Технологія відновлення гнізда клапана головки блоку ДВС. Способи притирання клапанів і перевірки якості притирання сполучення «гніздо-клапан».
Відновлення клапанних гнізд. При зносі клапанних гнізд, що не перевищує гранично допустимий, відновлення їх працездатності зводиться до утворення необхідного кута фаски. Перед обробкою фасок клапанних гнізд замінюють зношені направляючі втулки стрижня клапана на нові і обробляють їх рядків, яка встановлюється в оправлення. Оброблене отвір використовують в якості технологічної бази при зенковании фаски клапанних гнізд, що забезпечує необхідну співвісність отворів втулок і клапанних гнізд. Обробку клапанних гнізд виробляють з використанням плаваючого патрона. При зносі клапанних гнізд вище допустимого їх відновлюють установкою клапанних сідел.
При відновленні клапанних гнізд запрессовкой сідел нерухомість з’єднання забезпечується натягом. Необхідна міцність при цьому досягається за рахунок напружень, що виникають в матеріалі сідла і головки циліндрів. При тривалій дії нагріву напруги можуть зменшитися, знизивши тим самим міцність посадки. Тому для виготовлення клапанних сідел необхідно застосовувати високоміцні теплотривкі матеріали: чавун ВЧ50-1,5, спеціальний чавун № 3 ТМ 33049. Останнім часом набув поширення сплав ЕП-616 на хромоникельової основі. Отвори під сідла обробляють спеціальним зенкером, який встановлюють в спеціальну оправку. Діаметр зенкера вибирають відповідно до розміру оброблюваного отвори під вставку клапана. Центрування інструменту виробляють за допомогою напрямних цангових оправок, що встановлюються в отвори під втулки клапанів. Цим забезпечують високу концентричність оброблюваних поверхонь під вставки сідел і центрує поверхні. Крім цього, застосування жорстких напрямних дозволяє обробляти отвори на вертикально-свердлильному верстаті 2Н135 і отримувати необхідну розмірну і геометричну точність оброблюваних поверхонь. При розточуванні головку встановлюють в спеціальне пристосування.
Спочатку попередньо растачивают клапанні гнізда, а потім остаточно при 100 об / хв шпинделя верстата, ручній подачі за один прохід. У підготовлені таким чином клапанні гнізда запресовують сідла (рис. 58 і 59) за допомогою оправлення. При цьому головку циліндрів попередньо нагрівають до температури 80 . 90 ° С, а сідла охолоджують в рідкому азоті до -100 — . 120 ° С. Нагрівання головок виробляють у ванні для нагріву ОМ -1600, а охолодження за допомогою посудини Дьюара. Кільця повинні бути запресовані в виточки головки до відмови і без перекосу (рис. 60). Після запресовування виробляють зачеканювання сідел в чотирьох точках рівномірно на дузі через 90 °. Потім головку циліндрів встановлюють на стенд ОР-6685 для обробки фасок клапанних гнізд, розгортають отвори в напрямних втулках і баньки фаски клапанних гнізд. Отвори у втулках розгортають при 50 об / хв і подачі 0,57 мм / об за один прохід, зен-Ковані виробляють при 200 об / хв зенкера, подача 0,57 мм / об за кілька проходів.
В результаті неодноразової обробки площині головок блоків циліндрів фрезеруванням або шліфуванням нижня стінка головки стає тоншою і менш міцною, тому для цієї групи деталей відновлення клапанних гнізд запрессовкой сідел недостатньо надійно. У такому випадку слід відновлювати клапанні гнізда газової наплавленням. Якщо у головки, крім зношених клапанних гнізд, є ще і тріщини, то спочатку необхідно відновити гнізда, а потім заварювати тріщини.
При роботі на двигуні в результаті впливу механічних і теплових навантажень в нижній площині головки циліндрів накопичуються зна-ве внутрішні напру — жінчин, значення і характер розподілу яких можуть бути дуже різними. Нагромаджені напруги призводять до викривлення головок, а в окремих випадках — до появи тріщин. Якщо застосовувати холодну електродуги-ву зварювання, то виникають при цьому зварювальні напруги, складаючись на окремих ділянках з залишковими, а також монтажними (при затягуванні головки) і робітниками, спричинять появу нових тріщин. Тому для наплавлення гнізд потрібно застосовувати такий спосіб, який дозволив би знизити залишкові напруги і не привів би до виникнення нових. Такий спосіб — гаряче зварювання, що забезпечує високу якість зварних швів при мінімальній напруженості деталі.
При гарячої зварюванні головку попередньо нагрівають до температури 600 . 650 ° С і зварюють при температурі деталі не нижче 500 ° С. Нижня межа нагрівання встановлюють, виходячи з властивостей чавуну, пластичність якого нижче цієї температури різко падає, що призводить до виникнення зварювальних напружень. Перед нагріванням клапанні гнізда головок ретельно зачищають.
Для нагріву головки використовують нагрівальну камерну піч з електричним або іншим підігрівом. Доцільно застосовувати камерну електричну піч Н-60, в якій можна нагрівати одночасно до п’яти головок.
Велике значення має швидкість нагріву і охолодження деталей. Швидкий нагрів головки циліндрів може викликати появу додаткових напружень.
Після закінчення нагрівання до отвору печі переміщують пересувний зварювальний стіл і укладають на нього головку.
Зварювання виконують ацетилено-кисневої пальником ГС-53 або ГС-ЗА («Москва»), використовуючи наконечники № 4 або 5 залежно від разм-ера тріщини. Для забезпечення високої якості наплавленого металу слід застосовувати добре сформований, різко окреслений полум’я пальника, для чого мундштук зварювального пальника повинен бути в хорошому технічному стані. При заварці тріщин і наплавленні клапанних гнізд використовують відновлювальну частина полум’я, що захищає метал від окислення завдяки вмісту в полум’ї водню, вуглекислого газу та окису вуглецю. Ядро полум’я в процесі наплавлення має перебувати від поверхні деталі на відстані 2 . 3 мм. Зварювання ведуть при рівномірному безперервному нагріванні зварювальної ванни.
У якості присадочного прутка застосовують чавунні прутки марки А (склад в%): 3 . 3,6С; 3 . 2,5 Si; 0,5 . 0,8 Мп; Р 0,5 . 0,8; S0,08; 0,05 Сг; 0,3 Ni. Діаметр прутка — 8 . 12мм (вибирають в залежності від ширини оброблення тріщини). Поверхня прутків повинна бути ретельно очищена і знежирена. Як флюс застосовують мелкотолченого прокаленную буру або її 50% -ву суміш з просушеної кальцинованої содою.
Хороші результати дає також застосування флюсів ФСЧ-1, АНП-1 та АНП-2.
Після закінчення зварювання головку циліндрів знову поміщають в піч, щоб зняти зварювальні напруги. Головку нагрівають до 680 ° С, а потім охолоджують, спочатку повільно (з піччю), до 400 ° С, а потім в сухому піску або термосі, дотримуючись режим згідно з графіком. Повністю остиглі головки очищають від шлаку і окалини і направляють на механічну обробку. Спочатку фрезерують привалочную площину на горизонтально-фрезерному верстаті типу 6Н82 циліндричної фрезою 180Х Х125 мм або на вертикально-фрезерному 6М12П торцевої фрезою із вставними різцями ВК6 або ВК8.
Після механічної обробки площині контролюють якість зварювання. Заварені місця повинні бути чистими, без раковин і шлакових включень. Обробку фасок клапанних гнізд виробляють зенкером аналогічно описаній вище обробці фасок сідел.
Притирання клапанів. Перед розбиранням головок циліндрів очистити їх від масла і нагару і позначити порядкові номери клапанів на торцях тарілок для того, щоб при складанні встановити їх на свої місця.
Для рассухаривания клапанів необхідно головку циліндрів без форсунок, коромисел, осей коромисел і шпильок кріплення осей коромисел встановити привалочной поверхнею на плиту так, щоб забезпечити упор для клапанів. Рассухаривания виконувати за допомогою пристосування, зображеного на рис. 84. Для цієї мети ввернути завзятий болт 1 пристосування в отвір під шпильку кріплення осі коромисла, натискну тарілку 2 пристосування встановити на тарілку пружин відповідного клапана і, натискаючи на рукоятку 3 важеля пристосування, віджати пружини клапана, вийняти сухарі і зняти всі деталі клапанного вузла. Таким же шляхом послідовно рассухаріть всі інші клапани і зняти пружини клапанів і пов’язані з ними деталі.
Повернути голівку циліндрів і вийняти клапани з направляючих втулок. Клапани і сідла ретельно очистити від бруду, нагару і масляних відкладень, промити в гасі або спеціальному миючому розчині, висушити і оглянути для визначення ступеня ремонту. Відновити герметичність клапана притиранням можливо тільки при наявності незначних зносів і дрібних раковин на робочій фаски і лише в тому випадку, якщо тарілка і стрижень НЕ покороблена і немає місцевих прогарів на фасках клапана і сідла.
При наявності таких дефектів притирке повинні передувати шліфування сідел і клапанів або заміна несправних деталей новими.
Для притирання клапанів використовувати спеціальну притирочную пасту, приготовану шляхом ретельного перемішування трьох частин (за об’ємом) мікропорошку зеленого карбіду кремнію з двома частинами моторного масла і однією частиною дизельного палива. Перед вживанням притирочную суміш ретельно перемішати, так як при відсутності механічного перемішування мікропорошок здатний осідати.
Встановити головку циліндрів на плиту або спеціальне пристосування привалочной поверхнею догори. Нанести на фаску клапана тонкий рівномірний шар притирочное пасти, змастити стрижень клапана чистим моторним маслом і встановити його в голівку циліндрів. Допускається наносити пасту на фаску сідла. Притирання виконувати зворотно-обертальними рухами клапанів за допомогою спеціального пристосування або дрилі з присосом. Натискаючи на клапан із зусиллям 20 . 30 Н (2 . 3 кгс), повернути його на 1/3 обороту в одному напрямку, потім, послабивши зусилля, на 1/4 обороту в зворотному напрямку. Не можна виконувати притирання круговими рухами.
Періодично піднімаючи клапан і додаючи на фаску пасту, продовжувати притирання, як зазначено вище, до тих пір, поки на фасках клапана і сідла чи не з’явиться безперервний матовий поясок шириною не менше 1,5 мм. Розриви матового паска і наявність на ньому поперечних рисок не допускається. При правильній притирке матовий поясок на фаске клапана сідлі повинен починатися у більшого підстави
Після закінчення притирання клапани і головку циліндрів ретельно промити гасом або спеціальним миючим розчином і висушити.
Увага! Наявність навіть незначних залишків притирочное пасти на клапані або голівці циліндрів можуть привести до натираючи і прискореного зносу гільз циліндрів і поршневих кілець.
Клапани, пружини і деталі їх кріплення встановити на головку циліндрів і засухаріть клапани, використовуючи пристосування (див. Рис. 84).
Якість притирання сполучення клапан-сідло перевірити на герметичність шляхом заливання гасу або дизельного палива, заливаючи його по черзі у впускні і випускні канали. Добре притерті клапани не повинні пропускати гас або дизельне паливо протягом однієї хвилини.
Допустима перевірка якості притирання олівцем. Для цього поперек фаски притертість чистого клапана м’яким графітовим олівцем нанести через рівні проміжки 10-15 рисок, після чого обережно вставити клапан в сідло і, сильно натискаючи до сідла, повернути його на 1/4 обороту. При хорошій якості притирання все риски на робочій фаски клапана повинні стертися. При незадовільних результатах перевірки якості притирання її необхідно продовжити.
Источник
Ремонт клапанних гнізд головок циліндрів автотракторних двигунів
Робоче місце по ремонту клапанних гнізд головок автотракторних двигунів демонструється на ВСХВ в майстерні павільйону «Типова садиба МТС».
Відомо, що головка циліндрів працює в умовах високих температурних напружень і сприймає високі тиску газів в циліндрі. Виходячи з цього, до голівки пред’являються великі вимоги щодо теплостійкості, гідравлічної непроникності і механічними властивостями.
Найбільш уразливі в голівці клапанні гнізда, які швидко зношуються і втрачають свою газонепроникність. Тому найбільш поширеною операцією по ремонту головки є операція відновлення клапанних гнізд.
Клапанні гнізда можна відновити різними способами. Якщо гнізда зношені незначно і потрібно тільки відновити їх газонепроникність, притирають клапани або фрезерують гнізда з подальшою їх притиранням. При сильному зносі гнізд, коли клапани просідають більше допустимої величини і потрібно додатково відновити просідання клапанів до нормального, проводять торцювання або кільцювання гнізд. Є й інші способи відновлення клапанних гнізд.
Притирання клапанів. Процес притирання полягає в тому, що конічні поверхні клапана і гнізда змащують шаром дуже тонкого абразивного порошку з маслом, а клапану повідомляють зворотно-обертальний рух. При цьому в одному напрямку обертання клапан притискається до гнізда і їх поверхні прірабативаются і притираються, а в зворотному напрямку обертання клапан піднімається і притирання не відбувається.
Необхідність підйому клапана і зворотного його обертання викликана тим, що за безперервного натискання і обертанні в одному напрямку абразивні частинки залишають кругові ризики і якісної притирання не виходить. Крім того, ускладнюється надходження до поверхонь, що труться нових частинок абразивного порошку і масла.
Для притирання користуються ручним приладом (при цьому притирати можна лише одне клапанне гніздо) або спеціальним притирочную верстатом (на ньому одночасно притирают всі клапани).
Після притирання на-конічних поверхнях тарілки клапана і гнізда повинна залишатися рівна матова кільцева смужка.
Розриви матовою смужки, а також її поглиблення на поверхні клапана не допускаються. Верхня кромка смужки повинна відстояти від краю конусної поверхні тарілки клапана не менше ніж на 1 мм.
Крім притирання клапанів, герметичності сполучення гнізда з клапаном можна домогтися і в інший спосіб — застосуванням вібруючою оправлення (рис. 1), що служить для шліфування клапанного гнізда. Якщо гніздо зношене сильно, то спочатку його шліфують більш грубим абразивним каменем (чорнова шліфування), потім більш дрібним (чистове шліфування). Для отримання необхідної ширини фаски гніздо попередньо фрезерують під кутом 75 і 15 ° фрезами — шарошками.
Вібрує оправлення складається з стержня змінного перерізу, на якому укріплений абразивний камінь з кутом в 45 °. З одного кінця оправлення поміщається направляючий стрижень під направляючу клапанну втулку. При цьому важливо, щоб між втулкою і стрижнем був зазор 02 мм, який забезпечує вібрацію оправлення при обертанні її зі швидкістю 10-12 тис. Об /хв і отримання сферичної фаски.
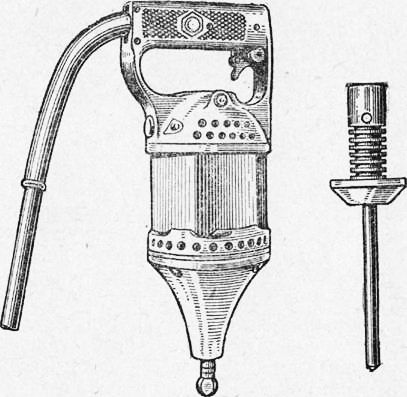
Мал. 1. Вібрує оправлення для шліфування клапанних гнізд.
обертальний рух оправлення отримує від електричної дрилі за допомогою фігурного наконечника, який вставляється в верхній торець стрижня оправки.
При такому способі відновлення клапанних гнізд необхідна більш ретельна шліфування фаски клапана для отримання більш чистої поверхні.
Якість притирання клапанів перевіряють гасом, який заливають у впускні і випускні канали головки. При цьому протягом 5 хвилин гас не повинен проникати між клапанами і гніздами.
Якість притирання клапанів можна також перевірити спеціальним приладом, що прикріплюється до голівки циліндрів струбцинами. Ущільнення між головкою і кришкою приладу досягається гумовою прокладкою. В камеру накачують воду до тиску 3-5 атм. Якщо-вода не буде протікати у впускні і випускні канали через сполучення гнізда з клапаном, то притирання виконана задовільно.
Після відновлення клапанних гнізд і складання головки перевіряють утопание або виступаніє тарілки клапана щодо поверхні роз’єму головки.
Фрезерування клапанних гнізд. Клапанні гнізда фрезерують при порушенні герметичності посадки клапана в гнізді і виступанія тарілки клапана щодо гнізда не менше 2 мм (для тракторів «Універсал» та АСХТЗ-НАТІ) і не менше 05 мм (для трактора ХТЗ-7) і утопанія щодо площині роз’єму головки не більше 1 мм (для тракторів КД-35), не більше 2 мм (для тракторів ДТ-54), не більше 3 мм (для трактора ДТ-24) і не більше 5 мм (для тракторів С- 80).
Процес фрезерування клапанних гнізд полягає в тому, щоб, користуючись спеціальним набором фрез, відновити геометричну форму гнізда, необхідну ширину фаски і підготувати її поверхню для притирання.
Чернової фрезою з кутом в 45 ° знімають шар металу до виведення слідів зносу і відновлення конусної поверхні. При цьому внаслідок зняття металу з гнізда збільшується ширина фаски. Для відновлення нормальної ширини фаски служать дві фрези: одна з кутом 75 °, за допомогою якої ширину фаски гнізда зменшують знизу, і друга з кутом 15 °, користуючись якою фаску гнізда зменшують зверху. Нормально фаска гнізда повинна розташовуватися не вище за середню частини фаски клапана.
Після отримання нормальної ширини фаски гнізда, його остаточно фрезерують чистової фрезою з кутом 45 °.
Для продовження терміну служби головки необхідно при фрезеруванні фасок знімати якомога менше металу.
Фаска зношеного клапанного гнізда зазвичай має раковини глибиною 003-005 мм. Для відновлення зношеного гнізда потрібно зняти шар металу 010015 мм.
Направляючий стрижень фрези повинен входити в отвір втулки клапана з зазором не більше 005 м..
Торцювання клапанних гнізд необхідно при виступанія тарілки клапана щодо гнізда менше 2 мм (для тракторів «Універсал» та АСХТЗ-НАТІ), менше 05 мм, (для трактора ХТЗ-7) і утопанія тарілки нового збільшеного клапана нижче площини головки циліндрів більш ніж на 1 мм (для трактора КД-35).
Процес торцювання полягає в тому, що верхню площину гнізда клапана протачивают на глибину не більше 2 мм, а по діаметру — не більше діаметра кільця для кільцювання.
Торцюванням досягається зменшення діаметра підстави конуса гнізда, що дає можливість звичайним фрезеруванням гнізда домогтися нормального виступанія або утопанія клапана.
Після торцювання тарілка клапана повинна виступати над поверхнею гнізда не менше ніж на 2 мм (крім клапанів трактора КД-35). Загальна глибина гнізда головки трактора КД-35 після торцювання не повинна перевищувати 45 мм.
Гнізда головок двигунів тракторів ДТ-24 ДТ-54 і С-80 НЕ торцюють, так як в противному випадку може відбутися зменшення ступеня стиснення за рахунок збільшення при торцюванні обсягу камери згоряння.
ні фрезеруванням, ні торцюванням, піддають циліндричної расточке. У розточене отвір запресовують з певним натягом кільце, після чого в ньому фрезерують нову фаску.
Щоб кільце не випадало при нагріванні головки під час роботи, його виготовляють з дрібнозернистого чавуну твердістю 179-241 по Бринелю. В цьому випадку матеріал, з якого зроблено кільце, і сама головка мають майже однакові коефіцієнти об’ємного розширення. Заготовки піддають старінню тривалим зберіганням на відкритому повітрі або нагріванням до температури 400-500 ° в печі протягом 3 годин з подальшим повільним охолодженням.
На надійність посадки кільця в голівці не менший вплив надає величина натягу, чистота зовнішньої поверхні кільця і розточеного гнізда, а також їх овальність і конусність.
Не менше значення має прилягання торців кільця до дна розточеного гнізда.
Щільне прилягання необхідно для кращої тепловіддачі, а отже, і запобігання клапанів від перегрівання і обгорання.
При кільцюванні головки циліндрів трактора С-80 рекомендується для поліпшення подальшого тепловідведення ставити під торець кільця прокладку товщиною 025-040 мм з обпаленого червоної міді.
щоб отримати хороші результати від кільцювання, необхідно строго виконувати певні технічні умови.
Поверхня розточеного отвори і зовнішня поверхня кільця повинні бути чистими і гладкими. Зовнішня поверхня кільця повинна бути прошліфована. Овальність і конусність (в мм) розточеного отвори під кільце і зовнішньої поверхні кільця не повинні перевищувати величин, зазначених у таблиці 3.
Перед запрессовкой кілець необхідно нагріти головку в маслі до 150-170 ° або в печі до 400-425 °. Можна також нагрівати головку в киплячій воді.
Точно витримати розмір отвору при расточке значно важче, ніж точно виготовити кільце. Тому спочатку розточують гнізда, а по ним виготовляють кільця з розмірами, що забезпечують нормальний натяг.
Отвір під кільце зазвичай растачивают на свердлильному верстаті, користуючись спеціальним універсальним пристосуванням (рис. 2). Це пристосування встановлюють безпосередньо на голівці і центрують по голівці калібром, який тонким стрижнем входить в спеціальну втулку, що встановлюється замість направляючої втулки, а центрирующим циліндром — в отвір кронштейна пристосування. Після установки і центрування пристосування з нього знімають інсталяційний калібр і втулку і встановлюють різцеву оправлення, на яку попередньо надягають направляючу втулку і кільце, яке обмежує необхідну глибину розточувального отвору. У такому вигляді різцеву оправлення встановлюють в головку і центрують по шпинделя дриля, а головку кріплять до столу верстата.
Різець в оправці за розміром розточувального отвору під кільце встановлюють, користуючись розмірним кільцем.
Кільцювання в конусное гніздо. У голівках двигунів тракторів С-80 за типовою технології передбачається при кільцюванні постановка сталевих (сталь 40Х) східчастих кілець з подальшою їх розвальцюванням. В цьому випадку растачивают ступеневу гніздо і з конусом. Після запресовування такого кільця в гніздо останнім розвальцьовують спеціальної гнуття. Отриманий в голівці конус заповнюється матеріалом кільця, забезпечуючи його надійне кріплення в голівці.
Відновлення клапанних гнізд з тріщинами по фаскам і між перемичками. Клапанні гнізда таких головок відновлюють заваркою тріщин газовим пальником, а потім фрезерують або проводять кільцювання з подальшою притиранням клапанів.

Мал. 2. Пристосування для розточування клапанних гнізд під кільцювання.
Перед заваркою тріщини з її крайок знімають фаску 4 x 45 °, потім головку нагрівають в печі до 650-700 °. При заварці тріщини користуються чавунними прутками А6 (ГОСТ 2761-44). Після заварки тріщини головку разом з піччю або в спеціальних термоізоляційних ящиках дуже повільно охолоджують, щоб уникнути появи нових тріщин. У заваренной головки зачищають наплавлений шов і звичайним способом фрезерують і притирають гнізда.
Зазвичай після ремонту такі головки піддають гідравлічному випробуванню підтиском 4АТ протягом 5 хвилин.
Нівроку фасок клапанних гнізд газовим пальником. Перед наварюванням з кромок тріщин на фасках і перемичках між ними знімають фаски 4 Х45 °, а гнізда готують до наварки фрезеруванням.
Наварювати фаски потрібно на нагрітій до температури 650-700 ° голівці, щоб уникнути появи нових тріщин. Нагрівати головки можна в звичайній і в спеціальній печах.
Щоб при наплавленні гнізд метал не стікав, необхідно в клапанні гнізда вставляти земляні шашки.
Наварених головка повинна повільно, протягом 18- 20 годин, остигати разом з піччю, а потім пройти гідравлічне випробування і механічну обробку.
Відновлення клапанних гнізд дизельних двигунів наплавленням рідким чавуном. Цей спосіб розроблений на черкеських заводі «Молот» і полягає в наступному. Головку очищають від нагару і бруду. Клапанні гнізда расфрезеро-ють, а на крайках тріщин знімають фаски, щоб отримати шорстку поверхню. Потім у впускні і випускні канали головки набивають формувальну землю до рівня фасок гнізд, а на останні встановлюють літники. Після такої підготовки в гнізда заливають рідкий чавун; при цьому важливо, щоб чавун весь час вимив підготовлені поверхні, нагріваючи їх до температури оплавлення. Після наплавлення головку повільно охолоджують в теплоізоляційному ящику або безпосередньо разом з піччю. Охолоджену головку піддають гідравлічному випробуванню і проводять необхідну механічну обробку.
Відновлення клапанних гнізд запрессовкой вставки на два гнізда дизельних двигунів КДМ-46 і Д-54. Цей спосіб запропонований працівниками автотракторної контори Грознефтьразведка. Він дає можливість відновлювати головки з глибокими тріщинами в перемичках між гніздами. Користуючись спеціальної різцевій оправкой, захоплюючої два клапанних гнізда і передкамеру, на голівці вирізують гніздо на глибину 20 мм для двигуна КДМ-46 і 194 мм для Д-54 і розточують виточення глибиною відповідно 75 і 68 мм.
З чавунного лиття виточують диск за розмірами розточеного гнізда (рис. 3). У диску растачивают два отвори для клапанних гнізд і передкамери (двигун КДМ-46)
або вихровий камери (двигун Д-54). Виготовлений диск запресовують в підготовлене в голівці гніздо, попередньо встановивши під диск і його буртик прокладки.
Запресовані диски повинні виступати над площиною головки на 02 мм. Затягуванням головки шпильками досягається подальше ущільнення.
Відновлення клапанних гнізд торцюванням привалочной площині. Цей спосіб розроблений на черкеських заводі «Молот» для головок дизельного двигуна Д-54. При цьому способі з привалочной поверхні зістругують або сфрезе-ровивают метал товщиною 2-3 мм. Зазвичай це буває можливо внаслідок збільшеної товщини привалочной стінки проти нормальної. Тому таким способом можна відновлювати не всі головки.
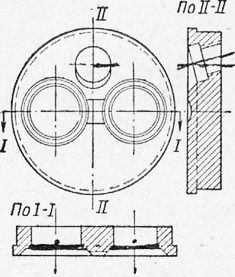
Мал. 3. Диск з гніздами під виточення в голівці циліндрів.
Источник