- X Международная студенческая научная конференция Студенческий научный форум — 2018
- ВИДЫ РЕМОНТА РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛОВ
- Коленчатый вал: повреждение, симптомы, ремонт и расходы
- Что делать, если коленвал неисправен?
- Дефект коленчатого вала: причины и симптомы
- Ремонт и стоимость поврежденного коленчатого вала
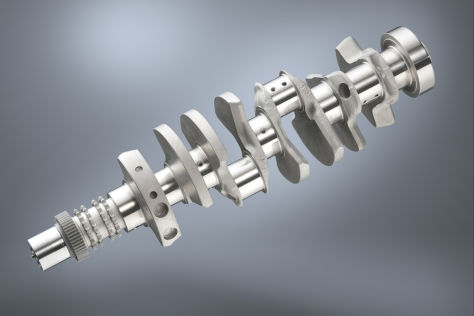
- Структура и функция коленчатого вала
- Коленчатый вал должен выдерживать высокие нагрузки
X Международная студенческая научная конференция Студенческий научный форум — 2018








ВИДЫ РЕМОНТА РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛОВ
В процессе эксплуатации на распределительный вал с конструктивно заложенной малой жесткостью воздействуют вибрация, знакопеременные нагрузки, сила трения, среда. Вследствие чего возникают дефекты вала: износ кулачков, опорных шеек и увеличение прогиба.
При выборе способов восстановления распредвала и разработке технологического процесса главным образом необходимо учитывать перспективность способов, определяемая возможностями достижения высокой производительности, требуемого качества и низкой себестоимости.
Устранение увеличенного прогиба распределительного вала, характеризуемого биением
Биение определяется с помощью часового индикатора и устраняется правкой на холодную (без применения нагрева) посредством выдавливания прессом или рихтовкой. При этом учитывают материал вала (чугун или сталь), а также допуски на биение предоставленные заводом-изготовителем. Далее вал необходимо подвергнуть динамической балансировке на специальном оборудовании с целью предупреждения возврата детали к прежнему изгибу.
Допускаемое биение средних опорных шеек относительно крайних не более 0,05 мм для большинства двигателей. При этом предусмотрены некоторые исключения. Биение шейки под распределительную шестерню допускается не более 0,03 мм.
Технология восстановления кулачков распределительного вала
Распределительные валы работают в условиях знакопеременных нагрузок. Для их восстановления наиболее рационально в качестве наплавки или напыления применять порошковые твердые сплавы. Для большинства кулачков требуется наплавить только верхушку. Однако при значительных износах кулачки наплавляют по профилю и затем шлифуют под номинальный размер.
Наиболее универсальными и совершенными методами нанесения защитных покрытий являются наплавка и напыление плазменной дугой. Опорные шейки распредвала наращивают методом электро-дуговой металлизации с последующей обработкой. В этом случае необходимо расточить постель головки в чистовой размер. Шлифуют шейки распредвала на круглошлифовальных станках типа ЗБ151. После процедуры напыления распредвала твёрдость покрытия не уступает заводским параметрам.
В последнее время наиболее активно внедряют технологию плазменной наплавки проволочными и порошковыми материалами. В связи с широкой универсальностью использования различной гаммы выпускаемых присадочных порошков процесс плазменной наплавки порошковыми материалами наиболее эффективен.
В настоящее время среди методов порошковой плазменной наплавки наиболее активно используется метод порошковой плазменной наплавки, получивший название РТА — процесс (plasma transferred arc). При этом методе действуют одновременно основная дуга (горящая между электродом и изделием) и косвенная или пилотная дуга (горящая внутри плазмотрона между электродом и плазмообразующим соплом). В связи с тем, что процесс нанесения покрытий только косвенной плазменной дугой в России называется плазменным напылением, новая технология получила название плазменная наплавка-напыление.
Процесс плазменной наплавки-напыления (РТА — процесс) обеспечивает использование пилотной (косвенной) дуги для расплавления присадочного порошка и основной дуги (переносимой) для поддержания необходимой температуры частиц порошка осажденной на детали. При этом увеличение времени нахождения частиц порошка при высокой температуре способствует максимальному сцеплению и уплотнению частиц с минимальным перегревом поверхности детали. Оптимизация основных характеристик процесса (токов основной и пилотной дуги, расстояния до изделия, скорости подачи порошка и скорости перемещения плазмотрона) выявило минимальную чувствительность к скорости подачи порошка и в определенных пределах к скорости перемещения плазмотрона.
Плазменную наплавку металла можно реализовать двумя способами:
1. Струя газа захватывает и подает порошок на поверхность детали;
2. В плазменную струю вводится присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты наплавки получаются с аргоном и гелием.
Технология восстановления опорных шеек распредвала
Для восстановления работоспособности элемента применяют различные способы. Выбор рационального способа восстановления деталей определяется по критериям применяемости, долговечности и технико-экономической эффективности.
Электроконтактные способы восстановления деталей по сравнению с другими, имеют ряд преимуществ на этапе восстановления шеек распределительного вала. Среди них – высокая производительность и низкая энергоемкость процесса, незначительная зона термического влияния, отсутствие мощного светового излучения и газовыделений, снижение потерь присадочного материала в результате разбрызгивания и выгорания легирующих элементов, сохранение первоначальных свойств материала детали при высокой прочности получаемого покрытия с основным металлом. Причем для получения покрытий ЭКП можно использовать однокомпонентные порошки, применяемые для других способов наплавки, используемые в порошковой металлургии; порошковые смеси, которые могут быть двух- или многокомпонентными и состоять из различных металлических и неметаллических порошков; спеченные из порошков ленты, стальные ленты и проволоки; комбинированные материалы.
Механическая обработка валов после восстановления
Точение закаленных сталей имеет ряд преимуществ по сравнению со шлифованием. При твердом точении в каждый момент времени участвует одна точка режущей кромки, что позволяет легко обрабатывать сложные контуры без применения дорогостоящих профильных кругов, используемых при шлифовании. К тому же, твердое точение дает возможность обрабатывать сложные поверхности за один установ.
В результате обеспечивается превосходная точность позиционирования, сокращается число установов заготовки и снижается риск поломки детали. Процесс твердого точения также более благоприятен для окружающей среды, так как на данной операции не образуются абразивная пыль, как при шлифовании, и не требуется применение СОЖ.
В конечном счете, при твердом точении сокращаются затраты на обслуживание станка, упрощается управление технологическим процессом, а также обеспечиваются высокая производительность и качество обработки. Благодаря всем этим преимуществам переход к твердому точению значительно сокращает расходы на производство.
Рассмотренные методы восстановления распределительных валов позволяют устранить наиболее распространенные дефекты данного элемента. Качественное восстановление обеспечивает долговременную последующую эксплуатацию, и снимает необходимость приобретения новой детали.
Список литературы
1. Глазунов С.Н. Курс лекций: Технологические процессы реновации. – М: МГТУ им. Н.Э. Баумана, 2009.
2. Шиповалов А.Н. Технология восстановления кулачков распределительных валов плазменной наплавкой // Автореферат. –М: ФГОУ ВПО ГРАЗУ, 2010. – 17с.
3. Воловик Е.Л. Справочник по восстановлению деталей. – М: Колос, 1981. – 351 с.
4. Вощанов К.П. Ремонт оборудования сваркой. – М: Машиностроение, 1967. – 192 с.
Источник
Коленчатый вал: повреждение, симптомы, ремонт и расходы
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
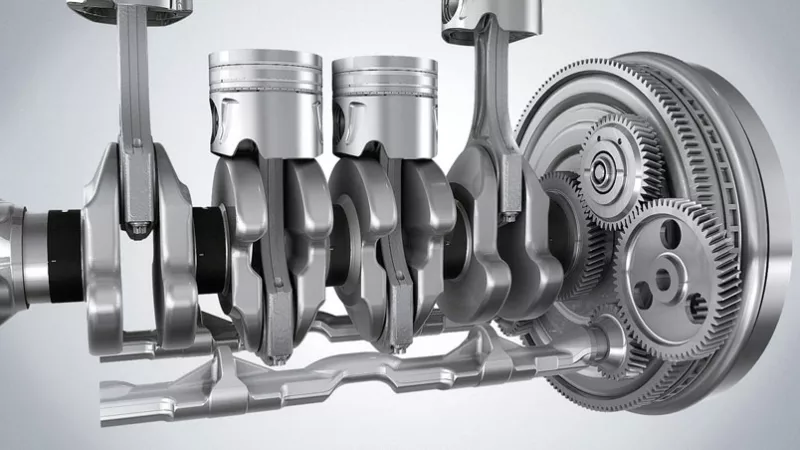
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.

Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Ремонт и стоимость поврежденного коленчатого вала
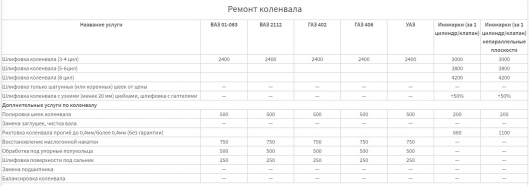
К сожалению, ремонт коленвала – очень сложный процесс, который могут делать не многие технические центры. Ведь в этом случае нужна шлифовка коленчатого вала на специальном оборудовании. Вот виды возможных работ при восстановлении изношенного вала:
Также в некоторых случаях старый коленвал может нуждаться в термообработке. А иногда нужна балансировка коленвала. К сожалению, для этих работ требуются специалисты высокого класса, а также дорогостоящее оборудование.
Также не забывайте, что, прежде чем приступить к ремонту коленвала, нужно его еще демонтировать, а после ремонта поставить на место. Для многих автомобилей это обходится в круглую сумму, так что в итоге будет проще купить новый коленвал, чем ремонтировать старый. Вот для примера расценки на ремонт коленвала в одном из автосервисов Москвы. Причем это еще не высокие ценники.
Логично, что раз придется разбирать мотор, то вместе с ремонтом коленвала придется также проводить и другие работы. В этом случае восстановление работоспособности коленвала может вылиться автовладельцу в круглую сумму. В некоторых случаях будет проще купить контактный подержанный мотор. Можно также обратиться в специализированные компании, которые занимаются восстановлением моторов. В таких компаниях вы можете приобрести уже готовый восстановленный двигатель на свою машину. В этом случае, чтобы уменьшить стоимость восстановленного мотора, вы можете сдать двигатель со сломанным коленвалом в качестве зачета в стоимость восстановленного.
Структура и функция коленчатого вала

Если вы хотите понять функцию коленвала, то, чтобы это было проще, вспомним, что такое велосипедные педали, которые соединены между собой специальным валом. Ваши ноги при вращении педалей выполняют точно такую же роль, которую играют в двигателе поршни, прикрепленные к шатунам, толкающим коленвал. На велосипеде, чтобы вращать колеса, вам нужно крутить педали вверх и вниз.

По сути, наши ноги на велосипеде (если их сравнивать с конструкцией двигателя) представляют собой два поршня с шатунами, которые ходят вверх и вниз в двухцилиндровом моторе. Вместо же звездочки, которая, вращаясь от движения педалей, передает по цепи крутящий момент на заднее колесо, в двигателях внутреннего сгорания используется коленвал, который и преобразует энергию, получаемую от хода поршней и шатунов, в механическую. С одной стороны коленвала расположен маховик, который передает крутящий момент на коробку передач.
Коленчатый вал должен выдерживать высокие нагрузки
Сегодня в современных автомобилях в двигателях используется коленвал, с каждой стороны которого находится подшипник. Со временем подшипники изнашиваются и между ними и поверхностью коленвала появляется люфт, что приводит к износу коленвала.
К счастью, современная конструкция двигателя способна долгое время выдерживать большие нагрузки. В том числе способны выдерживать нагрузку и современные коленчатые валы. Например, в дизельном современном двигателе каждый ход шатуна испытывает от воспламенения топлива нагрузку в 10 000 кг, которая, естественно, передается на коленвал.
Итак, на короткое время в одно мгновенье на шатуне присутствует сила, эквивалентная десяти тоннам, которая воздействует на коленвал. И это мы говорим только об одном шатуне. Вы представляете, какую нагрузку получает коленвал в восьмицилиндровом моторе?
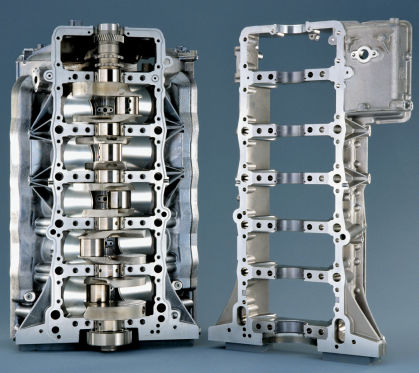
И это еще не все. В зависимости от конструкции двигателя коленчатые валы также подвержены вибрациям. Поэтому многие автопроизводители стараются сделать коленчатые валы достаточно прочными и долговечными. Например, коленвал может быть изготовлен из высококачественной стали. Особенно для мощных турбированных высокооборотистых дизельных двигателей.
Для атмосферного (нетурбированного) бензинового двигателя коленвал может быть уже не столь прочен. Поэтому производители часто еще недавно многие коленчатые валы изготавливали из чугуна. Сегодня же в мире наблюдается тенденция по снижению веса автомобиля. В первую очередь двигателя.
В итоге вместо чугунных блоков двигателя во многих современных авто стали использоваться блоки цилиндров из алюминия. Также производители стали использовать облегченные поршни и шатуны. Не обошла эта мода на легкое и коленчатые валы, которые также заметно полегчали. Все это, конечно, не добавляет машине надежности и увы, не гарантирует долгий срок службы двигателя.
Источник