощи специальных приспособлений и осуществлять подогрев охватывающей и охлаждение охватываемой детали. При повышенных требованиях к точности сопряженных деталей после запрессовки требуется дополнительная механическая обработка внутренней поверхности дополнительной ремонтной втулки.
Необходимо отметить, что дополнительную ремонтную деталь, как правило, изготовляют из того же материала, что и основную. Однако если дополнительной детали требуется повышенная износостойкость, то материал выбирают более прочный, более высокого качества, чем материал основной детали.
С целью обеспечения надежности соединения дополнительной детали с основной в стыке по торцу засверливают отверстия и устанавливают в них штифты, резьбовые стопоры или проводят приварку соединенных деталей в нескольких точках. После этого штифты и точки сварки срезают заподлицо с плоскостью основной детали.
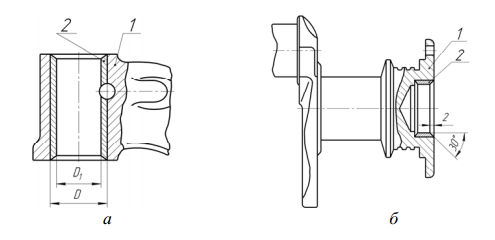
Рис. 69. Схемы восстановления деталей дополнительными ремонтными деталями (а – втулкой; б – кольцом): 1 – восстанавливаемая деталь; 2 – дополнительная ремонтная деталь
При срыве резьбы в корпусной детали применяют дополнительную деталь – ввертыш, который соединяют с основной деталью при помощи резьбы. Для этого отверстие основной детали рассверливают под увеличенный размер резьбы, нарезают резьбу и вкручивают ввертыш (рис. 70). В нем высверливают отверстие под номинальный размер резьбы шпильки, нарезают резьбу и вворачивают шпильку. Применение прогрессивных ремонтных технологий и массово изготовляемых дополнительных ремонтных деталей позволяет существенным образом увеличить долговечность восстановленных соединений. Например, в настоящее время все большее распространение получает ремонт резьбовых соединений при помощи винтовых спиралей «Хейли-Койл», которые изготовляют из легированной пружинной стали. Эти спирали вкручивают до упора за имеющийся у них «усик» в предварительно расширенное резьбовое отверстие. Выступающую часть спирали надпиливают и отламывают, после чего в восстановленное резьбовое отверстие вворачивают сопряженную деталь.
Способом восстановления дополнительными ремонтными деталями ремонтируют (в основном запрессовкой втулок в гнезда подшипников) коробки передач, задние мосты, гильзы блока цилиндров двигателей.
Для ремонта гильз блока цилиндров широко применяют способ восстановления сменным зеркалом (рис. 71). Этот способ достаточно прост в реализации при наличии пресса и металлорежущего станка.
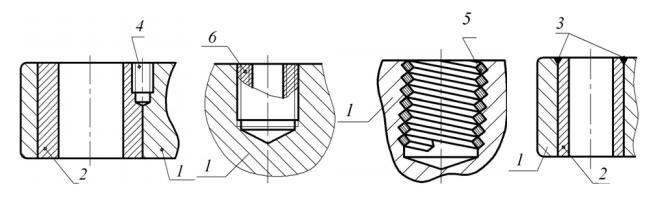
Рис. 70. Примеры установки дополнительных ремонтных деталей: 1 – восстанавливаемая деталь; 2 – втулки; 3 – точки сварки; 4 – резьбовой штифт; 5 – спираль «Хейли-Койл»; 6 – ввертыш
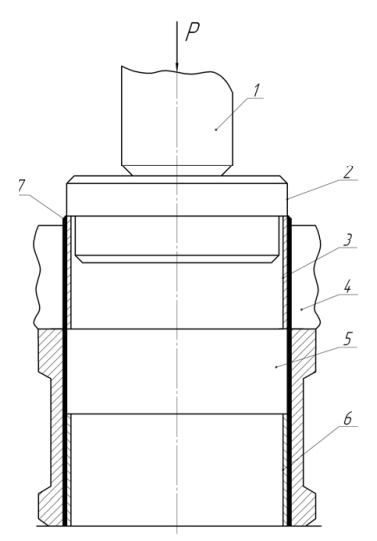
Рис. 71. Схема запрессовки пластины в гильзу цилиндра: 1 – шток пресса; 2 – ступенчатый пуансон; 3 – свернутая пластина; 4 – матрица; 5 – восстанавливаемая деталь; 6 – первый пояс пластины
Сущность его в том, что в предварительно расточенное отверстие гильзы запрессовывается тонкая изогнутая пластина (сменное зеркало). Благодаря высоким упругим свойствам и небольшой толщине пластина плотно прилегает к стенке отверстия, принимая его форму. Являясь упругой оболочкой, пластина все силовые нагрузки передает стенкам гильзы и прочно в ней удерживается.
Толщина пластины выбирается несколько больше максимально допустимого износа отверстия гильзы.
При изготовлении пластин материалом служит стальная, холоднокатаная, термообработанная, полированная лента, резка которой на мерные фрагменты производится при помощи гильотинных ножниц. Отрезанная пластина вставляется в формирующую матрицу, которая придает ей цилиндрическую форму. Затем матрица с пластиной концентрично помещается над отверстием гильзы, установленной на прессе. Под пуансон ставится ступенчатая оправка, с помощью которой изогнутая пластина запрессовывается в отверстие. Далее за первым поясом запрессовываются следующие. Затем производится механическая обработка пластин в сборе.
Технология повторного восстановления отверстий в гильзах цилиндров также является достаточно простой. Сменное зеркало заостренной оправкой раскрывается по вертикальному стыку и удаляется. Вместо него устанавливается новое зеркало.
Источник