Все приспособления при ремонте станков
Переносные приспособления для восстановления направляющих
Переносные приспособления рекомендуется использовать при ремонте направляющих станин длиной более 3 м, шаботов большой массы и других нетранспортабельных узлов и деталей. Их применяют на месте нахождения ремонтируемых сборочных единиц, часто без снятия последних с фундамента. Особенностью переносных приспособлений является то, что точность обработки ими направляющих прежде всего зависит от точности установочной базы приспособлений. В связи с этим сначала добиваются требуемой точности базовых поверхностей, в качестве которых на токарном станке обычно выбирают малоизнашивающиеся направляющие для задней бабки, относительно легко восстанавливаемые шабрением. Продольная подача в переносных приспособлениях осуществляется с помощью винтов, втулочных или роликовых цепей.
Приспособление для шлифования направляющих станин
Плиту 4 переносного приспособления для шлифования направляющих станин (см. рис. 93, а) с двумя ее сменными направляющими 7 и 5,
которые крепятся к ней винтами, устанавливают на токарном станке — на пришабренных направляющих для задней бабки. Последние могут иметь любую форму, допускаемую набором сменных направляющих приспособления. В нижней части плиты 4 смонтированы подпружиненные упоры с шарикоподшипниками 4 и 5, выполняющими роль катков. Приспособление перемещают вдоль станины вручную. При шлифовании крупных станин можно применять цепную передачу.
На верхней части плиты смонтировано все приспособление, основными частями которого являются вертикальная стойка с механизмами вертикального и горизонтального перемещения шпиндельной головки, суппорт с устройством для установки шпинделя под различными углами и шпиндельная головка, которую используют стационарно на продольно-строгальных станках и переносных устройствах при ремонте станин на месте эксплуатации. Головка переносного приспособления (рис. 94) состоит из шпинделя 28, вмонтированного в гильзу 5 на четырех радиальноупорных шарикоподшипниках 4 серии 36209, электродвигателя АОЛ2-31-2 (2800 об/мин; 3 кВт), кронштейна 27, основания 26, сменных головок 17 и 19, гайки 18 и заправочного устройства с
корпусом 12. Передние подшипники закреплены на шпинделе и в гильзе лабиринтовыми гайками 21 и 22, а задние — гайкой 2 через кольцо 31 (гайка 2 служит также для демонтажа ротора электродвигателя). Предварительный натяг подшипников осуществляется за счет разности высот дистанционных колец 29, 30 и 23, 24.

Рис. 94. Головка переносного приспособления:
1, 2, 18, 21 и 22 — гайки; 3 — фланец; 4 — шарикоподшипник; 5 и 10 — гильзы;
6 — рычаг; 7 и 34 — крышки; 8 и 27 — кронштейны; 9 — стержень; 11 и 25 — винты; 12 — корпус заправочного устройства; 13 — алмазный карандаш; 14 и 20 — абразивные круги; 15 — кожухи; 16 — грузик для балансировки; 17 и 19 — сменные головки; 23, 24, 29 и 30 — дистанционные кольца; 26 — основание; 28 — шпиндель; 31 — кольцо; 32 — статор; 33 — ротор
Корпус электродвигателя закреплен на гильзе 5 специальным фланцем 3. При изготовлении приспособления используют имеющиеся на двигателе корпус со статором 32 и крышку 34; ротор 33 растачивают соответственно конусному хвостовику шпинделя 28 и закрепляют на нем гайкой 1. Гильза со шпинделем установлена в кронштейне 27 и закреплена крышкой 7, к которой приварены ушко для рычага 6 и кронштейн 8 для стержня 9 с закрепленным на его конце заправочным устройством. В корпусе 12 заправочного устройства находятся гильза 10 с алмазным карандашом 13, перемещаемые винтом 11. На передний конический хвостовик шпинделя насажена головка 17 с грузиками 16 для балансировки абразивного круга 14. Головка закреплена гайкой 18 с наружной правой и внутренней левой резьбами. Вместо головки 17 можно насаживать головку 19 с абразивным кругом 20 чашечной формы.
При использовании приспособления на продольно-строгальном станке основание 26 крепят четырьмя винтами к вертикальной плоскости поворотного суппорта станка (вместо откидного резцедержателя). Суппорт устанавливают в нулевое положение и выверяют положение шпинделя по круговой шкале, имеющей 360 делений, нанесенных на поверхность б основания 26, и кожуху на поверхности а кронштейна 27. Шпиндель устанавливают на нижний угол поворотом кронштейна 27 по шкале на основании 26; закрепляют кронштейн 27 винтами 25.
Приспособление оснащено сменными защитными кожухами 15, которые можно поворачивать вокруг оси шпинделя и фиксировать винтами в проточке гильзы. Для пользования заправочным устройством кожух устанавливают прорезью против алмазного карандаша 13. При шлифовании заправочное устройство отводят в крайнее левое положение. Габаритные размеры приспособления 700 х 400 х 350 мм; масса 70 кг; наибольший диаметр абразивного круга 300 мм.
При шлифовании направляющих с применением приспособления пользуются следующими режимами резания:
при шлифовании периферией абразивного круга скорость резания 30. 35 м/с, подача 12. 15 м/мин, глубина резания
при шлифовании торцом чашечного круга скорость резания 18. 20 м/с, подача 6. 7 м/мин, глубина резания до 15 мкм.
Указанные режимы обеспечивают шероховатость поверхности Ra 0,32. 1,25. Необходимость в последующей слесарной обработке шабрением, как правило, исключается.
Источник
Ремонт направляющих станины токарного станка
В ходе капитального ремонта токарного станка производится восстановление точности направляющих станины. При выборе способа восстановления руководствуются степенью их износа. Когда погрешность не превышает 0,15 мм на отрезке длины в 1000 мм, то их восстанавливают шабрением. При большем износе прибегают к их механической обработке: шлифовке или строганию. Когда направляющие закаленные основным методом ремонта является шлифовка.

Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.




Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.




Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.

Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Источник
Ремонтные и монтажные приспособления
Высококачественный ремонт и техническое обслуживание оборудования возможны только при своевременном и достаточном их обеспечении всеми необходимыми средствами, к которым относятся ремонтные инструменты, оборудование, приспособления и материалы, а также организационная оснастка.
Приспособлением называют устройство, обеспечивающее быстрое и надежное крепление обрабатываемой детали, позволяющее механизировать отдельные операции (например, сборка или разборка машины). При ремонте и монтаже используют следующие приспособления. Для удержания обрабатываемых предметов в необходимом положении применяются тиски стульевые и параллельные. Стульевые тиски (рис. 5.15, а)применяются для грубых слесарных работ, они просты и прочны в работе.

а -стульевые тиски; б — параллельные тиски; в — прижим; г — шлифовальный хомут;
д — трещоточная скоба с трещоткой;
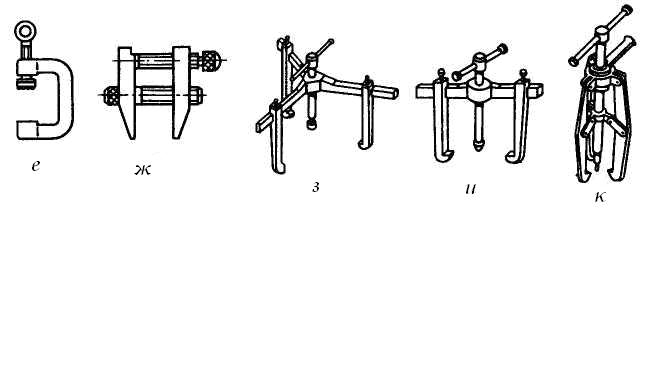
е — струбцина скобообразная; ж — струбцина
параллельная; з — съемник трехлапый; и — съемник двухлапый;
к — съемник универсальный.
Рис. 5.15. Ремонтные приспособления
Параллельные тиски (рис. 5.15, б)применяют для точных работ, выполняемых без нанесения резких ударов. Чтобы при сильном зажатии в тисках не повредить поверхности детали, употребляют вставные губки, изготовляемые из латуни, листовой меди, алюминия и других нетвердых металлов. Для закрепления цилиндрических деталей, заготовок и труб применяют прижимы (рис. 5.15, в).
К числу приспособлений для удерживания инструмента принадлежат клуппы, леркодержатели, ножовочные станки, ручные дрели, скобы трещоточные (рис. 5.15, д), резцовые хомуты, шлифовальные хомуты (рис. 5.15, г).
Струбцины (рис. 5.15, е, ж) применяются для закрепления деталей.
Двух-, трехлапные и универсальные съемники (рис. 5.15, з, и, к,)применяются для спрессовьдвания с валов шкивов, зубчатых колес, звездочек, полумуфт, подшипников качения и других деталей. Съемники бывают механического, гидравлического и пневматического действия.
Трубогибы применяются для гнутья труб в холодном и горячем состоянии. Различают ручные трубогибы (рис. 5.16) и с приводом механического или гидравлического действия.

Рис. 5.16. Приспособление для ручного гнутья труб (одноручьевой станок)
Для выемки букс вентилей, гнезд клапанов, гильз и тому подобных плотно насаженных или запрессованных деталей применяют специальное приспособление, изображенное на рис. 5.17. Через опору и укрепленную на ней гайку 2 проходит винт 1, имеющий ленточную резьбу. К винту прикреплена рейка 3 с поводками 4 и двумя зубчатыми планками 5, перемещающимися вдоль поводков. Поводки имеют внутренний 6 и наружный 7 выступы. В зависимости от диаметра букс поводки вместе с зубчатыми планками можно раздвигать или сдвигать. Для выемки буксы приспособление устанавливают на фланец вентиля, поводки опускают внутрь, раздвигают по диаметру буксы и вывинчивают винт, который тянет поводки и с ними буксу.
Прибор для проточки гнезд вентилей на месте применяется в целях устранения трудоемких операций по снятию с места, переноске в мастерскую для проточки и последующей установки на место вентилей и клапанов (рис. 5.18). На самоцентрующем трехкулачном патроне 1 креплены две металлические стойки 8 с бугелем 7, имеющим ленточную резьбу в отверстии 6. Проточку производят при помощи валика-борштанги 9, в нижней части которого укреплен резец 11, а в верхней установлена рукоятка для вращения при проточке. Поступательное и возвратное движение валика-борштанги осуществляется при помощи пустотелого винта 5 с наружной ленточной резьбой, ввернутого в центре бугеля и закрепленного на валике между заточкой 2 и стопорным кольцом 4. В центре патрона плотно насажена бронзовая втулка 10 с внутренним отверстием, равным диаметру валика-борштанги. Подача резца (опускание и поднятие валика-борштанги) производится ключом, который накладывается на квадрат 3 верхней части пустотелого винта 5.
Прибор укрепляют на корпусе вентиля при помощи кулачно-самоцентрирующего патрона. Применение этого прибора значительно сокращает расход рабочей силы и освобождает токарные станки для других работ. Протачивать гнезда вентилей на месте можно и с помощью электродрели.
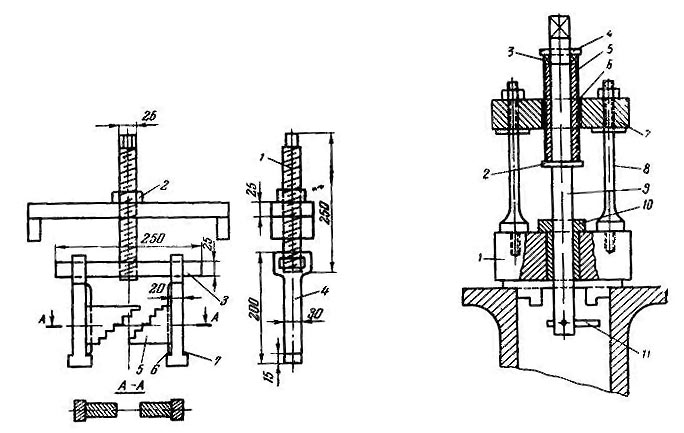
| Рис. 5.17. Приспособление для выемки букс | Рис. 5.18. Прибор для проточки гнезд вентилей |
Приспособление для вырезки прокладок (рис. 5.19) состоит из конического хвостовика 3, который закрепляют в патроне сверлильного станка, двух направляющих стержней 1 для перемещения двух пар стопорных колец 2, служащих для фиксирования двух дисковых ножей 5 (А и В) и настройки приспособления на определенные внутренний и наружный диаметры вырезаемой прокладки. Ножи в определенном положении закрепляют стопорными кольцами 2 с помощью винтов 4. Упор 6 служит для фиксирования заготовки. При вырезке прокладки приспособление опускают на заготовку прокладки и фиксируют ее упором 6. За счет вращения приспособления вокруг оси хвостовика 3 нож А вырезает наружную сторону прокладки, а нож В — внутреннюю. При разметке заготовки диаметр внутреннего отверстия вырезаемой прокладки должен быть немного больше внутреннего отверстия трубы, так как при сжатии прокладки (например, при сборке фланцевого соединения) ее внутренний диаметр уменьшается.

1 — направляющий стержень; 2 — стопорные кольца; 3 — конический хвостовик;
4 — фиксирующие винты; 5 — дисковый нож (А и В -наружный и внутренний ножи);
Рис. 5.19. Приспособление для вырезки прокладок
Ремонтные материалы
Материалы, применяемые для ремонта должны обладать высокой механической прочностью и химической стойкостью, а также обеспечивать плотность соединений после ремонта. Они должны быть недорогими, доступными для использования в условиях ремонтно-механических мастерских предприятия. Кроме того, ремонтные материалы не должны оказывать вредного действия на продукт, взаимодействовать с воздухом, водой, моющими и дезинфицирующими растворами. Материалы с сильным запахом (керосин и др.) разрешается использовать только вне помещения производственных участков.
При ремонте используют основные и вспомогательные материалы.
Основные материалы.Основные материалы применяют для изготовления деталей при ремонте оборудования. Большее распространение получили следующие материалы: сталь марок Х18Н9Т, Х17, Х25Т и др.; алюминий марок А000, Al, А2, A3; не содержащая олова бронза (алюминиевая, марганцовистая); пластмассы (полипропилен, винипласт, волокнит и др.).
Вспомогательные материалы. К вспомогательным относятся материалы, применяемые при выполнении ремонтных операций: прокладочные и набивочные материалы, химикаты для мойки деталей (сода и др.), обтирочные материалы (ветошь, марля и др.), шлифовальная шкурка, припои, электроды, смазочные масла, лаки и краски.
Прокладочные материалы. Они служат для уплотнения фланцевых соединений трубопроводов, деталей арматуры и аппаратуры. Применяют следующие прокладочные материалы:
пищевая резина — для изготовления прокладок пастеризаторов, охладителей, смотровых и осветительных окон и люков. Ее выпускают в виде листов, шнуров круглого, квадратного, прямоугольного, трапецеидального и фигурного профиля, а также колец и манжет;
бумага и картон — для устранения просачивания смазочных масел, например, в редукторах;
асбест — для изоляции паропроводов и др., т. е. в соединениях, работающих при высоких температурах. Асбест выпускают в виде листов, пучков волокон, шнуров, лент, крошки;
паронит — для прокладок во фланцевых соединениях трубопроводов, в паровых котлах и др., т. е. в оборудовании, работающем при высоких давлениях и температурах. При температуре до 185° С вместо паронита применяют клингерит (смесь асбеста с графитом, суриком, каучуком и окисью железа). Для лучшего уплотнения клиигеритовые прокладки перед установкой смазывают консистентной смазкой, белилами, жидким стеклом или свинцовым суриком. Свинцовый сурик является ядовитым веществом, поэтому работа с ним требует особой осторожности;
стальная, латунная или алюминиевая фольга — для изготовления прокладок в подшипниках скольжения;
войлок и технический фетр — для изготовления уплотнений в сальниках для защиты их от попадания воды и продукта.
Прокладочные материалы выбирают в зависимости от условий работы уплотняемого соединения: среды (вода, рассол, пар, аммиак, воздух и др.) и параметров работы (давление, температура).
Набивочные материалы. Эти материалы в основном применяют для уплотнения арматуры трубопроводов общего назначения и сальников. Выпускают набивки в виде шнуров круглого и квадратного сечения, сплетенных из хлопчатобумажной нити, льняной, пеньковой или джутовой пряжи и из асбестовой нити. Набивки могут быть сухие и пропитанные, что указывается в их марках, например: ХБС — хлопчатобумажная сухая, ХБП — хлопчатобумажная пропитанная, ПС — пеньковая сухая и т. д.
Лаки. Их используют при ремонте оборудования для пропитки изоляционных материалов, образования защитной пленки на деталях и склеивания изоляционных материалов. В зависимости от химического состава лаки делятся на масляные, битумные, асфальтовые, смоляные и кремнийорганические.
Краски. В основном применяют масляные и эмалевые краски. Масляные краски получают путем растирания сухих красок — пигментов — на маслах или олифах до густотертой пастообразной консистенции. В качестве грунта перед окраской металла и дерева используют железный и свинцовый сурик. Водостойкие покрытия металла производят свинцовыми и цинковыми белилами. Эмалевые краски состоят из смеси красителей с масляными лаками. После высыхания эмалевой краски получается твердое глянцевое покрытие, похожее на эмаль.
Для сварки применяют следующие материалы: для ацетилено-кислородной сварки и резки металлов — карбид, кислород в баллонах, ацетилен в баллонах; для прочих видов газовой сварки — аргон технический, углекислый газ и др.; для резки металлов — пропанбутан. Для электродуговой сварки электроды поступают в готовом виде.
Источник