Pereosnastka.ru
Обработка дерева и металла
Ремонт подшипниковых щитов. Наиболее типичные повреждения подшипниковых щитов — появление трещин. Большие трещины, распространяющиеся к месту посадки подшипника, как правило, не заделывают. Подшипниковый щит в этом случае заменяют новым. Небольшие трещины щитов заваривают следующим способом: очищают стальной щеткой поверхность щита от краски и ржавчины на расстояние 30 — 40 мм вокруг трещины. Снимают напильником или наждачным кругом с помощью обдирочного станка с гибким валом фаски с кромок трещины под углом 60° на глубину ‘/з толщины стенок крышки, но не более 7-8 мм. Обваривают разделанные кромки трещин электродами. Сварочные работы выполняют в полном соответствии с правилами техники безопасности.
Ремонт валов. Вал может иметь следующие повреждения: изгиб, повышенное биение, повреждение поверхности шеек, выработку, конусность и овальность шеек.
Изогнутый вал правят на токарном станке или в разогретом виде на винтовом прессе. Незначительное биение, обнаруживаемое индикатором у небольших машин, устраняют проточкой и шлифованием шеек вала. Царапины, забоины и шероховатости шеек вала устраняют шлифовкой и полировкой вручную или на станке. Значительные забоины, выработку, конусность и овальность шеек ликвидируют проточкой вала с последующей шлифовкой и полировкой. Если в результате механической обработки диаметр шеек вала значительно уменьшается, его увеличивают металлизацией с последующей обработкой.
Шабером снимают заусенцы и задиры на посадочных местах вала, шлифуют. Вал устанавливают в центры токарного станка и проводят вибродуговую наплавку посадочного места вала пружинной проволокой или стальной лентой из стали У7, 70 или 75 без подачи охлаждающей жидкости в зону наплавки. Режимы вибродуговой наплавки выбирают в зависимости от толщины наплавляемого слоя.
Ремонт подшипников. Подшипники скольжения применяют в машинах старых серий, подшипники качения — в современных двигателях.
Подшипники скольжения. Как правило, ремонт подшипников скольжения сводится к смене изношенных втулок или перезаливке вкладышей. Замеряют и записывают все размеры, хорошо промытого в керосине вкладыша. Если зазоры между вкладышем подшипника и вала и размеры смазочных и улавливающих канавок в пределах нормы, а вкладыш или втулка не имеет значительных изъянов (раковин, задиров, следов подплавления, отставания баббита от тела вкладыша), то вкладыши можно не перезаливать.
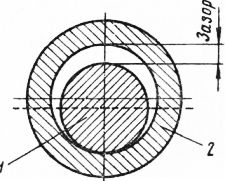
Рис. 1. Зазор между валом и вкладышем подшипника:
1 — вал, 2 — вкладыш подшипника
Сильно изношенные вкладыши перезаливают. Старую заливку выплавляют на горне или в специальной электрической печи. После этого внутреннюю поверхность вкладыша протравливают кислотой и лудят, чтобы обеспечить лучшее сцепление новой заливки с вкладышами. Для заливки обычно применяют баббит Б16, который плавят в специальном тигле на горне или паяльной лампе, нагревая его до 450 °С. Расплавленный баббит для предохранения от окисления посыпают слоем древесного угля. Массу, необходимую для заливки баббита, берут больше массы вкладыша на 20 — 25%, учитывая усадку и припуски на обработку.
Отлитый вкладыш протачивают внутри и пришабривают по валу, оставляя зазоры. Прорезают продольные маслораспределительные канавки и окна для смазочных колец, просверливают маслоспускные отверстия. Готовый вкладыш очищают от опилок, обдувают сжатым воздухом и промывают керосином.
Более прогрессивный способ заливки — центробежный, при применении которого не требуется больших припусков, ускоряется процесс заливки и создается плотная структура металла.
Центробежную заливку можно осуществить на простом токарном станке, использовав специальное приспособление. Подготовляют внутреннюю поверхность вкладыша, скрепляют обе его половины хомутами и нагревают до температуры 150 — 200 °С.
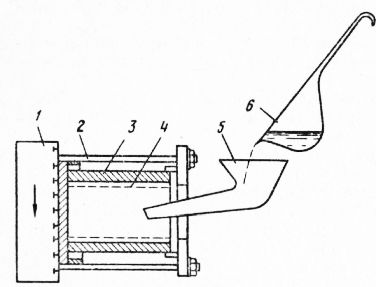
Рис. 2. Схема заливки вкладыша центробежным способом:
1 — планшайба станка, 2 — стяжная шпилька, 3 — вкладыш, 4 — границы баббитовой заливки, 5 — воронка, 6 — ковш с расплавленным баббитом
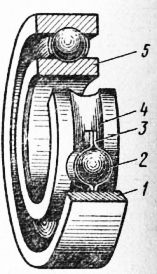
Рис. 63. Подшипник качения:
1 — наружная обойма, 2 — шарик, 3 — сепаратор, 4 — беговая дорожка, 5 – внутренняя обойма
Включают станок проверяют точность установки.
Готовят необходимую дозу расплавленного баббита и время вращения вкладыша за один прием через во-oohkv 5 заливают его. Благодаря центробежной силе жидкий баббит равномерно распределяется по внутренней поверхности вкладыша. После заливки вращение вкладыша продолжают 20 — 30 мин для полного затвердевания баббита. При этом способе можно припуск на обработку баббита ограничить до 2 — 2,5 мм на сторону.
Подшипники качения. Шарико- и роликоподшипники, как правило, не ремонтируют. При износе рабочих поверхностей обойм и деталей подшипники заменяют новыми. Новые подшипники перед установкой тщательно промывают сначала в разогретом до температуры 90-95 °С в масле в течение 10 — 20 мин, после этого — в бензиновой ванне.
Подшипник считают изношенным, если зазор между шариком (роликом) и обоймой превышает следующие величины : 0,1 мм — для валов диаметром до 30 мм, 0,2 мм — для валов диаметром до 80 мм и 0,3 мм — для валов диаметром более 80 мм. Если зазоры в подшипниках увеличены, при работе машины слышен стук и чувствуется вибрация.
Величину зазора (люфта) у роликовых и шариковых подшипников можно определить с помощью индикатора прибора КИ-1223, разработанного ГОСНИТИ , или другими специальными приборами.
Новый подшипник подбирают по номеру старого или путем сопоставления их размеров.
Источник
Ремонт корпусов и подшипниковых щитов.
Наиболее распространенные дефекты:
— Износ и срыв резьбы отверстия
— Износ посадочных мест под щиты
Исправление посадочных отверстий в чугунных корпусах и щитах.
Задиры и вмятины исправляют зашлифовкой, если общая площадь не превышает 4% от посадочной поверхности под подшипник и 15% от посадочной поверхности замков. Зашлифовку производят бархотным напильником или шлифовальной шкуркой, слегка смоченной в машинном масле. При больших повреждениях исправления производят наплавкой металла, запрессовкой втулки, нанесения герметика и другими методами.
Перед наплавкой детали нагревают в печи до 300-400 градусов течении 4-6 часов и медленному охлаждению в выключенной печи в течении 12-16 часов.
В щите посадочную поверхность под подшипник восстанавливают запрессовыванием втулки.
1) Протачивают гнездо с учётом толщины втулки в 6-10 мм, а толщина стенки на щите неравна 10мм
2) Прессование производят с подогревом, обеспечивающим посадку с натягом.
3) Втулку закрепляют в щите с двумя диаметрально-противоположными стопорами.
Износ посадочных поверхностей 0 и притупляют кромки
— Поверхности прилегающие к месту заварки зачищают до металлического блеска абразивным кругом и металлической щёткой
— Заварку производят электросваркой постоянным током обратной полярности 45-60А на 1мм в зависимости от электрода. В качестве присадочного используют медные стержни диаметром 3. 6мм с оболочкой из листовой жести t=0,3мм с тонкой меловой обмазкой. Флюс: бура=50%, Fe опилки = 25%, Fe окалина = 25%. Сварку ведут короткими участками 40мм, не допуская перегрева
— Каждый участок простукивают молотком
— Швы зачищают от шлака
Восстановление обломанных лап корпуса.
— Кромки сопрягаемых деталей разделывают под углом 30 0 с обеих сторон на гл. ¼ толщины
— Изготовляют 2…3 шпильки с резьбой
— Сверлят отломан и основн детали и нарезают в них резьбу
— Проваривают газовой сваркой по разделке по технологии (выше)
Восстановление резьбовых отверстий.
В стальных корпусах
— Гнёзда с изношенной резьбой заваривают электросваркой дуговой
В чугунных и Al корпусах
1) расверливают отверстия под пробку
2) нарезают резьбу
3) изготовляют футорку, свертывают ее и проваривают э сваркой
5) просверливают отверстие и нарезают ррезьбу.
В Al корпусах целесообразно заменить болты на шпильку и гайку. Шпильку на клей закрепляют в корпусе.
Дата добавления: 2014-12-04 ; просмотров: 2545 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт корпусов и подшипниковых щитов




![]()
![]()
Ремонт сердечников (магнитопроводов)
Ремонт активной части электрических машин
Литература.
1. Мудрецова-Висс К.А., Дедюхина В.П. Микробиология, санитария и гигиена: учебник. – 4-е изд., испр. и доп. – М.: ИД «ФОРУМ»: ИНФРА-М, 2009. – 400 с.: ил. – (Высшее образование).
2. Жарикова Г.Г. Микробиология продовольственных товаров. Санитария и гигиена: учебник для вузов / Г.Г. Жарикова. – 3-е изд., стер. – М.: Издательский центр «Академия», 2008. – 304 с.
3. Жарикова Г. Г., Козьмина А. О. Микробиология, санитария и гигиена пищевых продуктов: Практикум. – М.: Издательство ГЕЛАН, 2001. – 256 с.
4. Товароведение и экспертиза потребительских товаров: Учебник. 2-е изд., перер. и доп. – М.: ИНФРА-М, 2009. – 752 с. – (Высшее образование).
5. Колобов С.В. Товароведение и экспертиза плодов и овощей: Учебное пособие /С.В. Колобов, О.В. Памбухчиянц. – М.: Издательство – торговая корпорация «Дашков и К о », 2009. – 400 с.
6. Елисеева Л.Г. Товароведение и экспертиза продуктов переработки плодов и овощей: Учебник /Л.Г. Елисеева, Т.Н. Иванова, О.В. Евдокимова. – М.: Издательско-торговая корпорация «Дашков и К о », 2009. – 376 с.
Лекция подготовлена ассистентом кафедры микробиологии с вирусологией и иммунологией Дюпиной Н. С.
Впроцессе работы электрической машины происходит износ, ослабление крепления и изменение формы ее отдельных деталей. Некоторые детали даже при сохранении формы и размеров теряют свою работоспособность в результате потери упругости. Все это приводит к ухудшению энергетических и эксплуатационных показателей работы машины и требует ее ремонта.
Характерными повреждениями сердечников статоров (роторов) являются: ослабление посадки сердечников в корпусе (на валу), их сдвиг в осевом направлении, распушение крайних листов, ослабление прессовки, нарушение изоляции между листами, выгорание или оплавление отдельных участков и износ внутренней (наружной) поверхности.
Ремонт при ослаблении посадки сердечника.Сначала осматривают сердечник статора и проверяют состояние стопоров и кольцевых шпоночных канавок, в которых они установлены. Устанавливают сердечник на место по заводскому исполнению и закрепляют его новыми стопорами или кольцевыми шпонками, причем отверстия для стопоров сверлят в новом месте. При ослаблении посадки сердечника ротора его выпрессовывают с вала, вал ремонтируют или заменяют на новый и вновь устанавливают сердечник ротора.
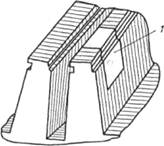
Ремонт при распушении крайних листов сердечника.Для устранения этого дефекта в машинах малой мощности пропиливают ножовочным полотном наклонные пазы в зубцах (их размеры показаны на рис. 16.1.1, а) и проваривают эти пазы электродуговой сваркой (электрод 0ММ5 диаметром 2 мм). При сварке распушенные зубцы 4 сжимают сегментом или кольцом 3 с помощью шпилек 2, пропущенных через пазы. Сварные швы опиливают совместно с сердечником до требуемого размера. Распушенные зубцы можно также склеить, промазав лаком и стянув кольцом и шпильками до полного высыхания лака. Для машин большей мощности, имеющих относительно высокие зубцы, указанные способы ремонта не применяют, поскольку они не обеспечивают прочного и надежного скрепления зубцов и создают замкнутые контуры для протекания вихревых токов. В этом случае можно рекомендовать установку дополнительной шайбы 5 с зубцами (пальцами) 6, как показано на рисунке16.1.1,б, или установку отдельных нажимных пальцев 6 между сердечником 4 и нажимной шайбой 7, как показано на рис. 16.1.1, в. Такой ремонт возможен при распрессовке сердечника и его частичной или полной перешихтовке.
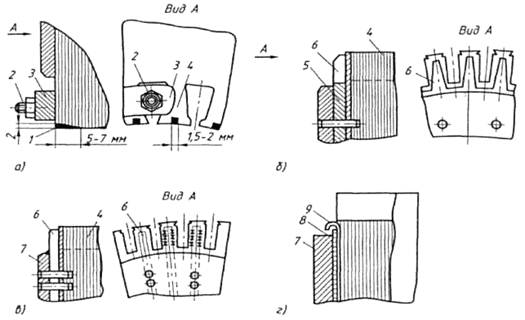
Рисунок 16.1.1- Эскизы отремонтированных сердечников с использованием сварки (а), дополнительных нажимных шайб с зубцами (б), отдельных нажимных пальцев (в) и клиньев (г):
1 — сварной шов; 2 — шпилька; 3 — кольцо; 4 — зубцы; 5 — шайба; б — нажимные пальцы; 7— нажимная шайба; 8— текстолитовый клин; 9— крайний лист сердечника

Ремонт при ослаблении прессовки сердечника.При общем ослаблении прессовки сердечников небольшого диаметра между нажимнойшайбой 7 и крайними листами сердечника через каждые 2. 4 зубца забивают текстолитовые клинья 8 (рис. 16.1.1, г), обеспечивающие нормальную прессовку сердечника. Чтобы определить необходимую толщину клина, можно предварительно опрессовать сердечник при давлении 1 МПа. Ширина клина не должна превышать ширины зубца. Для предохранения клина от выпадения его перед установкой промазывают клеящим лаком и загибают крайний лист 9 сердечника. При местном ослаблении прессовки сердечника статора (дефект или выпадение вентиляционной распорки) поврежденную распорку выправляют, а вместо выпавшей забивают текстолитовый клин, загибая на него с двух сторон крайние листы сердечника.
При ослаблении прессовки сердечников крупных электрических машин, у которых прессовка осуществляется стяжными шпильками, производят подтяжку шпилек. Для этого удаляют сварные швы, стопорящие гайки стяжных шпилек от самоотвинчивания, подтягивают четыре гайки, расположенные в диаметрально противоположных точках, и производят обтяжку нажимного фланца, завертывая остальные гайки в несколько обходов. По окончании подтяжки восстанавливают сварные швы.
Если гайки не удается подтянуть или подтяжкой не удается восстановить прессовку сердечника, прессовку восстанавливают забивкой в зубцовую зону клиньев из стеклотекстолита марки СТЭФ-1. Поверхности для забивки клиньев обезжиривают бензином Б-70 и подсушивают, контактные поверхности сегментов и клиньев промазывают лаком БТ-99 или эпоксидным клеящим лаком ЭЛ-4. После установки клиньев для полной полимеризации проводят сушку при температуре 2О. 25°С в течение 10. 12 ч.
Ремонт при нарушении межлистовой изоляции.Если имеется нарушение на небольшой глубине лакового покрытия отдельных сегментов, прилегающих к месту установки клиньев, то перед забивкой клина между сегментами вставляют прокладки из слюды на лаке БТ-99 на глубину 20. 35 мм. Местные нарушения межлистовой изоляции на поверхности статора устраняют установкой лепестков слюды между сегментами или изолировкой сегментов жидким лаком БТ-99. Для этого сегменты разводят специально заточенными узкими и тонкими стальными полосами необходимой длины.
Большие площади повреждений устраняют травлением в концентрированной азотной кислоте. На статор наматывают намагничивающую и контрольную обмотки и, пропуская по намагничивающей обмотке ток, определяют место повышенного нагрева, что свидетельствует о повреждении изоляции. Защищают окружающую место повреждения поверхность шпаклевкой и химически стойкой эмалью, нагревают поврежденную зону до 75. 105°С с помощью намагничивающей обмотки и, отключив ток, протравливают поврежденное место концентрированной азотной кислотой. После окончания травления остатки кислоты нейтрализуют 4—5-кратной обработкой салфетками, смоченными 10% раствором кальцинированной соды, и промывают ремонтируемое место горячей дистиллированной водой (40. 60°С). Затем протирают его салфетками и промывают спиртом.
Ремонт при выгорании участка зубца сердечника.При выгорании или оплавлении участка зубца сердечника удаляют дефектную часть и устанавливают на ее место «протез» 1 из стеклотекстолита для предотвращения выпучивания обмотки, как показано на рис. 16.1.2. Удаление поврежденной области производят спомощью острого зубила с его возможным предварительным высверливанием, после чего устраняют замыкания листов. «Протез» изготавливается по месту и устанавливается на клее ЭЛ-4.
 |
| Рисунок 16.1.2 — Эскиз зубца сердечника со вставкой |
Наиболее часто корпуса электрических машин имеют следующие повреждения: отлом лапы у чугунной станины, износ или срыв резьбовых отверстий, износ посадочных мест под щиты, появление трещин. Для подшипниковых щитов характерен износ посадочных поверхностей и трещины.
Ремонт посадочных поверхностей в чугунных корпусах и подшипниковых щитах.Задиры и вмятины исправляют зашлифовкой, если общая площадь повреждений не превышает 4% от посадочной поверхности под подшипник и 15% от посадочной поверхности замков. Зашлифовку производят бархатным напильником или шлифовальной шкуркой, слегка смоченной в машинном масле. При сильных повреждениях ремонт производят наплавкой металла, запрессовкой втулки, нанесением герметика и другими методами.
Перед наплавкой детали нагревают в печи до 300. 400°С. Наплавку производят чугунным электродом марки Б и газовой горелкой, используя в качестве флюса буру или одну из трех смесей, процентное содержание которых указано ниже.
Углекислый натрий, %. 22 27 50
Углекислый калий, %. 22 — —
Азотнокислый натрий, %. — 50 —
Двууглекислый натрий, %. — — 50
После наплавки детали подвергают отжигу в печи при температуре 300. 400″С в течение 4. 6 ч и медленному охлаждению в выключенной печи в течение 12. 16 ч.
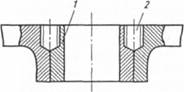
В щите посадочную поверхность под подшипник восстанавливают запрессовыванием втулки. Предварительно протачивают гнездо под подшипник и используют втулку толщиной 6. 10 мм. При этом толщина стенки на щите должна быть не менее 10 мм. Проточку щита и изготовление втулки производят по размерам и допускам, обеспечивающим посадку с натягом. Прессование производят с подогревом. Втулку 1 (рис. 9.3) закрепляют в щите двумя диаметрально расположенными стопорами 2. Глубина сверления под стопор должна быть не менее двух диаметров стопора.
При износе посадочных поверхностей не более 0,2 мм в щитах и на валах его устраняют нанесением герметика 6Ф, который выпускается в виде листов желтого цвета толщиной до 5 мм. Этот материал стоек к воздействию воды, щелочей и масел, но растворяется в ацетоне, толуоле, бензоле и этил бутил ацетате. Он обладает хорошей адгезией к стали, чугуну, алюминиевым и медным сплавам. Для приготовления раствора герметик нарезают мелкими кусочками и помещают в посуду с растворителем на 24 ч. Посуду плотно закрывают и периодически взбалтывают. Вязкость приготовленного раствора должна быть в пределах 33. 34 с по вискозиметру ВЗ-4. Срок хранения раствора в плотно закрытой посуде и в затененном месте составляет 2. 3 года.
Для нанесения герметика необходимо зачистить поверхность и обезжирить ее ацетоном. Герметик наносят кисточкой и сушат на воздухе не менее 20 мин. При необходимости увеличить слой герметика его наносят несколько раз после высыхания каждого предыдущего слоя. Окончательную сушку производят при температуре 140°С в течение 2 ч. Герметик обладает хорошими виброгасящими свойствами.
Герметик не токсичен, но при сушке возможно выделение в небольших количествах замещенного фенола и аммиака, поэтому при работе необходимо пользоваться резиновыми перчатками и спецодеждой. Раствор герметика относится к легко воспламеняющимся жидкостям.
Заварку трещиндопускается применять только в тех случаях, когда она не вызовет изменений формы посадочных поверхностей. Предварительно засверливают отверстия на расстоянии 8. 10 мм от концов трещины сверлом диаметром 6. 8 мм на глубину трещины. Затем трещину разделывают под заварку с углом не менее 70° и притупляют кромки. Поверхности, прилегающие к месту заварки, зачищают до металлического блеска абразивным кругом или металлической щеткой. Заварку производят электросваркой постоянным током обратной полярности силой 45. 60 А на 1 мм диаметра в зависимости от электрода.
 |
В качестве присадочного материала используют медные стержни диаметром 3. 6 мм с оболочкой из листовой жести толщиной 0,3 мм с тонкой меловой обмазкой. При сварке используют флюс (бура — 50%, железные опилки — 25%, железная окалина — 25 %). Сварку ведут короткими участками не более 40 мм, не допуская перегрева основного материала. Для отвода тепла применяют медные прокладки. Каждый участок сразу после сварки простукивают молотком массой 500 г. Швы зачищают от шлака металлической щеткой
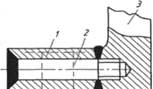 Рисунок 16.2.1-Эскиз отремонтированной посадочной поверхности подшипникового щита.
Рисунок 16.2.1-Эскиз отремонтированной посадочной поверхности подшипникового щита.
Восстановление отломанных лап корпуса.Кромки сопрягаемых деталей разделывают под углом 30 е с обеих сторон на глубину не менее 1/4 толщины. Изготовляют 2 — 3 ввертыша 2 из стального прутка диаметром не менее 1/2 толщины детали. Размечают и засверливают отломанную 1 и основную 3 детали (рис. 9.4) и нареза
ют резьбу в основной детали. Завертывают ввертыши 2 в основную Рисунок 16.2.2 — Эскиз деталь 3 и надевают на них отломанную часть. Проваривают восстановленной лапы корпуса газовой сваркой отломанную часть 1 по разделке, придерживаясь технологии, рассмотренной в начале этого параграфа. Швы зачищают стальной щеткой. Размечают и просверливают отверстия в лапе.
Восстановление резьбовых отверстий.Износ и срыв резьбы в крепежных отверстиях происходит при многократных сборках и разборках резьбовых соединений или чрезмерно больших моментах затяжки. В стальных корпусах гнезда с изношенной резьбой заваривают электродуговой сваркой, просверливают отверстия и нарезают резьбу того же диаметра. В чугунных и алюминиевых корпусах неисправное резьбовое отверстие рассверливают под пробку и нарезают резьбу большего диаметра. Заготавливают футорку, завертывают ее в отверстие и проваривают соединение электросваркой. Сварной шов зачищают, в футорке просверливают отверстие и нарезают резьбу того же диаметра.
В алюминиевых деталях целесообразна замена болтов на шпильку и гайку. Сначала в корпусе устанавливают на клей шпильку, на которую будет надеваться деталь и крепиться гайкой. В этом случае износ соединения при сборке и разборке значительно уменьшится, так как происходит свинчивание двух стальных деталей. Если позволяет конструкция, допускается восстанавливать резьбовое отверстие рассверливанием до ближайшего большего диаметра размерного ряда резьбы.
Ремонт валовК основным повреждениям вала относятся риски и задиры на посадочных поверхностях, задиры в шпоночных пазах, изменение их формы и размеров, уменьшение диаметров посадочных поверхностей под подшипник и сердечник, овальность и конусность посадочных поверхностей, поломка, забитые центральные отверстия.
Риски и задиры устраняются зашлифовкой, если их общая площадь не превышает от общей посадочной поверхности 4% под подшипник и 10% под муфту, шкив, шестерню или шпонку. Зашлифовка производится бархатным напильником или шлифовальной шкуркой, слегка смоченной маслом. Если размеры посадочных поверхностей выходят за размеры допусков, указанных на чертежах, или зона дефектов превышает приведенные выше допуски, то дефекты устраняются одним из следующих методов: электродуговой или вибродуговой наплавкой, газоплазменным напылением, электромеханическим методом.
Ремонт с использованием электродуговой наплавки.Перед наплавкой уступы высотой 4 мм и более протачивают на конус под углом 15. 20°. Вал или ротор устанавливают сердечником на вращающиеся ролики и производят наплавку, накладывая швы в очередности, обозначенной цифрами на торце вала (рис. 9.5, а), которая обеспечивает минимальные деформации. При этом шов предыдущего слоя обстукивают молотком и зачищают проволочной щеткой. Полосы наплавленного метала должны выходить за пределы восстанавливаемой поверхности на 0,5. 0,7 и 1,0. 1,5 диаметра вала d, чередуясь через один. При наличии шпоночного паза на восстанавливаемой поверхности наплавку следует начинать с него. После наплавки проводят механическую обработку поверхности. Наплавку обычно производят электродами Э42 или ОММ-5.
Центральные отверстия на торце вала восстанавливают следующим образом. Наплавку торца вала ведут от центра к периферии по спирали (рис. 9.5, б). Затем на токарном станке обрабатывают торец, выдерживая общую длину вала, и засверливают центральные отверстия. При восстановлении центральных отверстий базой служит наружная поверхность сердечника ротора.
Разработанный шпоночный паз восстанавливают электродуговой наплавкой с последующей механической обработкой. Если шпоночные пазы повреждены в валу и в
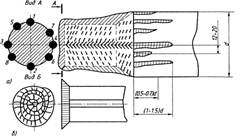 Рисунок. 16.2.3 — Эскизы валов, у которых электродуговой наплавкой восстановлены посадочная поверхность (а) и торец (б).
Рисунок. 16.2.3 — Эскизы валов, у которых электродуговой наплавкой восстановлены посадочная поверхность (а) и торец (б).
сердечнике, то следует сделать шпоночные пазы большего размера и поставить новую шпонку. Если поврежден один шпоночный паз, то его фрезеруют на больший размер и устанавливают ступенчатую шпонку или фрезеруют новый шпоночный паз со смещением его относительно старого на четверть окружности. Выбор способа ремонта зависит от возможностей ремонтного цеха.
Исправление кривизны валаосуществляют следующим образом (рис. 9.10). Медленно поворачивая ротор 3 в центрах или призмах по стрелочному индикатору 2 определяют кривизну вала. Правку производят при кривизне более 0,02 его длины без демонтажа сердечника и контактных колец.
Для этого ротор 3 устанавливают на призматические опоры 1 и в месте максимального выгиба воздействуют прессом 4. Если это место находится вне сердечника, то опору с противоположной стороны располагают максимально близко к сердечнику, а со стороны изогнутой части — максимально близко к торцу вала. Расчетом определить усилие нажатия пресса затруднительно, поэтому правку проводят в несколько приемов, измеряя каждый раз величину прогиба индикатором 2 и подбирая усилие для следующего приема. Правку прекращают при значениях выгиба менее 0,04. 0,05 мм.
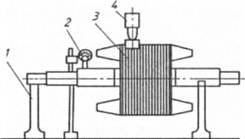
Рисунок 16.2.4 — Схема исправления кривизны вала.1- призматические опоры; 2-индикатор; 3-ротор; 4-пресс.
Источник