- Капитальный ремонт металлорежущего оборудования
- Ремонтируем и модернизируем всё!
- Винтовые кулачки
- Капитальный ремонт узлов и агрегатов металлообрабатывающих станков
- Ремонт столов металлорежущих станков
- Диагностика и капитальный ремонт фрезерных головок и шпинделей
- Станок продольно-фрезерный 6У312 с ЧПУ
- Продольный фрезерно-расточной станок 6М610Ф11-20.3 с УЦИ и преднабором координат
- Станина вальцетокарного станка 1А824Ф2
- Токарный станок с ЧПУ РВ103 (Япония)
- Тяжёлый токарный станок 1А670
- Токарно-винторезный станок КЖ16124 (РМЦ 27000 мм)
- Горизонтально-расточный станок 2А660
- Горизонтально-расточный станок 2А656РФ11
- Горизонтально-расточный станок 2А680
- Горизонтально-расточной станок 2Е656Р
- Сверлильно-расточный станок РТ601
- Фрезерная бабка станка ЛР212Ф3
- Механическая обработка чугунных плит
- Стол координатно-расточного станка
- Капитальный ремонт вертикально-фрезерного станка ФП-17СМН с УЧПУ
- Станок до ремонта
- Станок после ремонта
- Ремонт пресс-формы канализационного люка
- Металлорежущее оборудование: проектирование, разработка, производство, продажа, наладка, обслуживание, ремонт, модернизация
- Технология капитального ремонта станка
- Технология капитального ремонта станков, включает в себя:
- Токарные станки после капитального ремонта: восстановление и эксплуатация
- Особенности токарной обработки и устройство станка
- Необходимость ремонта и подготовка к нему
- Методы ремонта направляющих
- Некоторые особенности шабрения направляющих
- Как выполняется ремонт каретки суппорта
- Установка ходового винта и вала
Капитальный ремонт металлорежущего оборудования
Ремонтируем и модернизируем всё!
Но пока ещё красочно не расписали, что уже сделали — всё вот некогда. Здесь для иллюстрации возможностей нашего предприятия несколько скромных примеров восстановительного капитального ремонта и модернизации тяжёлого металлорежущего оборудования.
Винтовые кулачки
Изготавливаем новые винтовые кулачки для тяжелых токарных станков 1А660, 1А665, 1А670, 1А675, 1683, 1682 и станков серии КЖ.




Капитальный ремонт узлов и агрегатов металлообрабатывающих станков
Полный и частичный ремонт вышедших из строя узлов, деталей и агрегатов металлообрабатывающего оборудования: шпинделей, столов, фрезерных головок, кулачков для подушек ползунов, люнетов, фартуков и много другого.
 Ремонт столов металлорежущих станков
Ремонт столов металлорежущих станков
 Ремонт столов металлорежущих станков
Ремонт столов металлорежущих станковВосстанавливаем столы из любого изношенного состояния, в т. ч. износ наделок направляющих стола, износ направляющих. Столы восстанавливаются, как с плоскими направляющими, так и с круговые направляющими (с плоскими и V-образными направляющими). Изготавливаем новые столы по чертежам заказчиков!
Диагностика и капитальный ремонт фрезерных головок и шпинделей
 Диагностика и капитальный ремонт фрезерных головок и шпинделей
Диагностика и капитальный ремонт фрезерных головок и шпинделейTOS KUŘIM, SHW Werkzeugmaschinen GmbH, KOVOSVIT MAS, ČKD BLANSKO, Innse-Berardi S.p.A., TOS Varnsdorf a.s., SKODA, TRAUB Drehmaschinen GmbH & Co. KG, Heller Maschinenfabrik GmbH, TAJMAC-ZPS, a.s., NILES-SIMMONS Industrieanlagen GmbH и многих других.
Станок продольно-фрезерный 6У312 с ЧПУ
 Станок продольно-фрезерный 6У312 с ЧПУ
Станок продольно-фрезерный 6У312 с ЧПУДля фрезерования горизонтальных, вертикальных и наклонных поверхностей крупногабаритных деталей из чугуна, стали и цветных металлов торцовыми, концевыми и дисковыми фрезами как в режиме ЧПУ, по программе, так и в универсальном режиме.
Продольный фрезерно-расточной станок 6М610Ф11-20.3 с УЦИ и преднабором координат
 Продольный фрезерно-расточной станок 6М610Ф11-20.3 с УЦИ и преднабором координат
Продольный фрезерно-расточной станок 6М610Ф11-20.3 с УЦИ и преднабором координатПосле капитального ремонта и модернизации электрооборудования продольно фрезерно-расточной станок 6М610Ф11 полностью удовлетворяет параметрам, соответствующим классу точности Н.
Станина вальцетокарного станка 1А824Ф2
 Станина вальцетокарного станка 1А824Ф2
Станина вальцетокарного станка 1А824Ф2Капитальный ремонт и восстановление станины.
Токарный станок с ЧПУ РВ103 (Япония)
 Токарный станок с ЧПУ РВ103 (Япония)
Токарный станок с ЧПУ РВ103 (Япония)Капитальный ремонт станка: механики, гидравлики, электрики.

Тяжёлый токарный станок 1А670
Капитальный ремонт и модернизация: расширение паспортных характеристик станка, изготовлен люнет подвижный, закрытый, внутренний диаметр 1200 мм.

Токарно-винторезный станок КЖ16124 (РМЦ 27000 мм)
Восстановительный ремонт: восстановление заводских характеристик согласно паспорту оборудования и модернизация электрооборудования.

Горизонтально-расточный станок 2А660
Капитальный ремонт: механической части, шпиндельной бабки и хвостовой части, поворотного стола, электрики, гидравлики, смазки, системы отчёта.

Горизонтально-расточный станок 2А656РФ11
Капитальный ремонт и модернизация станка без задней стойки и накладной планшайбы. Восстановление технических характеристик до паспортных данных, модернизация механических приводов станка.

Горизонтально-расточный станок 2А680
Капитальный ремонт станка 2А680 обусловлен физическим износом механических узлов, базовых деталей, направляющих, электрооборудования. Станок после ремонта предназначен для механической обработки в режиме цифровой индикации, без преднабора, сложных корпусных деталей.

Горизонтально-расточной станок 2Е656Р
Капитальный ремонт: станок был демонтирован, разобран на основные узлы и доставлен в Ульяновск, где станок был разобран подетально и продефектован, разработана конструкторско-технологическая документация. После проведения ремонта и испытаний станок был разобран по основным узлам, законсервирован, упакован и отгружен заказчику, где был смонтирован специалистами ТД ССЗ на «родном» фундаменте, налажен и успешно запущен в работу.

Сверлильно-расточный станок РТ601
Капитальный ремонт: восстановление технических характеристик станка в соответствии с паспортными завода-изготовителя.

Фрезерная бабка станка ЛР212Ф3
Капитальный ремонт фрезерной бабки и восстановительный ремонт узлов и устройств.
Механическая обработка чугунных плит
Чугунные плиты разметочные поверочные монтажные стендовые. Делаем механическую обработку плит с доставкой плит заказчику автотранспортом подрядчика.
Например: плита монтажная доработанная:
- габаритные размеры, мм — 5 000×3400×400;
- вес — 16 500 кг;
- размеры и количество пазов:
- 10 поперечных пазов, длиной 3400 мм;
- шириной в верхней части 42 мм;
- в нижней части 73 мм;
- глубина рабочая 45 мм;
- общая глубина 81 мм;
- в зеркале стола п литы имеются 24 круглых отверстия диаметром 110 мм.



Стол координатно-расточного станка
Модернизация стола для координатно-расточного станка с размерами 2300×2300 мм до 3400×3400 мм.








Капитальный ремонт вертикально-фрезерного станка ФП-17СМН с УЧПУ
Станок до ремонта




Станок после ремонта







Ремонт пресс-формы канализационного люка



Металлорежущее оборудование: проектирование, разработка, производство, продажа, наладка, обслуживание, ремонт, модернизация
Первый станок модели 656 был изготовлен 30 октября 1956 года — этот станок под заводским номером 1 находится в музее ЗТСУ.

Проверенные отечественные инновационные технологии станкостроения, прошедшие сложнейшие тесты витиеватых времён, помогают держать круговую оборону на баррикадах импортозамещения!
Полное соответствие ЗТСУ постановлениям Правительства РФ об импортозамещении!
Постановление 719
Постановление 1224
Делаем качественное и технологичное металлорежущее оборудование в России!
Делаем с душой!
Источник
Технология капитального ремонта станка
Продаем токарные станки после капитального ремонта и модернизации.
В наличии токарные станки после капитального ремонта 16к20, 1а64, 1м63 с РМЦ 3000.
Мы предлагаем следующий услуги:
-Ремонт (капитальный ремонт станка и средний ремонт) и сервисное обслуживание токарного станка 16к20, 1а64, 1м63;
-Дефектация токарного станка 16к20, 1а64, 1м63;
-Пуско-наладочные работы токарного станка 16к20, 1а64, 1м63;
-Гарантийный ремонт токарного станка 16к20, 1а64, 1м63.
Продам токарный станок после капитального ремонта.
Компания ООО«ПКФ РемСтан» предлагает услуги по ремонту станков для металлообработки: токарных, фрезерных, сверлильных. Наш высококвалифицированный персонал выполнит любые задачи по ремонту оборудования в сжатые сроки. Специализацией является ремонт токарного оборудования, составляющего 70% объемов работ. Специализация позволяет обеспечить высочайшее качество.
Технология капитального ремонта станков, включает в себя:
•Предварительная дефектация станка на комплектность по механической части и электрооборудованию.
•Полная разборка станка и всех его узлов.
•Промывка и протирка всех деталей.
•Уточнение предварительно составленной дефектной ведомости по деталям, требующим восстановления или замены.
•Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
•Восстановление или замена изношенных деталей и узлов по дефектной ведомости.
•Замена изношенных подшипников качения.
•Замена изношенных зубчатых колес и муфт.
•Восстановление или замена передач ВГК приводов подач и винтовой пары задней бабки.
•Замена изношенных крепежных деталей.
•Замена или восстановление и пригонка регулировочных
клиньев и прижимных планок.
•Ремонт системы охлаждения.
•Ремонт системы смазки.
•Ремонт пневмооборудования.
•Шлифование и шабрение направляющих поверхностей станины продольного суппорта, поперечной каретки, задней бабки.
•Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов.
•Шпаклевка и покраска в соответствии с требованиями к отделке нового оборудования.
•Обкатка на холостом ходу станка на разных скоростях и подачах.
•Проверка на шум.
•Проверка на жесткость и соответствие нормам точности.
•Проверка станка по обрабатываемой детали — на точность и шероховатость обработанных поверхностей, повторяемость размеров
•Пуско-наладка станка и сдача его у Заказчика
кроме работ непосредственно связанных с капитальным ремонтом механической, гидравлической части, системы смазки станка параллельно выполняется комплексная модернизация электрооборудования станка в том составе, который определятся на этапе дефектации станка и подписания договора.
ООО«ПКФ РемСтан» заинтересовано в долговременном сотрудничестве и мы дорожим нашими постоянными клиентами, в числе которых крупные заводы, небольшие производственные предприятия, мастерские. Применяемая технология ремонта станков базируется и на классических приемах советских мастеров, и на современных ремонтных инновациях.
Источник
Токарные станки после капитального ремонта: восстановление и эксплуатация
В тех ситуациях, когда токарное оборудование вышло из строя, совершенно не обязательно приобретать новый дорогостоящий агрегат. После грамотного ремонта токарные станки вновь будут в состоянии качественно и эффективно выполнять все технологические операции по обработке металла. Прежде чем разбираться в таком процессе, как ремонт токарного станка, необходимо вспомнить, что собой представляет токарная обработка и как устроено оборудование для ее осуществления.

Далеко не всегда есть возможность покупать новое оборудование. Выход один — ремонт
Особенности токарной обработки и устройство станка
При осуществлении токарной обработки решается задача по уменьшению диаметра заготовки, которая совершает вращательное движение, будучи закрепленной в шпинделе станка. Снятие слоя лишнего металла (за счет чего и происходит уменьшение диаметра заготовки) выполняет резец, оснащенный режущей кромкой.
Он может совершать перемещения в продольном (подача) и поперечном направлениях. Устанавливая параметры этих движений (вращение, продольное и поперечное перемещение режущего инструмента), можно регулировать толщину слоя снимаемого металла и форму стружки и воздействовать на качество выполняемой обработки.
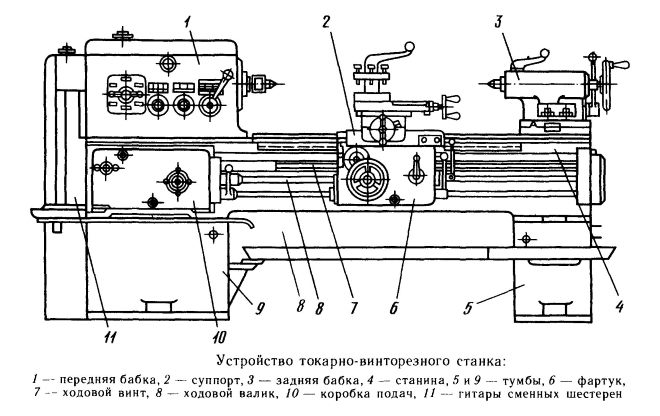
К основным конструктивным узлам станка токарной группы относят:
- несущую станину с направляющими, по которым происходит перемещение задней бабки токарного станка и его суппорта;
- переднюю бабку, расположенную с левой части станины (важнейшими конструктивными элементами передней бабки являются шпиндельный узел и патрон, в котором фиксируется обрабатываемая на станке заготовка);
- коробку передач, смонтированную на передней части станины;
- непосредственно сам суппорт, на котором имеются салазки для обеспечения поперечного перемещения режущего инструмента;
- резцедержатель, который перемещается по поперечным салазкам суппорта.
Основные элементы токарного станка по металлу
Перечисленные узлы, нуждающиеся в регулярном техническом обслуживании и иногда – в ремонте, могут иметь различные модификации, что определяет назначение и функциональные возможности станка (многорезцовый, токарно-револьверный и др.).
Необходимость ремонта и подготовка к нему
Наиболее распространенными ситуациями, в которых требуется уже не техническое обслуживание, а ремонт токарного агрегата, являются износ направляющих, подшипников, выход из строя вилок, которые переключают элементы зубчатых соединений и др. Естественно, после периода продолжительной эксплуатации токарное оборудование нуждается в капитальном ремонте, к которому следует правильно и основательно подготовиться.
Уровень вибраций и шумов, издаваемых изношенными узлами токарного станка, определяется при работе оборудования на холостом ходу. Кроме того, проверяется осевое и радиальное биение шпиндельного узла. Чтобы продиагностировать состояние опор качения, необходимо выполнить обработку пробной заготовки и сопоставить полученные геометрические параметры с требуемыми значениями. Во многих случаях подобные действия позволяют избежать капитального ремонта оборудования и ограничиться устранением локальных неисправностей.
Если капитальный ремонт токарному станку все же необходим, перед этим необходимо тщательно очистить оборудование от грязи и пыли, которые скопились в процессе его эксплуатации. Все технические жидкости, требующиеся для работы станка (масло, СОЖ), необходимо слить. Затем проверяют, все ли конструктивные элементы оборудования находятся на своих местах.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.

Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.
Шабрение, хотя и является достаточно трудоемким процессом, выполняется достаточно часто, так как позволяет эффективно восстанавливать геометрические параметры рассматриваемых узлов токарного станка.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.
Если направляющие станины, которые необходимо подвергнуть капитальному ремонту, закалены, то для восстановления их геометрических параметров лучше всего использовать шлифование.

Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Если направляющие станины, которые необходимо восстановить в процессе капитального ремонта, не закалены, то их обработку следует выполнять при помощи финишного строгания.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Некоторые особенности шабрения направляющих
Поскольку шабрение является одним из наиболее распространенных методов ремонта направляющих станины, рассмотрим последовательность выполнения данной технологической операции.
- Сначала обработке подвергаются участки под задней бабкой, которые страдают от износа меньше всего.
- Затем рассматриваемые узлы токарного станка обрабатываются под прижимными планками и под кареткой. Отклонения от параллельности после такой обработки не должны превышать 15 мкм по длине элементов.
- После этого выполняют шабрение направляющих поперечного суппорта, контролируя их прямолинейность и параллельность.
- Следующий этап ремонта – это обработка ответных направляющих каретки. Контроль за выполнением этого процесса, при котором должна быть обеспечена параллельность между винтовой осью и направляющими (расхождение – не более 35 мкм), осуществляют при помощи трехгранной линейки.
- В том случае, если продольные направляющие каретки изношены достаточно сильно, для их ремонта обязательно используют антифрикционные составы. После выполнения данной процедуры контролируются следующие параметры: соосность ходового вала и его посадочной зоны; надежность зацепления реечной шестерни и самой рейки, обеспечивающих точное перемещение каретки в продольном направлении; перпендикулярность оси шпиндельного узла и поперечного передвижения суппорта.
- После этого выполняется ремонт задней бабки токарного станка (вернее, направляющих, по которым передвигается данный узел), для чего также используется антифрикционный состав.
Более подробно познакомиться с процессом шабрения направляющих станины в рамках ремонта токарного станка можно, просмотрев видео такого процесса.
Как выполняется ремонт каретки суппорта
Капитальный ремонт каретки суппорта предполагает восстановление ее нижних направляющих, сопряженных с направляющими станины. Кроме того, при восстановлении данного узла необходимо добиться перпендикулярности плоскости его перемещения к плоскостям, на которых фиксируются фартук токарного станка и его коробка подач. Для выявления степени отклонения данных плоскостей от нормы используются уровень и щупы различной толщины.
Каретка токарного станка в результате выполнения капитального ремонта должна быть выставлена параллельно поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Этот параметр проверяется при помощи специального индикатора, который закрепляется в резцедержателе токарного станка.

Ремонт направляющих каретки
Восстановление параметров направляющих каретки выполняют при помощи специальных компенсационных накладок или акрилопласта, а поперечные салазки ремонтируются при помощи шлифовки. Верхние салазки суппорта, если они нуждаются в ремонте, сначала подвергают шабрению и выверке, затем их шлифуют.
Установка ходового винта и вала
Порядок совмещения осей ходового винта и вала с коробкой подач и фартуком токарного станка хорошо демонстрирует видео такого процесса.
Выполняется эта процедура в следующей последовательности.
- Корпус коробки подач токарного станка фиксируют на станине.
- Продольные салазки монтируют в середине станины, закрепляя винтами их заднюю прижимную планку.
- Фартук токарного станка соединяют с кареткой при помощи винтов.
- В отверстия фартука и коробки подач, в которые входят ходовой винт и вал, вставляют контрольные оправки.
- Каретку с фартуком подводят к коробке подач и в зоне соприкосновения контрольных оправок определяют величину их несоосности.
- Добиваются соосности оправок путем установки новых накладок, шабрения направляющих станка или переустановки коробки подач.
Источник