- Ремонт резьбы
- Ремонт резьбового отверстия (восстановление повреждённой резьбы)
- Способ восстановления резьбы
- Повреждённую резьбу можно полностью восстановить по следующей технологии:
- Какие возможности есть у резьбовых вставок
- Какие инструменты применяются при восстановлении резьбы
- Описание технологии восстановления резьбы
- Резьбовые вставки. История. Описание. Применение.
- Сверление
- Нарезание резьбы специальным метчиком
- Установка резьбовой вставки
Ремонт резьбы
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
 Резьбовая вставка
Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
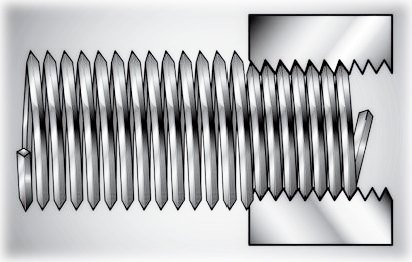
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Источник
Резьбовые вставки. История. Описание. Применение.
К сожалению, повреждение резьбы в отверстиях различных деталей – явление достаточно распространенное. Повреждение может произойти как при изготовлении детали, так и во время ее эксплуатации. Восстановление поврежденной резьбы обычно сводится к рассверливанию отверстия с сорванной резьбой и последующее нарезание новой резьбы большего диаметра. Но это не всегда возможно, и далеко не всегда оправданно. На помощь приходит простой и эффективный метод восстановления резьбы с помощью проволочных резьбовых вставок.
Этот метод совсем не новый. Сохранившиеся зарубежные рекламные буклеты датированы далеким 1938 годом.
Таким образом, из приведенных образцов рекламы видно, что уже 80 лет назад данный метод имел практическое и коммерческое применение.
По другим источникам, применению данного метода дало толчок активное использование алюминия в самолетостроении, что приблизительно указывает на указанный временной период.
Можно копнуть еще глубже. Что, если покопаться в очень старых патентах?
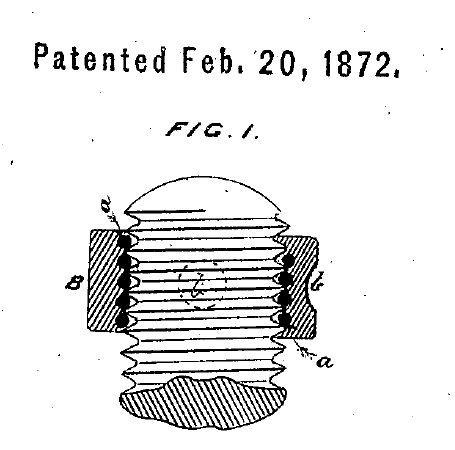
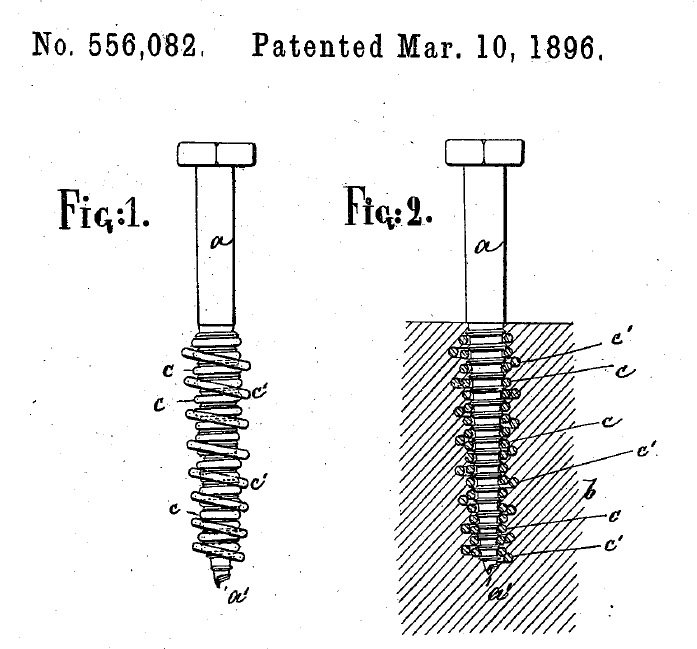
Только представьте! Конец XIX века! Конечно же это еще не совсем привычные нам резьбовые вставки. Однако важно понимать, что данная теория возникла более ста лет назад, а дальше только совершенствовалась.
Данный метод широко распространился по всему миру. Также он применялся и в СССР. Серийно выпускались резьбовые вставки, комплектовались наборы, распространялась технология его применения.

В связи с тем, что метод восстановления резьбы с помощью резьбовых вставок в мире очень популярен, возникло большое количество фирм-производителей данных вставок. Отметим, что в настоящее время вставки всеми производителями выпускаются по единому стандарту DIN 8140, первое издание которого было выпущено в 1988 году. А вот инструмент и технология монтажа у разных производителей могут отличаться, однако общие принципы данного метода остаются неизменными на протяжении многих лет. Комплексное предложение из вставок, инструмента и технологии применения обычно именуется как «система» с добавлением отличительного фирменного названия изготовителя. В поисках резьбовых вставок вы можете наткнуться на предложение «система BaerCoil», или же «система HeliCoil».
Типовая «система» состоит из проволочных резьбовых вставок, произведенных по DIN 8140, и инструмента для установки этих вставок в подготовленное отверстие. Что касается метчиков, то они специальные, их размеры не соответствуют размерам стандартной линейки метчиков для метрических, конических и других типов резьб. Отсюда и специальная маркировка метчиков – по конечному результату после монтажа соответствующей вставки в подготовленное с помощью этого метчика отверстие. То есть, если на метчике написано М10х1.5, то это означает, что именно такая внутренняя резьба будет получена после монтажа соответствующей вставки – то есть конечный результат.
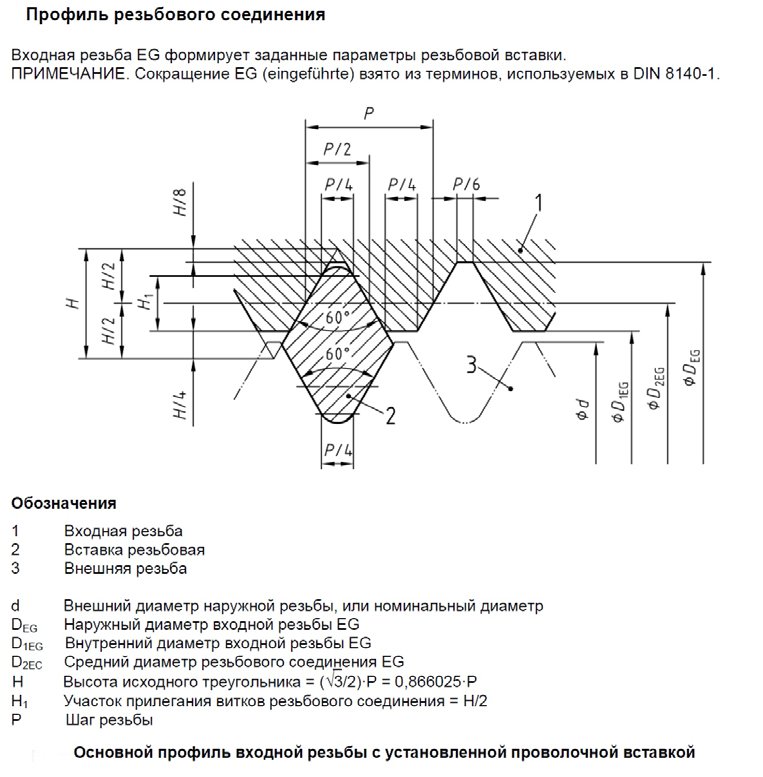
 Проволочные вставки представляют из себя спираль с ромбическим профилем, соответствующим профиль резьбы. В уже упомянутом стандарте DIN 8140 приведены все технические данные, в том числе требуемые размеры отверстия под установку вставки. Также можно встретить такие термины как «входная резьба» и «резьба под винт». Согласно DIN 8140, резьба, образованная специальным метчиком системы для дальнейшего монтажа вставки называется входной (внутренней) резьбой. А та резьба, которая образовывается после установки вставки – резьба под винт (внешняя). После установки резьбовой вставки значение допуская внешней резьбы под винт должно соответствовать значению 6H.
Проволочные вставки представляют из себя спираль с ромбическим профилем, соответствующим профиль резьбы. В уже упомянутом стандарте DIN 8140 приведены все технические данные, в том числе требуемые размеры отверстия под установку вставки. Также можно встретить такие термины как «входная резьба» и «резьба под винт». Согласно DIN 8140, резьба, образованная специальным метчиком системы для дальнейшего монтажа вставки называется входной (внутренней) резьбой. А та резьба, которая образовывается после установки вставки – резьба под винт (внешняя). После установки резьбовой вставки значение допуская внешней резьбы под винт должно соответствовать значению 6H.
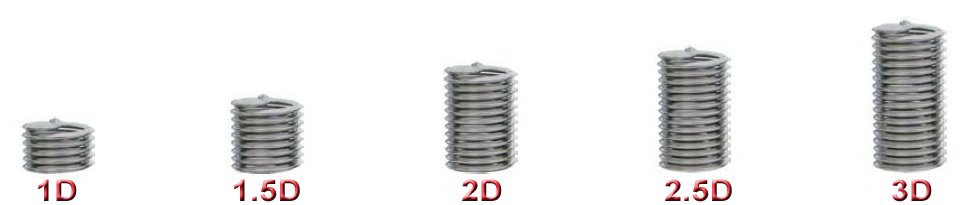
Стандарт оговаривает и материал, из которого изготавливаются вставки – коррозионностойкая, закаленная, термостойкая сталь или бронза. Некоторые производители выпускают вставки и из других материалов, но эти вставки относятся к вставкам специального назначения. Например, для аэрокосмической отрасли. Вставки, выпускаемые серийно, имеют определенное количество витков. Стандартно выпускаятся вставки длиной 1D, 1.5D, 2D, 2.5D, 3D. Это означает, что длина вставки равна одному диаметру, двум диаметрам и так далее. Также нужно учитывать, что длина вставки в свободном состоянии и в смонтированном состоянии отличается. Это происходит в связи с тем, что в процессе установки вставка удлиняется. Поэтому нужно помнить, что длина вставки обозначается в смонтированном виде.
Более длинную вставку всегда можно укоротить откусыванием лишних витков.
Рассматриваемый в данной статье метод восстановления резьбы в отверстии признан наиболее эффективным и дешевым из всех существующих. К тому же он чрезвычайно прост; нужно выполнить всего три действия:
Сверление
Отверстие с поврежденной резьбой засверливается для удаления остатков поврежденной резьбы. Рекомендуемый диаметр сверла обычно приводится каждым производителем в специальных таблицах-рекомендациях. Как правило, все производители предлагают к поставке все необходимые размеры сверл, однако ничто не мешает использовать для этой операции сверла нужного диаметра других производителей.
Нарезание резьбы специальным метчиком
В подготовленном отверстии необходимо нарезать резьбу соответствующим метчиком. Использовать метчик, идущий в комплекте (рекомендованный производителем) обязательно! Только при выполнении этого условия, будет получен правильный результат.
Установка резьбовой вставки
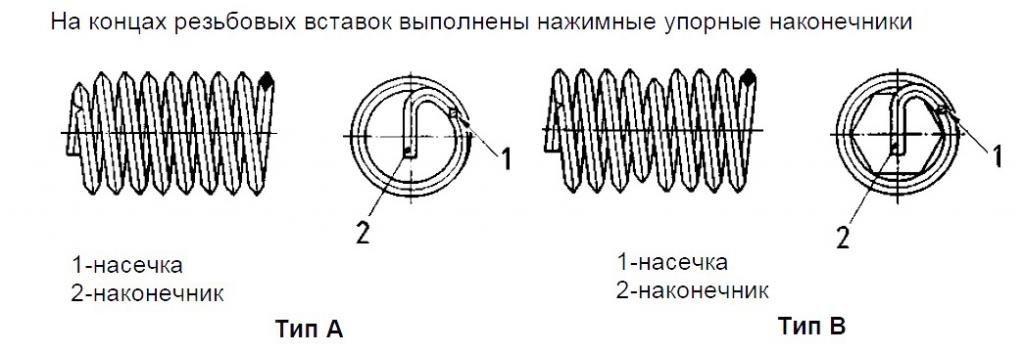
С помощью специального приспособления, также всходящего в комплект поставки каждой «системы», произвести установку резьбовой вставки в отверстие с нарезанной специальным метчиком резьбой. Для ремонта целесообразно использовать ручные приспособления. Механизированные приспособления применяются при серийном изготовлении деталей. И последнее дополнительное действие – обломить установочную цапфу (хвостик) по специальному технологическому надрезу. Если вставка устанавливается в глухое отверстие и ее длина соответствует длине болта, то цапфу можно и не обламывать – она не будет препятствовать правильной установке болта.
Кстати, в стандарте DIN 8140 установочная цапфа обозначается как «нажимной упорный наконечник».
В результате описанных действий мы получаем новую резьбу, не только не уступающую по своим прочностным характеристикам оригинальной резьбе, но и значительно ее превосходящую.
Наружный диаметр каждой резьбовой вставки в свободном состоянии больше принимающей резьбы на точно рассчитанную величину. Это разница обеспечивает необходимый натяг в месте посадки резьбовой вставки и не дает ей самостоятельно выкручиваться. Резьбовые вставки устойчиво и практически без зазора располагаются в принимающей резьбе. При такой очень прочной посадке отпадает необходимость использовать клей для фиксации, который рекомендуется в случае с классической переходной втулкой.
Упругие свойства резьбовых вставок позволяют равномерно распределить нагрузки и напряжения. Угловая и шаговая погрешность компенсируются по всей длине резьбовой вставки, в результате чего достигаются идеальные условия для передачи усилия между болтом и приемной резьбой и, как следствие, увеличение срока службы резьбового соединения при любых статических и динамических нагрузках.
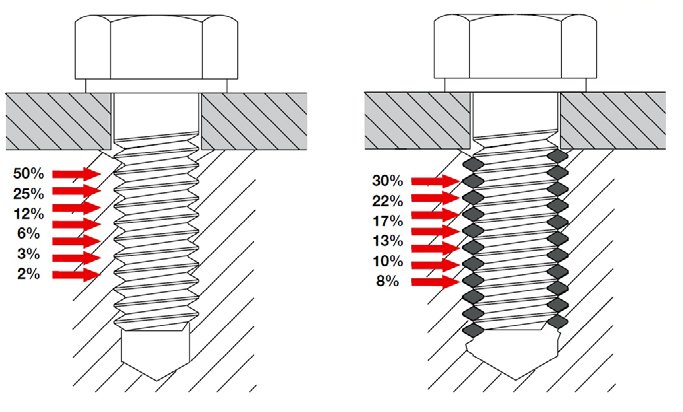
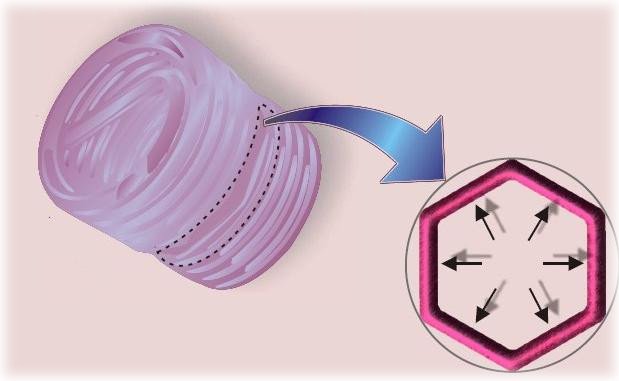
Для еще более прочной посадки и, соответственно, еще более надежного резьбового соединения, выпускаются специальные блокирующие резьбовые вставки с шестигранными стопорящими витками в середине вставки. Такие вставки окрашивают в другой, обычно красный, цвет. По стандарту они обозначаются, как вставки типа B. Действие стопорного элемента основано на силе трения, которая противодействует ослаблению и самоотвинчиванию резьбового соединения.


Отметим, что, несмотря на то, что речь идет о ремонте и восстановлении поврежденной резьбы, наиболее интересное их применение – это усиление несущей способности резьбы в корпусных деталях, деталях сложной формы, больших размеров или высокой стоимости. Все производители акцентируют внимание потребителей на свойство усиления несущей способности резьбы при использовании резьбовых вставок. А ремонт резьбы – это уже вытекающее отсюда применение.
Описываемые системы позволяют создать сверхпрочные резьбовые соединения, допускающие большую нагрузку в металлах низкой прочности (алюминий и сплавы на основе алюминия и магния), а также в пластике и дереве. Появляется возможность изготовления и восстановления резьбовых отверстий в тонкостенных деталях, уменьшается износ резьбы при частых завинчиваниях и отвинчиваниях. Применение пружинных вставок предоставляет конструктору свободу в выборе материала и его толщины.

Еще одно применение резьбовых вставок – легкий переход с одной резьбы на другую, например с дюймовой на метрическую. Все просто: высверливается старая резьба, с помощью соответствующего метчика нарезается резьба под вставку и устанавливается резьбовая вставка под метрическую резьбу. В результате получаем новую необходимую нам резьбу повышенной прочности.
Возвращаясь к вопросу ремонта, нужно отметить, что резьбовые вставки хорошо зарекомендовали себя в самых разных отраслях, таких, как ремонт авто и мототехники, при ремонтах узлов, выполненных из сплавов алюминия – головки блока цилиндров, коробки передач и т.д. Резьбовые вставки очень надежны при ремонте резьбы свечных колодцев и форсунок.
Источник