- Техническое обслуживание поршневых компрессоров Бежецкого завода «АСО»
- Пресс-центр
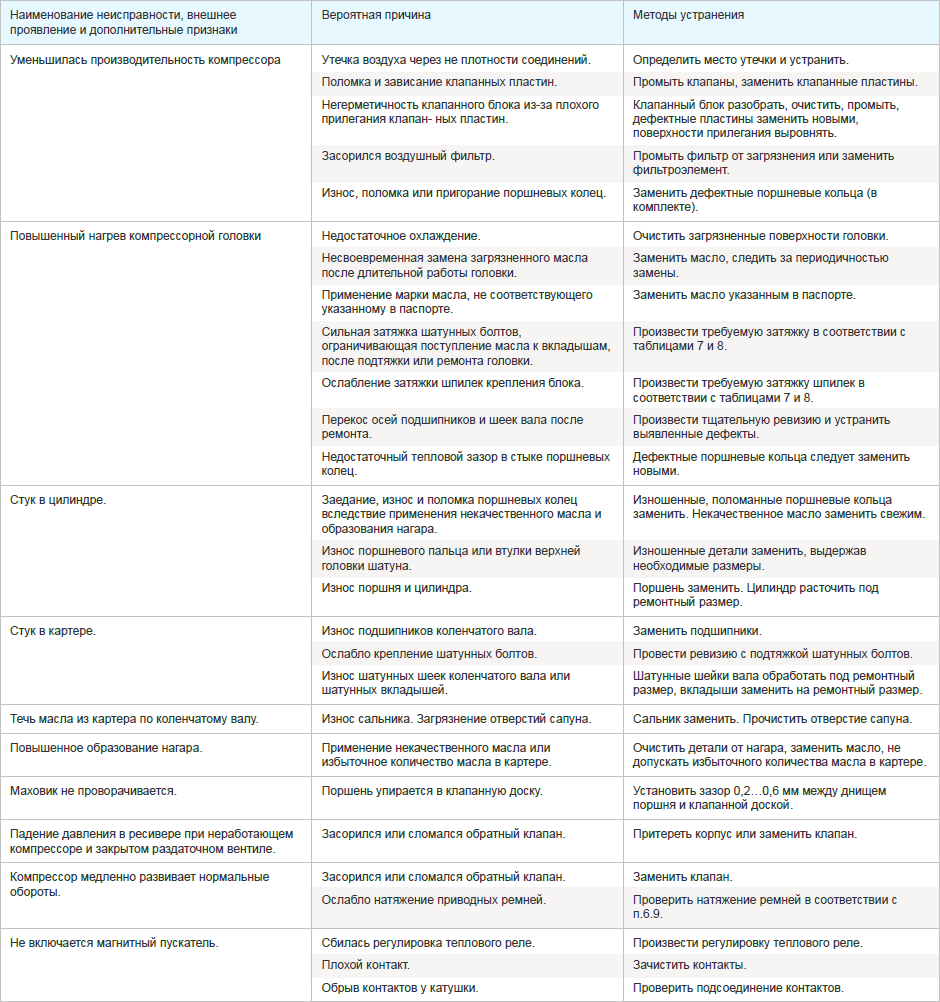
- Таблица 1. Возможные причины отказов и повреждений
- Ежесменное техническое обслуживание
- Ежемесячное техническое обслуживание
- Плановое ТО-1
- Таблица 2. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С415М
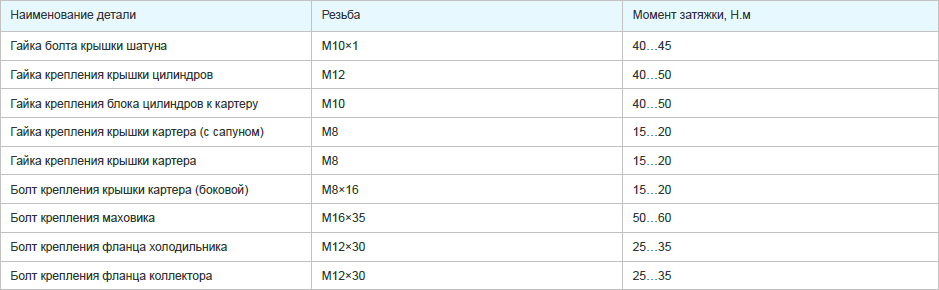
- Таблица 3. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С416М
- Плановое ТО-2
- Рекомендации по проведению ремонтных работ
- Средний ремонт
- Капитальный ремонт
- Таблица 4
- Внеплановый ремонт
- Техническое освидетельствование (диагностика)
- Вывод из эксплуатации
- Консультации по нормативам технического обслуживания и заказ запчастей
- Типовые нормы времени на ремонт компрессоров (стационарных воздушных и газовых производительностью до 100 м3/мин)
- Способы доставки
- Оглавление
- Этот документ находится в:
- Организации:
- ТИПОВЫЕ НОРМЫ ВРЕМЕНИ на ремонт компрессоров (стационарных воздушных и газовых
- производительностью Д° ЮОмумин)
- НОРМАТИВНАЯ ЧАСТЬ
- Раздел I. КРЕЯЦКОПФНЫЕ КОМПРЕССОРЫ
- КрЬПЦКИ цилиндров
- Кривошипный механизм
Техническое обслуживание поршневых компрессоров Бежецкого завода «АСО»
Пресс-центр

Регулярное техническое обслуживание поршневых компрессоров, ремонтные процедуры необходимы для бесперебойной эксплуатации оборудования Бежецкого завода «АСО».
Важно! Работы по контролю состояния, обновлению расходных материалов, комплектующих, ремонту проводятся только квалифицированным техническим персоналом.
В таблице 1 приведен список неполадок и варианты устранения неисправностей.
Средняя величина наработки на отказ должна быть более 300 часов.
Таблица 1. Возможные причины отказов и повреждений
Техническое обслуживание компрессоров на базе головок C415М, С416М,К24М,К22, К33 включает контроль состояния узлов, проверку, очистку основных механизмов, другие сервисные процедуры. Специалисты проводят ежесменные плановые ТО.
Ежесменное техобслуживание выполняется перед началом каждого рабочего цикла. Сроки проведения плановых процедур зависят от нагрузки оборудования. После эксплуатации головки компрессора 175-200 часов проводится ТО-1, 500-750 часов – ТО-2.
Важно! Работы по контролю состояния, обновлению расходных материалов, комплектующих, ремонту проводятся только квалифицированным техническим персоналом.

В регламентное обслуживание компрессоров включаются все сервисные процедуры “младших” циклов. Например, во время ТО-1 выполняются ежесменные операции.
Важно! Все работы проводятся после отключения оборудования от электросети. Кроме того, вводным выключателем отключаются все потребители сжатого воздуха.
Ежесменное техническое обслуживание

Проверка уровня масла. Перед каждым запуском проверяется количество масла в картере головки компрессора. Недостаток восполняется до верхней метки щупа. Проверки проводятся на холодном выключенном оборудовании.
Нельзя запускать компрессор, если уровень масла не доходит до нижней контрольной метки. Недопустимы переливы. Превышение рабочего объема приводит к перерасходу и выбросу лишней технической жидкости через сапун.
Проверка приводных ремней. При осмотре проверяется состояние и натяжение приводов, соединяющих электродвигатель с коленчатым валом. Уровень натяжения должен совпадать с контрольными параметрами п. 6.9 раздела «Подготовка изделия к работе».
Проверка работы компрессорной головки. После запуска должны отсутствовать посторонние шумы, стуки, скрежет. Если есть признаки неисправности, компрессор выключается и проводятся восстановительные работы.
Контроль герметичности соединений. Если есть утечки воздуха, масла, причины неисправностей устраняются.
Проверка обратного клапана. Оценивается плотность узла, производится очистка, а также промывка.
Ежемесячное техническое обслуживание

Каждый месяц проводятся следующие регламентные процедуры.
Проверка состояния предохранительного клапана. Производится принудительное открытие узла под давлением. Закрытый клапан не должен пропускать воздух. Недопустимы переналадки предохранительных клапанов.
Контроль исправности манометра. Данные обнуляются, повторные показания должны соответствовать информации до проверки.
Проверка реле давления. Узел должен иметь правильные параметры настройки.
Удаление из ресивера конденсата.
Важно! Рабочее давление ресивера не должно превышать предельно допустимые значения на 1.0 + 0.05 и более МПа.
Плановое ТО-1
Цикл обслуживания состоит из определенной последовательности операций.
Слив масла, промывка картера компрессорной головки и пробки. Заливка нового масла.
Компрессор прогревается и останавливается. Под картер подставляется пустая емкость. Сливная пробка выворачивается, техническая жидкость полностью сливается (как правило, достаточно 5-10 минут). Для полного удаления масла головка наклоняется к сливному отверстию.
Промывка. Внутренние полости картера промываются маслом маловязких марок. Подходит Индустриальное 20 (30). В заливное отверстие устанавливается воронка с мелкой сеткой. Промывочная жидкость заливается до верхней отметки щупа. Поршневый компрессор запускается и 5-10 минут работает на холостом ходу. Затем отработка полностью сливается.
Важно! Следует обращать внимание на марку используемой технической жидкости. Если соединить минеральное масло и синтетику, произойдет сворачивание. Смазка не будет соответствовать заявленным техническим характеристикам. Из-за повышенных нагрузок заклинит поршневую группу.

При смене марки с синтетики на минеральное масло или обратном порядке необходимо двойное промывание полостей картера.
Проверка воздушного фильтра. Оценивается состояние сменного фильтрующего элемента из стекловолокон. Загрязненные и поврежденные комплектующие заменяются на новые детали.
Удаление конденсата. Открывается коллектор низкого давления, расположенный на головке компрессора. После выворачивания сливной пробки сливается конденсат.
Проверка затяжки шатунных болтов. Сервисная процедура выполняется через 5-6 часов после полной остановки оборудования.
Проверка и перетяжка соединений. Проводится контроль состояния гаек крепления маховика; соединения картера с блоком цилиндров; ГБЦ; трубопроводов, коллекторов; крышек картера.
Перечень регламентных процедур приводится в таблицах 2 и 3 .
Таблица 2. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С415М
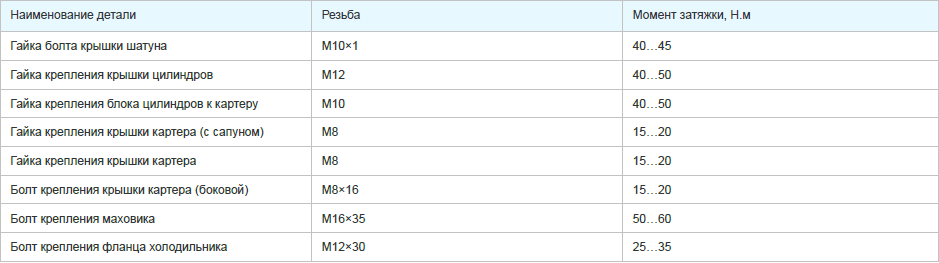
Таблица 3. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С416М
Плановое ТО-2
Регулярное обслуживание поршневых компрессоров по стандарту ТО-2 заключается в выполнении следующих процедур.
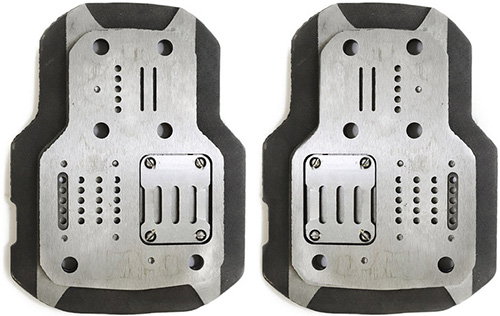
Демонтаж ГБЦ, очистка блока цилиндров. После демонтажа головки блок цилиндров полностью очищается от нагара и накипи. Протираются внутренние полости, крышки, поршни, кольца, поверхности клапанов. Перед удалением загрязнения смачиваются керосином. Очистка проводится пластиной из меди или другого мягкого материала. Запрещается использование любых твердых предметов.
Очистка клапанного блока головки компрессора. Схема расположения блока на головке приведена на рис. 1. Процедура состоит из определенной последовательности операций.
Клапанный блок демонтируется и разбирается. Сепараторы, клапанные пластины, седла, зоны соединения пластин с клапанной доской очищаются от нагара. Комплектующие тщательно промываются в керосине и просушиваются. Затем детали смазываются компрессорным маслом. Сборка производится в обратной последовательности.
При установке клапанных пластин необходимо контролировать плотность прилегания к седлу. Отклонения от плоскости не допускаются.
Очистка холодильника и трубопроводов. С наружных поверхностей удаляются грязь, пыль, масляные потеки. Возможно применение струйного метода, а также полное погружение в чистящий раствор с добавлением синтетических моющих средств. Размягченный нагар удаляется металлическими щетками или 3-процентным раствором сульфанола.
После удаления загрязнений наружные поверхности холодильной камеры, трубопроводов промываются водой, затем продуваются сжатым воздухом.
Замена прокладок. Меняются все уплотнительные кольца, прокладки, герметизирующие соединения и стыки.
Замена поврежденных комплектующих. После осмотра изношенные узлы меняются на новые детали из КИТов или ремонтных наборов.
Рекомендации по проведению ремонтных работ
Для восстановления технических характеристик проводится планово-предупредительный ремонт трех видов:
1-доска клапанная верхняя; 2-доска клапанная нижняя; 3-пластина клапанная; 4-розетка; 5-сепаратор; 6-седло; 7-прокладка.
Оптимальный период между циклами текущего ремонта – 2500 часов работы компрессора. В процессе ремонта проводятся все процедуры ТО-1 и ТО-2. Кроме того, выполняется частичный демонтаж компрессорной головки. После разборки проверяется шатунно-поршневая группа. Если необходимо, заменяются поршневые кольца.
Заменяются изношенные клапанные пластины в клапанном блоке, приводные ремни. Проверяется состояние подшипников. Проводится контроль контактных соединений, крепежных элементов, надежности заземления электродвигателя. Ротор должен запускаться от руки.
На узлах с нарушенной герметичностью заменяются прокладки. Выполняется промывка ресивера, трубопроводов, продувка очищенных полостей.
Средний ремонт
Средний ремонт необходим после выработки 5000 часов ресурса. К регламентным процедурам относятся все работы, рекомендуемые для текущего ремонта, а также полная разборка головки.
Производится очистка от масляных шлаков, нагара блока цилиндров, поршней, крышки ГБЦ, поршневых колец. Полностью проверяется клапанный блок, заменяются изношенные клапанные пластины.
Шатуны, имеющие усталостные трещины, меняются на новые комплектующие. В шатуны устанавливаются новые вкладыши. Выполняется контрольный осмотр шатунного болта. Проверяются углы прилегания опорных плоскостей.

Капитальный ремонт
Основанием для проведения капитального ремонта является критическое состояние блока цилиндров. Как правило, в таких случаях поршневые отверстия расширяются, и технические характеристики узла не соответствуют нормативным. Основной целью капитального ремонта считается возвращение заводских параметров. Средняя продолжительность рабочих периодов до такой выработки ресурса составляет 12500 часов.
В процессе капремонта полностью разбирается головка компрессора, ремонтируются основные узлы, меняется поршневая группа. Проводится замена или восстановление поврежденных деталей.
При капитальном ремонте выполняются следующие процедуры.
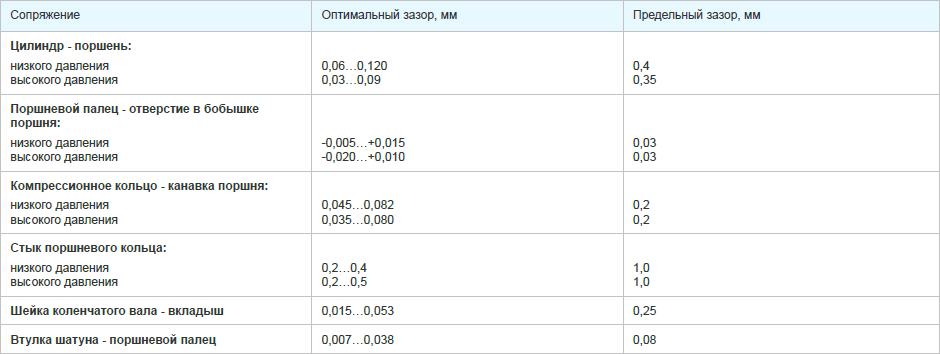
Проводятся работы, рекомендуемые для текущего и среднего ремонта. Проверяется состояние всех узлов и деталей. Вышедшие из строя запчасти заменяются или восстанавливаются. Размеры, посадки и требуемые зазоры сопряжений приведены в таблице 4 .
Таблица 4
Заменяются неисправные и помятые шпильки, болты, гайки. Проводится полная ревизия холодильника. После завершения работ и запуска коленвала разбрызгиватель должен «гладить» поверхность масла.
Внеплановый ремонт
Внеплановый ремонт проводится, чтобы устранить появившиеся неисправности. Чаще всего причиной поломок является повышение температуры стенок головки компрессора до +170 и выше°С. В процессе ремонта восстанавливаются защитные покрытия, проверяются и заменяются арматура, КиПА, предохранители, не обеспечивающие надежную работу оборудования. Перечень выполненных работ и результаты тестирования заносятся в технический паспорт.
Техническое освидетельствование (диагностика)
Поршневые компрессоры проходят периодическое техническое освидетельствование. Проверки должны соответствовать требованиям ФНП в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под давлением». Целями освидетельствования являются диагностика исправности и возможность дальнейшей эксплуатации оборудования.
Осматриваются и проверяются сварные швы, наружные и внутренние поверхности компрессора. Проводится гидравлическое испытание пробным давлением. Оценивается коррозионное состояние и толщина стенок. Результаты диагностики заносятся в технический паспорт. Одновременно записываются разрешенные параметры эксплуатации, сроки следующих освидетельствований.
От результатов технического освидетельствования зависят срок и объем очередного ТО и ремонта. При этом учитываются реальное состояние узлов, выработанный ресурс, количество уже проведенных ремонтов.
Вывод из эксплуатации
После завершения нормативного срока службы оборудование должно быть выведено из эксплуатации. Если необходимо продление срока безопасного использования, проводится оценка технического состояния поршневого компрессора. Рассчитывается остаточный ресурс и определяется новый срок службы.
Оборудование, отработавшее срок службы, должно пройти техническое освидетельствование. Решение о продлении эксплуатации или списании принимается в зависимости от результатов диагностики. При определении нового срока службы указываются разрешенные параметры эксплуатации.
Консультации по нормативам технического обслуживания и заказ запчастей
Запчасти для ремонта и обслуживания Бежецких компрессоров всегда в наличии на складе, по доступным ценам. Профессиональные консультации по графику планового обслуживания и подбору материалов окажут менеджеры отдела запасных частей.
Для самостоятельного изучения устройства представлены подробные деталировки компрессорных головок.
Источник
Типовые нормы времени на ремонт компрессоров (стационарных воздушных и газовых производительностью до 100 м3/мин)

Купить бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Сборник содержит нормы времени на разборку, сборку и ремонт компрессоров стационарных воздушных и газовых: крейцкопфных, бескрейцкопфных, ротационных и турбокомпрессоров.
Оглавление
Раздел 1. Крейцкопфные компрессоры
1. Вертикальные двухрядные воздушные компрессоры типа ВГ, СГ, СА, В, ВБ, КГ
2. Угловые (прямоугольные) воздушные и газовые компрессоры типа: ВП и ГП
3. Вертикальные двухрядные воздушные компрессоры высокого давления типа Р. РК, РО, РВ, ЭК
4. Горизонтальные одно- и двухрядные воздушные компрессоры низкого давления типа В, ВГ, АГ, ГМ, АГК, АДК, ЗУГМ, 4УГ, 5УГ
5. Горизонтальные двухрядные газовые компрессоры типа 5Г, ДSV
6. Горизонтальные воздушные компрессоры низкого давления типа 300-2К, 400-2К, 500-2К, 600-2К
Раздел II. Бескрейцкопфные компрессоры
7. Вертикальные, одно0 и двухрядные воздушные компрессоры типа В, ЦВ, ВК, КВ, ВКС, ВВК, C
8. Вертикальные одно- и двухрядные, одно- и двухцилиндровые компрессоры типа АВ, ФВ, Г
9. Вертикальные V- и W-образные воздушные компрессоры типа В, АУ, БАУ, ВУ, КС-3М, КСЭ-3М, К-5, КСЭ-5М
10. Вертикальные аммиачные компрессоры типа АВ-100, АУ-200, АУ-300, АУ-400, ДАУ-80, ДАУ-100
Раздел III. Ротационные компрессоры и турбокомпрессоры
11. Ротационные компрессоры типа «Демаг», «Клейн-Шандлер-Беккер»
12. Турбокомпрессоры типа ТГ-700/7, «ККК», ТР-7/3. «ЕГЕР», ТГ-4
| Дата введения | 01.02.2020 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот документ находится в:
Организации:
| 15.01.1982 | Утвержден | Государственный комитет СССР по труду и социальным вопросам | 300/20-16 |
|---|---|---|---|
| Разработан | НИИ труда Госкомтруда СССР | ||
| Разработан | ЦБНТ |
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
Центральное бюро нормативов по труду при Научно-исследовательском институте труда Государственного комитета СССР по труду и социальным вопросам
ТИПОВЫЕ НОРМЫ ВРЕМЕНИ на ремонт компрессоров (стационарных воздушных и газовых производительностью до ЮОмумин)
Центральное бюро нормативов по труду при Научно-исследовательском институте труда Государственного комитета СССР по труду и социальным вопросам
Утверждено: Государственным комитетом СССР по труду и социальным вопросам и Секретариатом ВЦСПС
Постановление М 300/20—16 от 15 января 1982 г,
ТИПОВЫЕ НОРМЫ ВРЕМЕНИ на ремонт компрессоров (стационарных воздушных и газовых
производительностью Д° ЮОмумин)
Для проведения разборочно-сборочных работ при ремонте .узлов и механизмов компрессоров применяется как специализированное оборудование, так и универсальное: стенды, универсальные верстаки, стеллажи, подставки для корпусных деталей (рис. 2, 3, 4).
Применение стеллажей и стейдов позволяет устанавливать разбираемые и собираемые компрессоры или их узлы на удобную для выполнения работ высоту, а также обеспечить сохранность деталей и узлов.
Каждый слесарь-ремонтник должен иметь на рабочем ме-
Рис. 3. Передвижной верстак слесаря-ремонтника ОМ 522-00-00
сте индивидуальный набор инструмента, за исключением съемников и мерительного инструмента (индикаторов, штих-массов и т. п.), которые хранятся в инструментальной кладовой. Для промывки’и протирки деталей слесари-ремонтники обеспечиваются промывочными жидкостями и обтирочным материалом.
Организация труда на рабочих местах должна удовлетворять требованиям охраны труда и техники безопасности, правилам промышленной санитарии и гигиены, а также правилам противопожарной безопасности.
При перемещении или погрузке тяжелых деталей (узлов) в помощь сЛесарям-ремонтникам выделяется бригада такелажников, труд которых нормируется по другим нормативным сборникам.
Перед началом работы слесарямфемонтникам выдается наряд или нормированное задание на работу, в соответствии с которым они подготавливают свое рабочее место: доставляют необходимый инструмент, приспособления, детали и материалы, используя внутрицеховой транспорт (электрокары, дележки и т. п.), получают чертежи и указания бригадира или мастера по выполнению заданной работы.
Запасные части и материалы, х’оторые изготавливаются централизованно и находятся на складе, доставляются к рабочим местам подсобными- рабочими (в. соответствии с планами-графиками ремонта компрессоров, потребностями, определяемыми из ведомостей дефектов).
Для ускорения ремонта необходимо иметь заранее приготовленные и доставленные на рабочее место запасные части: подшипники, клапаны, втулки, поршни, поршневые пальцы,
гильзы, прокладки и другие узлы и детали компрессора, подвергающиеся частой замене или ремонту, которые должны находиться в запасе комплектно подобранными, пригнанными и притертыми.
Слесарь-ремонтник, приступая к разборке компрессора, должен проверить, ‘все ли отключено, если остановка данного компрессора была произведена ранее или другими-лицами.
При разборке компрессора следует-аккуратно обращаться с окрашенными частями и поверхностями, следить за тем, чтобы не были повреждены притирочные поверхности зеркала цилиндров, шлифованные поверхности шеек коленчатого вала и т.п. Укладка снятых узлов ‘и деталей производится так, чтобы не повредить их ударом или при падении.
В процессе разборки и сборки компрессора необходимо соблюдать чистоту и не допускать загрязнений деталей и попадания влаги внутрь машины, а также внимательно осматривать все узлы и детали для опредёления^их годности.
Сборка компрессора производится *в порядке, обратном разборке, причем каждая деталь должна быть поставлена на то мёсто, с которого она была снята, в точно зафиксированное при разборке положение. Перед сборкой детали должны быть обязательно смазады маслом.
НОРМАТИВНАЯ ЧАСТЬ
Раздел I. КРЕЯЦКОПФНЫЕ КОМПРЕССОРЫ
§ i. ВЕРТИКАЛЬНЫЕ, ДВУХРЯДНЫЕ ВОЗДУШНЫЕ КОМПРЕССОРЫ ВГ, СГ, СА, В, ВБ, КГ
Представителем этой группы является компрессор В-300-2К — вертикальная, двухрядная, двухступенчатая поршневая машина крейцкопфного типа, с двумя Цилиндрами двойного действия.! Станина и картер компрессора В-300-2К, выполнены разъемшми: плоскость разъема проходит вдоль оси коленчатого вала.
Кривошипно-шатунный механизм — на подшипниках скольжения. Корпусы подшипников размещены в картере. Вкладыши подшипников—с баббитовой заливкой. Станина—чугунная, закрытого типа с окнами для монтажа и цилиндрическими напр являющими для крейцкопфа.
Коленчатый вал — двухкривошипный, многоопорный установлен на трех коренных подшипниках и снабжен съемными чугунными противовесами. Шатунные шейки коленчатого вала расположены под углом 90° друг к другу.
Коленчатый вал при помощи упругой муфты сое t дней с приводным валом, установленным на двух выносных подшипниках скольжения, на средней, утолщенной части приводного вала закреплен шкив-маховик для ременной передачи.
Шатуны с открытой (разъемной) кривошипной и закрытой крейцкопфной головками. Обе головки имеют разъемные вкладыши с баббитовой заливкой.
Вкладыш крейцкопфной головки шатуна — клиновую подтяжку. Крейцкопфы стальные, кованные, с отъемными чугунными башмаками. Поршни — чугунные, дисковые.
Цилиндры — съемные, литье, с водяными рубашками. Цилиндры сверху и снизу закрыты крышками, имеющими полбсти для водяного охлаждения. В нижних крышках цилиндров размещены сальники с металлической набивкой.
Всасывающие и нагнетательные клапаны — самодействующие, пластинчатые, кольцевые.
Охлаждение компрессора — водяное.
поиволимогп И в и сальников производится при помощи многоплунжерного масляного насоса
приводимого в движение от эксцентрика, налаженного на свободном конце к^енчатого вала
Техническая характеристика компрессоров
Диаметр цилиндров» мм
Число ступеней сжатия
Вес компрессора, кг
Диаметр маховика, мм
Наименование операций и содержание работы
Лестница, щит, ограждение
Снять и установить площадку для обслуживания
Снять или установить лестницу на крон* штейне
Снять щит маховика компрессора Установить щит маховика компрессора Снять или- установить ограждение у компрессора
Разъединить концы приемной трубы I ступени на фланцах и опустить на пол
Снять выкидной рукав I ступени или приемный рукав II ступени
Снять или установить выкидной рукав II ступени или приемный рукав III ступени
Соединить или разъединить выкидные рукава всех трех ступеней (I фланец)
Соединить приемный рукав I ступени
СГ -50, ВГ-50, СА-25
Норма времени на единицу работ, чел.-ч
Наименование операций и содержание работы
Разъединить воздушную и водяную обвяз-
ку, снять с фундамента и опрокинуть хо-
лодйльцик на пол
Открепить крышку от корпуса нли от трубчатки холодильника
Вынуть трубчатку из корпуса
Очистить одну трубчатку 1 и И ступеней от накипи и нагара ершом, промыть внутри и снаружи
Очистить прокладки и промыть корпус холодильника и фланцы
Очистить крышку (верхнюю или нижнюю) от нагара и прокладки
Просверлить дрелью накипь в трубочке холодильника I ступени
Отбить накипь одной трубочки холодильника 11 ступени
Выбить одну трубочку Z U» из трубчатки холодильника, вставить новую и развальцевать
Опрессовать водой * холодильник с подго
Приготовить раствор, протравить на месте трубчатку каустической содой
Норма времени на единицу объема работ, чел.-ч
Протравить трубчатку каустической содой ‘В ванне при готовом растворе и отнести ее на мёсто Вставить трубчатку в корпус холодильника Установить крышку холодильника или труб-чатки И’ закрепить Установить холодильник на фундамент
Клапаны и клапанные крышки
Снять крышку и вынуть клапан очистить от нагара * крышку клапана, колпак н вывернуть стопорный винт крышки клапана: низкого давления высокого давления Нагреть крышку в горне и вывернуть стопорный винт Установить клапан на место, подмотать на крышку асбестовый шнур и закрепить крышку клапана: низкого давления высокого давления
КрЬПЦКИ цилиндров
Отвернуть гайки, снять крышку цилиндра низкого или высокого давления Очистить от нагара, накипи старой прокладки и промыть крышку цилиндра: низкого давления %
высокого давления Установить и закрепить крышку цилиндра: низкого давления высокого давления
Наименование операций и содержание работы
Поршень с кольцами
Отвернуть контргайку, вывернуть из крейц-
копфа, вынуть из цилиндра и опустить на пол поршень:
Снять с поршня одно кольцо, очистить от грязи, нагара и промыть
Припилить замок нового кольца по цилиндру и снять заусенцы
Надеть кольцо на поршень
Вставить в цилиндр, соединить с крейцкопфом и закрепить поршень:
Закрепить поршневую гайку компрессора •<поршень в цилиндре, крышка снята)
Закрепить поршневую гайку (при вынутом поршне)
Норма времени на единицу работ, чел.-ч
Отсоединять цилиндр от средника (у компрессора В-300-2К), от корпуса, снять и опустить на пол: краном
талями на треноге Установить цилиндр на средник (корпус) и закрепить на шпильках: краном
талями на треноге Очистить от нагара и прокладки цилиндр: низкого давления ‘ высокого давления Приготовить раствор соляной кислоты, установить заглушки и приспособления для заливки, залить раствор, притравить во-* * дяную рубашку, слить раствор, промыть рубашку водой, снять приспособление для заливки и заглушки в цилиндр: низкого давления 4
высокого давления Очистить скребком рубашку цилиндра от накипи и промыть водой из шланга Приготовить раствор каустической соды, протравить им клапанную коробку одного цилиндра
Кривошипный механизм
Расшшшнтовать болты одного шатунного Подшипник подшипника, снять нижнюю головку ша-. туна и вынуть вкладыши
Отвернуть гайку, опустить клин, отвернуть Крейцкопф гайку- крейцкопфного кольца и выбить палец
Типовые нормы времени на ремонт компрессоров (стационарных воздушных и газовых производительностью до 100 м 3 /мин).
Сборник содержит нормы времени на разборку, сборку и ремонт компрессоров стационарных воздушных и газовых: крейцкопфных, бес-крейцкопфных, ротационных и турбокомпрессоров*
Типовые нормы разработаны Центральным бюро нормативов по труду при НИИ труда Государственного комитета СССР по труду и соци* альным вопросам при участии нормативно-исследовательских организаций и предприятий Министерства химического и нефтяного машиностроения, Министерства по производству минеральных удобрений, Министерства химической промышленности, Министерства цветной металлургии СССР, Министерства энергетики и электрификации СССР, Министерства промышленности строительных материалов СССР*
Типовые нормы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариатом ВЦСПС от 15 января 1982 г* № 300/20-16 и рекомендуются для применения в условиях ремонтно-механических цехов, участков предприятий и мастерских всех отраслей народного хозяйства, независимо от их ведомственной подчиненности.
В настоящем сборнике на последней странице помещен бланк отзыва, который заполняется предприятием (организацией) и направляется в адрес ЦБНТ.
Обеспечение межотраслевыми нормативными материалами по труду осуществляется по централизованным заявкам министерств и ведомств.
Все замечания и предложения просьба направлять по адресу: 105043, Москва, 4-я Парковая, 29, ЦБНТ.
Научно-исследовательский институт труда осударственного комитета СССР по труду и социальным вопросам (НИИ труда), 1983
Наименование операций и содержание работы
Отсоединить шатун от крейцкопфа и извлечь шатун из картера
Отвернуть гайку штока и вывернуть из крейцкопфа шток при:
не снятой крышке
Извлечь ирейц’шпф *из картера через люк
Пригнать крейцкопфный палец по конусам крейцкопфа
Промыть крейцкопф, добавить прокладки,
установить на место с проверкой зазоров щупом
Вставить шатун в картер и закрепить
Установить палец, завернуть гайку крейц-копфного пальца, натянуть клин и законтрить
Ввернуть шток в крейцкопф и закрепить его при:
не снятой крышке
(разряд I работы
СГ-50, В Г-50, СА-25
B-30Q-2K, ВБ-8, КГ-165
[ времени на единицу работ, яел.-ч
1. Типовые нормы времени на ремонт компрессоров (стационарных воздушных и газовых производительностью до 100 м 5 /мин) рекомендуются для применения в ремонтно-механических цехах, участках предприятий и мастерских всех отраслей народного хозяйства, независимо от их ведомственной подчиненности. Нормы времени предназначены для нормирования труда слесарей-ремонтников, занятых на ремонте этих компрессоров при сдельной оплате труда и установления нормированных заданий при повременной оплате труда.
Типовые нормы времени могут быть использованы при расчете комплексных норм, при внедрении бригадной организации труда’ 6 соответствии с Методическими основами бригадной формы организации и стимулирования труда в промышленности, разработанными НИИ труда в 1981 г., одобренными Научным Советом по труду и социальным вопросам Госкомтруда СССР.
В сборник включены нормы времени на следующие марки компрессоров: крейцкопфные, бескрейцкопфные, ротационные и турбокомпрессоры.
z. В основу разработки типовых норм времени положены:
а) технологические процессы ремонта компрессоров, разработанные ВНИИ компрессормаш Министерства химического и нефтяного машиностроения;
б) данные фотохронометражных наблюдений, проведенные нормативно-исследовательскими организациями и подразделениями на предприятиях, а также отраслевые и общемашиностроительные нормативы времени.
3. Величина типовых норм времени, приведенная в настоящем сборнике, установлена ’ на выполнение всех элементов указанного состава работ и выражена в человеко-часах на соответствующий измеритель. Нормы времени рассчитаны по формуле:
где НВр — норма времени на операцию, чел.-ч;
ton—величина оперативного времени, чел.-ч;
К== апэ+аос+Иотл’—сумма времени на подготовительно-заключительные работы аПа, обслуживание рабочего места Зов/ отдых (включая физкультпаузы) и личные надобности аотл в процентах от оперативного времени /оп; апз принимается 5%, а0б — 3%, а0Тл — 4% (на основании нормативных исследований).
4. Наименования профессий рабочих и разряды работ в настоящем сборнике указаны в соответствии с Единым тарифно-квалификационным справочником работ и профессий рабочих, выпуск 2, раздел «Слесарные и слесарно-сборочные работы», утвержденным постановлением Государственного комитета Совета Министров ССОР по вопросам труда и заработной платы от 21 января 1969 г. № 22 и согласованным с ВЦСПС.
Если в дальнейшем будут вноситься поправки в тарифноквалификационный справочник, наименования профессий, разряды работ и рабочих, указанные в данном сборнике, должны соответственно изменяться.
о. Выполнение работ рабочими, разряды которых не соответствуют Единому тарифно-квалификационному справочнику, а также недостатки в организации труда и производства, не могут служить основанием для каких-либо йзмене-ний установленных типовых норм времени.
6. Установка приспособлений, подвешивание талей, блоков и других грузоподъемных механизмов, если выполнение этих операций не входит в состав нормированных работ, должно нормироваться отдельно.
7. Время на подноску и подвозку материалов и инструмента слесарями-ремонтниками в пределах рабочей зоны на расстояние до 30 м включено в типовые нормы времени.
8. При выполнении .отдельных работ в противогазах д типовым нормам времени на эти работы применять поправочный коэффициент 1,5.
9- На работы, не предусмотренные сборником, устанавливаются местные нормы по аналогии с типовыми.
10. До введения типовых норм времени необходимо привести организационно-технические условия в цехах и на производственных участках (организация труда, оснастка и др.) в соответствие с запроектированными в нормах и осуществить производственный инструктаж.
11. При внедрении на предприятиях более совершенных, чем это. предусмотрено в типовых нормах, организации производства, труда, технологии работы, оборудования, машин, оснастки и т.п., повышающих производительность труда ра-
бочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормы, соответствующие более высокой производительности труда.
12. С введением настоящего сборника все ранее действовавшие нормы времени на соответствующие работы отменяются (кроме более прогрессивных).
Характеристика оборудования, приспособлений, инструмента и технология работы
Наименование оборудования, приспособлений и инструмента
Источник