Ремонт двигателя при нормальной эксплуатации мотоцикла, как правило, становится необходим после нескольких десятков тысяч километров пробега, когда заметно падает мощность из-за снижения компрессии в цилиндрах, увеличивается расход масла и сильнее дымят глушители, появляются стуки и шумы. Судить о состоянии двигателя при достаточном опыте можно по шумности его работы или по внешним признакам. Если какие-либо нарушения появились вдруг, желательно установить причину неисправности до разборки двигателя, чтобы не трогать лишние узлы. ибо при этом нарушаются соединения приработавшихся пар и уплотнения. (За рулем, №2, 1984 год)
При разборке двигателя, как и других механизмов (частичной или полной), рекомендуется помечать детали, чтобы после проверки годные и мало изношенные установить на свои места.
В мотоциклетном двигателе к числу быстро изнашивающихся деталей относятся поршневые кольца. Их делают из специального чугуна.
Маслосъемные кольца двигателей всех мотоциклов «Днепр» и «Урал» взаимозаменяемы, высота кольца 5—0,015 мм. Компрессионные кольца невзаимозаменяемы: кольцо 7201217-01 (К750М) имеет высоту 3 , а 6101217 (МТ) — 2,5 мм. Обозначения и размеры поршневых колец приведены в табл.1.
Цветовая маркировка
и диаметр головки шатуна, мм
50,012 — 50,009
50,009 — 50,006
50,006 — 50,003
50,003 — 50,000
В скобках — размеры для ирбитских двигателей
Признаки выхода из строя колец — дымление из глушителей, повышенный расход масла (более 300 см3 на 100 километров), снижение компрессии, нарушение работы системы вентиляции (возможен повышенный выброс масла через трубку сапуна). В этом случае надо снять головки цилиндров, после чего проверить состояние деталей поршневой группы.
При износе колец зазор в их замках увеличивается. Предельно допустимым считается 3-миллиметровый. Чтобы измерить его, кольца снимают с поршня, пометив их расположение. Затем кольцо вставляют в цилиндр, выравнивают поршнем его положение и измеряют щупом зазор в замке. Изношенные заменяют в первый раз кольцами нормального размера, а потом, когда износится цилиндр и его расточат, ставят кольца и поршень ремонтного размера. Новое кольцо перед установкой вставляют в цилиндр и проверяют зазор в замке, который должен находиться в пределах от 0.20 до 0,6 мм.
Перед установкой цилиндра на место смазывают его зеркало и юбку поршня моторным маслом, разводят кольца так, чтобы их стыки были расположены под углом 120° один к другому. При надевании цилиндра на поршень кольца сжимают хомутом, который легко можно изготовить из жести.
Признаком износа поршня является глухой металлический стук в области цилиндра, особенно заметный после пуска холодного двигателя.
Правый и левый поршни в обоих двигателях одинаковы, отлиты из жаропрочного алюминиевого сплава КС-245. Юбка по поперечному сечению имеет овальную. а по продольному — коническую форму. В двигателе МТ ось отверстия под поршневой палец смещена от плоскости симметрии на 1.5 мм.
Для правильной установки поршня в цилиндр на его днище набита стрелка, которая при монтаже должна быть обращена вперед, то есть в сторону центрифуги. В этом случае при виде на двигатель МТ сзади палец в поршне правого цилиндра смещен вниз, а в поршне левого — вверх. Отверстия для поршневого пальца по диаметру разделяют на четыре группы (через 0,0025 мм) и маркируют краской на бобышке (табл. 2).
Таблица 1
Компрессионное
нормальный
2-й ремонтный
6101217
6101217-Р2
7201217-01
7201217-01-Р2
78 +0,021
увеличенный на 0,2
увеличенный на 0,5
Маслосъемное
нормальный
2-й ремонтный
7201218-01
7201218-01-Р2
78 +0,021
увеличенный на 0,2
увеличенный на 0,5
Таблица 2
Таблица 3
Размер цилиндра и поршня
Таблица 4
По наружному диаметру (измеренному под маслосъемным кольцом) поршни сортируют через 0.01 мм на четыре группы. Размер группы поршня набивают на наружной стороне днища цифрами: «77.95». «77.96». «77.97», «77.98» для двигателя МТ и «77.93». «77.94», «77.95». «77.96» для К750М. Кроме того, поршни разделяют на группы по массе, которая совпадает с цветовым индексом отверстия под поршневой палец.
Ориентировочно можно считать, что срок службы поршня равен времени износа в нем двух комплектов колец. У поршня изнашиваются канавки для колец (особенно верхнего), стенки отверстий под палец и юбка.
Поршень нужно заменять, если зазор между зеркалом цилиндра и наибольшим диаметром юбки (в плоскости, перпендикулярной оси пальца, ниже канавки для маслосъемного кольца) превышает 0.25 мм. Зазор можно измерить щупом при нижнем расположении поршня в цилиндре.
Если поршень в норме, а износились только канавки верхних, компрессионных колец (торцевой зазор более 0,15 мм) — можно установить на двигатель МТ кольцо от двигателя К750М. предварительно прошлифовав его по высоте с учетом обеспечения торцевого зазора в пределах 0.04—0.07 мм для верхнего кольца н 0,025—0,055 мм для нижнего.
Обычно при первой замене поршней, когда цилиндры изношены еще мало, для уменьшения зазора между зеркалом и юбкой можно устанавливать «нормальный» поршень, но с большим диаметром юбки. Например, если диаметр цилиндра двигателя МТ группы «1» (78,01— 78,00 мм) в процессе эксплуатации увеличился до 78.04—78.03 (что соответствует группе «4»), то стоящий в нем поршень «77.95» следует заменить поршнем с обозначением «77.98». В этом случае восстановится требуемый зазор 0.05— 0.07 мм. В двигателе К750 подбирают поршни с учетом обеспечения зазора 0,07—0,09 мм.
Поршни подбирают не только по диаметру юбки, но и по весу с целью сохранить уравновешенность двигателя. Разница в весе поршней не должна превышать 4 г. Поршневой палец изготавливают из стали 12ХНЗА, цементируют и подвергают термообработке до твердости HRC 5в—63. Он свободно вращается в верхней головке шатуна с зазором 0,0045— 0.0095, но запрессован в бобышки поршня с натягом 0,0045—0,0095 мм. По наружному диаметру пальцы разделяют на четыре группы через 0.0025 мм и маркируют краской на внутренней поверхности (см. табл. 2).
Зазоры более 0,01 мм в соединении пальца с поршнем и более 0,03 мм в соединении пальца с шатуном могут вызывать при перемене режима работы двигателя отчетливые резкие стуки и интенсивный износ деталей. Чтобы устранить эти явления, следует заменить поршневой палец, соблюдая требуемую маркировку и посадку его в поршне и шатуне согласно табл. 2. При установке пальца поршень нагревают до 80—100° С в духовке или в кипящей воде; Перед сборкой палец слегка смазывают моторным маслом, затем совмещают отверстия в поршне и верхней головке шатуна и легкими ударами молотка через оправку забивают в них палец. Посадка смазанного поршневого пальца в верхнюю головку шатуна считается нормальной, когда он легко входит в отверстие, но не выпадает, если расположить его ось вертикально.
Снимать палец можно, не нагревая поршень, но при этом надо пользоваться специальным приспособлением. Если его нет, можно нагреть днище поршня паяльной лампой через металлический лист и при помощи оправки, изготовленной из мягкого металла (медь или алюминий), выбить палец, как показано на рис. 1.
Цилиндры у двигателя МТ одинаковые, взаимозаменяемые. Гильза отлита из специального чугуна и соединена в одно целое с рубашкой из алюминиевого сплава. Твердость гильзы НВ 207—255. Цилиндры К750М отлиты из специального чугуна, твердость их — НВ 207— 255. Левый и правый невзаимозаменяемы, поскольку различаются положением впускных и выпускных клапанов.
Цилиндры по внутреннему диаметру разделяют на четыре группы через 0,01 мм. Размер группы у МТ набивают в нижней части рубашки цилиндра (возле фланца) со стороны кожухов штанг цифрами «1», «2», «З» и «4», которым соответствуют диаметры 78.01—78,00; 78.02 — 78.01; 78.03 — 78.02 и 78,04 — 78.03 мм. У К750М индекс группы набивают на плоскости клапанной коробки.
Цилиндр подлежит замене или расточке под ближайший ремонтный размер поршня, если износ верхней части зеркала составляет 0,15—0.20 мм. Когда цилиндр становится конусным (вверху шире) и овальным, уже не удается восстановить нормальную компрессию установкой новых поршня и колец.
Износ цилиндра определяют измерением его диаметра индикатором-нутромером в трех поясах, расположенных на расстояниях 15, 50 и 90 мм от верхнего торца цилиндра в плоскости качания шатуна и в плоскости, перпендикулярной к ней.
Изношенный цилиндр растачивают и хонингуют под ремонтный диаметр поршней (увеличенный на 0.2 или 0,5 мм). После обработки овальность и конусность зеркала должна быть не более 0,015 мм, чистота обработки не ниже 9-го класса, биение посадочного торца относительно зеркала не более 0,05 мм, несоосность зеркала и наружной поверхности цилиндра, сопрягающейся с картером двигателя, не более 0.08 мм. Поршень подбирают так, чтобы монтажный зазор между наибольшим диаметром его юбки и цилиндром у МТ составлял 0,05—0,07 мм, у К750М — 0.07—0.09 мм. При установке нового поршня в цилиндр необходимо руководствоваться сведениями, приведенными в табл. 3.
Шатун и его крышка у двигателя МТ отштампованы из стали 40Х, твердость — НВ 217—266. Нижние крышки шатунов невзаимозаменяемы, поэтому при сборке каждую надо ставить на свое место. При установке шатунов на коленчатый вал выступы в их средней части должны быть направлены наружу относительно средней щеки вала. В нижней головке есть вкладыши, которые взаимозаменяемы с шатунными вкладышами двигателя «Москвич—408». В верхнюю головку запрессована бронзовая втулка, изготовленная из ленты БрОЦС-4-4-2,5-ПТ-1.5. отверстие которой выполнено с большой точностью. По его диаметру шатуны делят на четыре группы (через 0.0025 мм) и маркируют у головки цветовым индексом (см. табл. 2).
Шатуны в сборе разделяют по весу на семь групп (через 5 г) и маркируют краской. Устанавливают на коленчатый вал шатуны с одноцветной маркировкой. Гайки шатунных болтов затягивают моментом 3,2—3,6 кгс/м. Шплинт должен входить в отверстие болта туго. Нельзя использовать бывшие в потреблении шплинты. Возможные дефекты шатуна — износ втулки под поршневой палец, изгиб и скручивание тела шатуна.
Диаметр втулки можно замерить индикаторным нутромером. Если зазор между втулкой и поршневым пальцем более 0,03 мм, втулку следует заменить. Для этого надо изготовить новую втулку из оловянистой бронзы БрОФЮ-1 или БрОЦС-4-4-2,5 и запрессовать ее с натягом 0,027—0,095 мм. Просверлить во втулке отверстие диаметром 2,5 мм для смазки поршневого пальца и развернуть разверткой до диаметра 21 мм. Снять с горцев втулки фаску 1х45°. Остается замерить действительный размер отверстия. замаркировать его в соответствии с табл. 2 и подобрать поршневой палец с соответствующей цветовой маркировкой. Искривление шатуна характеризуется относительным смещением осей отверстий верхней и нижней головок в вертикальной (изгиб) или горизонтальной (скручивание) плоскостях. Смещение осей допускается не более 0.04 мм на длине 100 мм. Межцентровое расстояние между осями у новых шатунов составляет 140±0.1 мм.
Шатунные болты не должны иметь вмятин, следов вытяжки и срыва резьбы, трещин и других дефектов. Диаметр нижней головки шатуна измеряют при вложенных вкладышах и затянутых с усилием 3,2—3,5 кгс • м болтах крышки.
Если зазоры в шатунных подшипниках не более 0,10 мм, а овальность и конусность шеек коленчатого вала не превышает 0,05 мм, можно не шлифовать шейки. а установить вкладыши нормального или уменьшенного на 0,05 мм размера (первый ремонтный). Коленчатый вал двигателя МТ отлит из высокопрочного чугуна ВЧ50-2 и термически обработан до твердости НВ 212—255. Номинальный диаметр его коренных шеек 45±0.08 мм, шатунных — 48—0,025 мм.
Годность коленчатого вала к дальнейшей эксплуатации определяется степенью износа шатунных шеек. Их диаметр измеряют микрометром в двух взаимно перпендикулярных плоскостях в двух местах на расстоянии 2,5 мм от галтелей. Расстояние между щеками шатунных шеек составляет 28,5+0,14 мм, радиус галтелей 1,5—2,0 мм, чистота обработки не ниже 9-го класса.
У нового двигателя зазор между шейкой и вкладышами составляет 0,025— 0,085 мм. Признак износа шатунных шеек — появление глухих стуков в нижней части картера и понижение давления в системе смазки. При значительном износе шейки шлифуют до ближайшего ремонтного размера (табл. 4) и ставят соответствующие вкладыши. После обработки шеек все каналы, в том числе ловушки, надо очистить от стружки и несколько раз промыть под давлением. В результате шлифовки шатунные шейки должны удовлетворять следующим условиям: овальность и конусность не более 0,015 мм; непараллельность осей шатунных шеек осям коренных шеек — не более 0,02 мм на длине шейки.
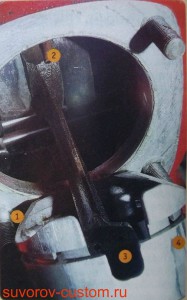
После проверки коленчатый вал собирают, обратив особое внимание на правильность монтажа шатунов, и устанавливают в картер двигателя, как показано на рис. 2. При правильной сборке вал должен легко вращаться в коренных подшипниках.
Источник
Тюнинг двигателя мотоцикла Урал и Днепр.
Приветствую владельцев тяжёлых отечественных мотоциклов Урал или Днепр, которых не устраивает стандартная заводская мощность двигателей этих байков — эта статья для вас. Здесь мы рассмотрим как поднять мощность задушенных двигателей этих мотоциклов своими силами, но хочу сразу предупредить, что без знакомых токаря, расточника, фрезеровщика и термиста, осуществить задуманное будет нереально. Поэтому заранее облюбуйте какой нибудь завод в вашем городе или хорошо оснащённую мастерскую и заведите там знакомство, так как доработка некоторых деталей в обычном гараже неосуществима.
Вообще отечественные оппозитные двигатели этих мотоциклов, имеют неплохой потенциал для форсировки, так как в этих моторах ход поршня имеет меньшее расстояние, чем сам диаметр поршня (ход поршня 68 мм, а его диаметр 78 мм). То есть эти моторы могут быть достаточно оборотистыми (не как японцы, но всё же), но на заводе они явно задушены, да и качество деталей двигателя, по сравнению с японским или европейским мотопромом мягко говоря никакое.
А сейчас вообще в продаже появились запчасти таких подвальных «фирм», что заводские советские детали, кажутся верхом совершенства. Так что прежде чем начинать тюнинговать свой двигатель, как я опишу в этой статье, сделайте для начала его капремонт (замените изношенные шестерни, валы и т.д) но только из советских деталей, которых по России и СНГ ещё осталось предостаточно у местного населения (особенно где нибудь в глубинке). И найдите советские поршни от 6 вольтового Днепра МТ-9 (или К-650), со сферическим донышком — они пригодятся для поднятия степени сжатия вашего мотора. Итак приступим.
Головка двигателя.
Головка любого мотора очень важна, ведь через неё происходит наполнение цилиндров двигателя горючей смесью и отвод отработанных газов. И чем эффективнее наполняются цилиндры, и эффективнее отводятся отработанные газы, тем больше мощность любого двигателя.
Первое с чего мы начнём, это с доводки до нормального состояния заводской головки вашего оппозита. Для начала рассухарьте клапана головки и извлеките клапаны. Если у вас головка мотоцикла Урал, то она более задушена, чем днепровская, так как диаметр её клапанов всего 35 мм выпускной, и 38 мм впускной. Расточите родные ураловские сёдла и на их место запрессуйте нормальные днепровские сёдла клапанов диаметром 38 и 40 мм. Какая посадка должна быть при правильной запрессовке сёдел (сёдла должны быть из прочного ковкого и жаростойкого чугуна), знает любой моторист в автомастерской, поэтому обратитесь именно туда. Там же вам расточат (удалят) ураловские сёдла клапанов, и правильно запрессуют увеличенные днепровские сёдла.
Потребуются теперь днепровские клапана, но при покупке проверьте ровность их стержней(левака хватает), норма прямолинейности которых до 0,03 мм (можно проверить прокатывая стержень клапана по кусочку стекла, и щуп толще 0,03 мм не должен вставляться между стеклом и стержнем клапана, а в идеале ещё тоньше). Из чего должны быть сделаны клапана вы проверить не сможете, но всё же знать это полезно — легированный сплав марки 40Х9 впускной клапан и жаропрочная сталь марки ЭП303 у выпускного клапана. Советские детали сделаны именно из этих сплавов.
Купив клапана, замерьте их диаметр микрометром и подберите к ним новые направляющие втулки из металлокерамики или бронзы, но так, чтобы зазор между стержнем клапана и втулкой был не более 0,04 мм. (кстати при покупке, сразу замеряйте и втулки и клапана). Внутренний диаметр втулки замеряется маленьньким индикаторным нутромером. Как запрессовать втулки, можно почитать на примере автомобильных, ведь принцип запрессовки одинаков, только приспособление нужно сделать именно для вашей головки (приспособление, и как его использовать смотрим здесь).
Запрессованная жигулёвская втулка в головку оппозита, и сальник клапана.
Хочу заверить многих оппозитчиков, что 90% всех НОВЫХ головок для оппозитных двигателей, сейчас продаётся с завышенным аж до 0,5 миллиметра . зазором меду направляющей втулкой и стержнем клапана. Ещё раз повторю — НОВЫХ головок, так что купив новую головку, сразу же рассухаривайте клапана и меняйте втулки, или клапана с более толстыми стержнями (чтобы получить зазор в 0,04 мм). Кстати советую запрессовать жигулёвские заводские втулки, так как на них сделана специальная проточка, на которую одевается очень полезный сальник клапана (см. фото).
Так же проверьте на тарелках клапанов все три необходимые фаски: на входе седла должна быть фаска в 60°, которая будет обеспечивать максимальное наполнение цилиндра на впуске; на выходе седла должна быть фаска в 30°, которая придаст выпуску минимальное сопротивление; и рабочая фаска в 45°, которая будет отлично контактировать с тарелкой клапана, обеспечивая отличную герметичность.
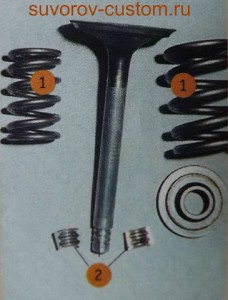
Следующей операцией будет замена штатных пружин на пружины от машины иномарки, например от Авдотьи (Ауди 100). Это нужно обязательно сделать, так как обороты вашего двигателя после тюнинга возрастут, и штатные пружины не справятся с инерцией клапанов и их толкателей на более высоких оборотах. А пружины Ауди более жёсткие и эта жёсткость, а так же их прогрессивная характеристика, не даст клапанам зависать на больших оборотах коленвала.
Пружины от Ауди, тарелка пружины и доработка клапана под сухарики от Ауди. 1 — пружины от Ауди, 2 — сухарики клапана от Ауди и проточки на клапане для них.
Для осуществления этой затеи, понадобится немного укоротить стержни клапанов (до 90 мм), и нарезать на концах стержней три паза, для замков пружин Ауди (см фото). А подрезанные торцы стержней клапанов (в месте контакта с коромыслами) нужно будет закалить или цементировать (какую термичку найдёте на заводе, то и делайте).
При сборке, не забудьте проверить, чтобы коромысло давило именно в центр торца клапана, ведь на большинстве заводских головок эта центровка нарушена. Добейтесь с помощью тонких регулировочных шайб, надеваемых на ось коромысла, чтобы кончик коромысла давил именно в центр торца клапана, это важно.
Перед сборкой желательно расточить шарошкой немного (примерно 1,2 — 2 мм) впускные и выпускные каналы обоих головок, а затем отполировать их стенки до зеркального блеска — это улучшит наполнение, мотор лучше задышит и это поднимет мощность. Не забудьте потом всю головку хорошенько отмыть от продуктов обработки.
Ну и ещё одно усовершенствование головки. Следует сделать и вкрутить футорки под более длинную резьбу современных свечей зажигания, ведь все нормальные (например иридиевые) свечи зажигания имеют длинную резьбу. И пора внедрять современные свечи, которые рассчитанны аж на 200 тысяч километров и в наши оппозитные двигатели. Лучше конечно сделать две футорки, как сделал я на своём Днепре, чтобы установить в дальнейшем по две свечи на каждый цилиндр. Посмотреть это можно вот в этой статье, и там же вы увидите, как проще всего установить самодельное электронное зажигание на оппозитный отечественный двигатель.
Кто желает пойти ещё дальше, в бесконечном пути тюнинга, то можно на двигатель мотоцикла Днепр (у Днепра давление масла больше, чем у Урала, так как маслонасос производительнее) установить гидрокомпенсаторы клапанов от автомобиля иномарки. Это позволит вам забыть о частой регулировке клапанных зазоров. Для осуществления этой затеи, нужно для начала подобрать на разборке сами гидрокомпенсаторы (подвираем их диаметр как модно ближе к диаметру штатных толкателей, чтобы меньше алюминия снимать при расточке штатных отверстий в картере), и пружины клапанов от той же машины.
Замерив точно диаметр компенсаторов, нужно исходя из этого диаметра, расточить отверстия (в которых двигаются штатные толкатели клапанов) в днепровском картере, да так, чтобы гидрокомпенсаторы двигались в расточенных отверстиях с зазором в 0,04 мм.
Круглый штуцер для датчика давления.
А чтобы они заработали, (компенсируя клапанные зазоры), к ним нужно подвести масло под давлением из системы смазки днепровского двигателя. Подвести масло к гидрокомпенсаторам легче всего от штатного датчика давления масла (к датчику подключаем штуцер, который показан на голубом фото слева, только его нужно будет приварить к стальной трубке, и хомутик не нужен) и далее по стальным трубкам, а от трубок в картер вкручены Т-образные штуцеры, по которым масло подводится уже непосредственно к гидрокомпенсаторам в картере (см. фото ниже).
Подвод масляных трубок от датчика к гидрокомпенсаторам клапанов.
Но главное в этой переделке, установить клапанные пружины от той же машины, что и гидрокомпенсаторы. Так как компенсаторы тяжелее штатных днепровских толкателей и у штатных днепровских пружин не хватит силы упругости, что бы справиться с инерцией более тяжёлых компенсаторов (на оборотах выше 4 тысяч), и возникнут перебои в работе двигателя.
Последнее, что здесь нудно сделать, это рассверлить в донышке компенсатора ямку (во всех четырёх), в которую будет упираться штатная дюралевая штанга, которая толкает клапан (точнее стальной наконечник штанги).
Распределительный вал.
Двигатель, с доработанной головкой, «задышит» ещё глубже и эффективнее на больших оборотах, если немного (на 1,5 — 2 мм) увеличить ход открытия клапана. А для этого нужно наварить на кулачки распредвала металл, увеличив профиль кулачков. Кстати на модели Днепров МТ-1036, уже на заводе устанавливали распредвал с более высоким профилем кулачков (чем у других моделей), так что есть смысл поискать этот вал. Если есть возможность (нормальный завод или мастерская с хорошими специалистами), то можно заказать, чтобы изготовили новый распредвал, но с большим на 2 мм профилем кулачков, из стали 20Х, с последующей цементацией.
Сварку следует выполнять лучше аргонно дуговым аппаратом, по чуть чуть наплавляя метал на вершину кулачка, и при этом весь распредвал должен быть погружен в ванночку с холодной водой (по мере её нагрева добавляем холодную). Это обязательно, иначе вал поведёт при нагреве. Наварив немного металла на все 4 вершины кулачка, обрабатываем их и постоянно проверяем профиль, заранее сделанным из картона шаблоном.
Профиль всех четырёх кулачков должен быть абсолютно одинаковым как по высоте, так и по форме «яйца», и после того, как вы этого добьётесь, кулачки следует отполировать до зеркального блеска. После полировки, кулачки желательно закалить до твёрдости НRC 43-48 (лучше обратитесь к знакомому термисту). Кстати, увеличить ресурс распределительного вала можно ещё его немного доработав, а вот как это сделать, читаем вот тут.
После доработки распредвала, как бы мы не старались, но его всё же могло повести, причем не только от сварки, а скорей всего от закалки. Это нужно и важно проверить, если уложить вал в двух призмах, и подвести к нему в разных местах, (там где нет кулачков) носик индикатора часового типа. Проверяем вал, прокручивая его в призмах и следя за стрелкой индикатора. И если есть кривизна, то исправить дело можно, если капнуть электросваркой капельку металла посередине вала (там где нет кулачка) и вы тут же увидите, что вал немного изогнётся в противоположную сторону.
Так можно полностью убрать кривизну, постоянно проверяя вал индикатором, после каждой капельки сварки (в конце капельку стачиваем). Только потренируйтесь сначала на каком нибудь ненужном валике, или металлическом стержне.
Хочу предупредить, что кропотливую доработку распредвала бессмысленно проводить, если не заменить все подшипники, особенно подшипники коленвала на качественные японские. Так же поршневая и коленвал должны быть новыми. И самое главное,что я хочу сказать: при увеличении профиля кулачков, мощность мотора повысится только на высоких оборотах, а на средних и малых оборотах наоборот упадёт.
Почему так происходит, в двух словах не объяснишь, и подробнее об этом очень советую почитать вот в этой статье, прочитав которую вы поймёте, что доработка распредвала, как описано выше, в большинстве случаев не оправдана. Вам придётся после этого постоянно перекручивать двигатель и в два раза чаще работать лапкой переключения скоростей, что для чоппера не солидно — его мотор должен вытягивать с низов. Если же вы строите мотоцикл в стиле каферейсер или стритфайтер, тогда есть смысл заморачиваться, но опять же напомню — ваш двигатель должен быть доведён до идеала (начните как я уже говорил с замены подшипников на фирменные, замены жиклеров карбюратора на увеличенные на 40%, замены выпускной на прямоток и т.д.).
Поршневая группа.
При доработке поршней, мы будем учитывать два главных обстоятельства. Первое — это увеличение степени сжатия, и второе — это сделать так, чтобы поршни не встретились вверху с клапанами, а внизу с щёками коленвала. И как я уже говорил вначале, чтобы поднять степень сжатия, потребуются для Урала поршни от МТ-9 с выпуклым донышком, которое выше ураловского аж на 6 мм, и поэтому оно обеспечит прирост степени сжатия.
Доработка поршневой группы. 1 — с юбки поршня удалён лишний алюминий, 2 — медная трубка, которая льёт масло на донышко внутри поршня, 3 — выборка 12 на 12 мм.
Но загвоздка в том, что прокрутить коленвал Урала с поршнями от МТ-9 невозможно, так как щёки коленвала упрутся в нижнюю кромку юбки поршня. Чтобы это устранить, нужно днепровские поршни подточить так, чтобы сбоку юбки поршня (там где цифра 1 на фото) осталось алюминия всего 3 мм до нижнего маслосъёмного кольца. (см. фото).
Поршни и коленвал после такой доработки перестанут мешать друг другу. Но когда поршень уйдёт в нижнюю мёртвую точку, проверьте, чтобы между сточенной частью юбки поршня и щекой коленвала, был зазор не менее 1 мм (чтобы по мере износа поршней и их перекладки, детали не встретились при работе, ну и плюс тепловой зазор).
Так же следует выпилить окошко 3 (см фото) в юбках обоих поршней, шириной 12 мм и высотой 12 мм. Это нужно для того, чтобы поршень не цеплял при работе трубку подвода масла на донышко поршня (но об этом немного позже). На цилиндре тоже нужно будет вырезать такое же окошко 12 на 12 мм (с. фото ниже).
После всех стачиваний и подгонок добейтесь, чтобы оба поршня имели абсолютно одинаковый вес в граммах. Далее соберите поршневую и установите головки, затем подведя поршни в ВМТ, через свечное отверстие залейте моторного масла, чтобы проверить (по очереди) степень сжатия. Для этого нужно разделить большее число жидкости, которое уместится в цилиндре при НМТ, на меньшее число жидкости, которое уместится камере сгорания при ВМТ. Должно получиться примерно 9,0 — 9,2. (у штатных моторов степень сжатия 6,5 — 7).
Цилиндр с вырезом внизу под маслоподающую трубку.
При прокручивании рукой коленвала ураловского двигателя с днепровскими поршнями, убедитесь, что поршень не встречается с клапанами (это сразу не даст прокрутить коленвал рукой). А так же следует убедиться, что между открытым до конца клапаном и поршнем есть зазор не менее 1 мм. Это можно проверить, если прилепить на донышко поршня пластилин или оконную замазку, толщиной пару миллиметров.
Клапана оставят в пластилине отчётливый отпечаток. Если поршень касается открытого клапана (или двух), значит следует сделать фрезой выборку на поршне. Такие выборки делают на более современных днепровских поршнях (да и на поршне от иномарки тоже).
Кстати, поднять степень сжатия на мотоцикле Днепр, не меняя штатный поршень, можно если сточить привалочную плоскость головки двигателя, а на сколько сточить ? Это зависит от той степени сжатия, которую вы хотите получить, а так же от толщины донышка поршней. Ведь после того, как вы сточите (торцанёте) головку например на 2 мм, на эти же 2 мм следует выбрать фрезой выборки под клапана, иначе поршень и клапана будут касаться друг друга и не дадут коленвалу прокручиваться (не забываем про зазор в 1 мм между дном поршня и открытыми клапанами).
Охлаждение и система смазки.
После выше описанных переделок, следует улучшить допотопную воздушную систему охлаждения (если её можно так назвать). Особенно это касается мотоциклов Урал, древние чугунные цилиндры которого еле еле справляются с тем, чтобы мотор не перегревался, даже при штатной степени сжатия в 6,5. А что уж говорить, если мы подняли сжатие до 9, то без доработок перегрев обеспечен.
Кстати заводские инженеры КМЗ, давно учли, что чугунные цилиндры — это каменный век, и после пресловутого нижнеклапанного касика (К-750) стали устанавливать на все верхнеклапанные моторы последующих моделей Днепров, именно алюминиевые цилиндры с чугунной гильзой, которые намного эффективнее охлаждаются.
Жаль, что Ирбитские инженеры, клепали постоянно перегревающиеся в жару чугунки (чугунные цилиндры) вплоть до конца 90-х годов, пока не появился более совершенный Урал Вояж, а потом и Волк, на которых повторили наконец то цилиндры как у Днепра, сделав их алюминиевыми, и крепление их с помощью сквозных шпилек (наверно через несколько лет пришло просветление в головы инженеров Урала).
Так вот, к чему это я? Да к тому, что в идеале нужно установить на более древние мотоциклы Урал, цилиндры от Волка. Но вот перед этим их следует укоротить аж на 10 мм (и переделать их крепление сквозными шпильками, как на Днепре), так как у Волка ход поршня больше на 10 мм, чем у обычного Урала. Но лучше конечно не портить волковские цилиндры, а установить ещё и коленвал от Волка, и тогда ещё и объём мотора вырастет до 750 кубов, но это тема отдельной статьи. А вообще, если честно, то для меня мотоцикл Днепр намного приятнее и проще тюнинговать, чем Урал, не в обиду владельцам Уралов конечно.
Дополнительный масляный насос в картере Урала. 1 — медная трубка вкручена в корпус насоса, 2 — выход трубки уплотнён герметиком.
Ладно, хватит философии; независимо от того, какие цилиндры стоят на вашем оппозите, нужно всё равно сделать следующее: во первых нужно подвести дополнительную прохладу к донышкам поршней — зону самых высоких температур. Для этого к штатному ураловскому масляному насосу, через переходник и удлинённый валик, подсоединяем ещё один ураловский, а лучше более производительный днепровский маслонасос (см. фото).
И подсоединить к нему отдельную масляную магистраль, которая подсоединяется далее через масляный радиатор (последовательно), затем раздваивается и качает масло именно на донышки поршней изнутри. Проверьте, чтобы обе трубки подачи масла, были направлены именно на донышки поршней изнутри (подведите поршень к НМТ и подогните трубку, направив её на дно поршня изнутри, но так, чтобы она не касалась юбки поршня).
Масляный радиатор от иномарки
Масляный радиатор можно найти на разборке мотоциклов иномарок, так как много дорожных японских мотоциклов имеют воздушно-масляное охлаждение, а чем наш оппозит хуже. Радиатор можно приладить даже от Запорожца — даже на нём имеется воздушно=масляное охлаждение. А в самом картере следует увеличить объём масла до 3 литров, с помощью более высокого алюминиевого поддона картера (см. фото ниже), они сейчас уже есть в продаже. Дополнительный объём масла хорошо будет влиять на температурный режим двигателя, вместе с радиатором.
Увеличенный алюминиевый масляный поддон.
Питание и зажигание.
Останется установить на ваш оппозит электронное зажигание, как описано в статье про его установку (ссылка выше в тексте), а так же нормальные вакуумные карбюраторы от японского мотоцикла, которые добавят мощности. Не забудьте только перейти на более высокооктановый бензин, так как степень сжатия у вас теперь уже не семёрка, а девятка! Обороты двигателя возрастут до 7500, и откроются новые возможности для оппозитного мотора и мотоцикла в целом. А раз обороты возросли, то какие то штатные подшипники могут не справится с оборотами. Поэтому по мере их износа, советую заменить их на фирменные, а как выбрать подшипник и распознать его маркировку, советую почитать вот тут.
Ну и конечно же не помешает установить в коробку передач тюнинговые шестерни третьей и четвёртой передачи, чтобы уменьшить их передаточные отношения (с 1,7 до 1,55 — третья передача, и с 1,3 до 1,09 — четвёртая передача). А так же установить в редуктор заднего моста десятую пару шестерен (как это правильно сделать читаем в этой статье). Это позволит двигаться на скоростях за сотню не перекручивая двигатель.
Вот вроде бы и всё. Кто желает почитать об истории усовершенствования моего мотоцикла Днепр, то кликаем сюда и читаем на здоровье.
Если вы сделаете тюнинг двигателя мотоцикла Урал или Днепр как описано в этой статье, то возможности вашего байка будут намного выше серийных заводских мотоциклов, и вы получите огромное удовольствие от более резкого старта и увеличившейся максимальной скорости, а ведь мотоцикл создан именно для удовольствия; успехов всем!