- Totengefluster › Blog › Ремонт двигателя ЗАЗ 968М V4 1.2
- Ремонт двигателя ЗАЗ-968м
- Ремонт двигателя заз таврия своими руками
- Капремонт двигателя МеМЗ и переделка инвалидного автомобиля
- Капитальный ремонт двигателя ЗАЗ-Таврия / Славута / Дана
- Капитальный ремонт двигателя
- Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-245, МеМЗ-246, МеМЗ-2457)
- Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-3011, МеМЗ-3071)
- Ремонт двигателя заз таврия своими руками
- Капитальный ремонт двигателя ЗАЗ-Таврия / Славута / Дана
- Капитальный ремонт двигателя
- Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-245, МеМЗ-246, МеМЗ-2457)
- Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-3011, МеМЗ-3071)
Totengefluster › Blog › Ремонт двигателя ЗАЗ 968М V4 1.2


Открываю цикл по ремонту и доработке двигателя, я думаю будет интересно подчерпнуть эту информацию, особенно начинающим)
Итак, состояние двигателя оставляет желать лучшего. По-большему счету он просится на капиталку, но этого мы конечно делать не будем, так как этот процесс будет не рентабельным для данного двигателя и данной местности. Так как капиталка двигателя без наличия и возможности достать новые запчасти это то же что и радио просто в гараже послушать.
За неимением втулок шатуна были приобретены втулки шатуна в количестве 8 шт (4 пошло на дело, а остальные 4 на пробу процесса и в запас) приобретать нужно как минимум 6шт, так как одну или две точно можно закосячить


. Итак, втулки от ЗМЗ 406, все параметры одинаковы кроме длинны, они длиннее на пару миллиметров и после запресовки на эти же пару миллиметров торчат, все это дело после запресовки, причем сразу же, перед развертыванием отверстия обрезается во избежание лишнего гемора. Также рекомендую увеличить масляный канал на 0.5, в моем случае увеличивал сверлом на 3.5
Перед запресовкой необходимо сделать одну вспомогательную операцию

это нужно для того, чтобы избежать перекоса при первых моментах запресовки.
Далее необходимо совместить отверстия для смазки на шатуне и головке шатуна и можно приступать к запресовке

и в принципе можно запресовывать . С одной стороны втулка, а с другой шайба меньшего диаметра чтобы втулка в нее уперлась.
После апресовки все выглядит прмерно так
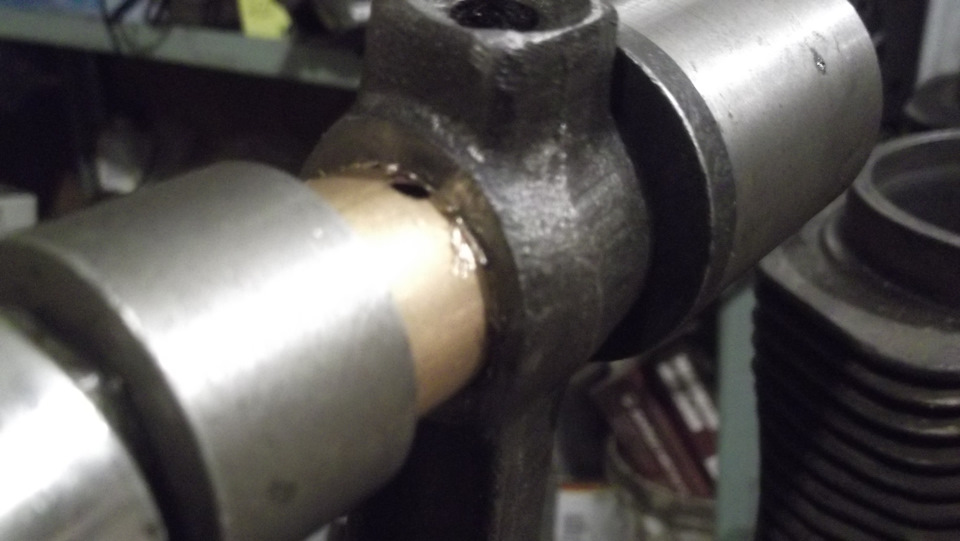

Для развертывания втулки необходима развертка и по-хорошему не одна. Нужна проходная и на несколько соток меньше для обеспечения необходимого теплового зазора во избежание заклинивания пальца во втулке при нагреве. Стоимость инструмента для проведения одноразового ремонта не актуальна. Но есть вполне пригодный выход из этой ситуации.
синие потому что распродажа и достались практически на халяву 53 рубля за комплект( приобрел два, так как один палец со второго комплекта ушел на изготовление развертки) и потому что имеют требуемый размер. Так же понадобится палец средней рулевой тяги от ВАЗ 2101-07, в моем случае он был приобретен, так как подвернулся случай и он имеет меньший диаметр на несколько соток, точно не помню сколько, плюс форма самого пальца, которая необходима для удобства и качества самого процесса

Итак, есть два способа

разворачивание отверстия при помощи самого пальца, попробовав этот способ могу сказать только одно, дико неудобно и не качественно, при поворачивании его рукой центр его оси смещается и на поверхности втулки появляются задиры только с одной стороны. Пройдя так всю втулку, обнаружил что новы палец люфтит, это говорит о том что никакого теплового зазора и быть не может, и после запуска будет дикий стук, который спадет после прогрева. Убив так 2 новые втулки я попробовал второй способ с пальцем рулевой тяги нужно только болгаркой нарезать на нем зубья.
Этот палец я обточил для того чтобы можно было пользоваться им с помощью дрели.


.
Единственное чего требуется при использовании этого метода это установка строгой паралельности оси втулки и оси пальца, чтобы не допустить далее перекоса поршня в цилиндре.Никакого кондуктора для разворачивания я не испольовал. По времении я потратил около 20 минут на одну втулку, все делал на низких оборотах, чтобы избежать перегрева и расширения втулки, после которого уменьшается внутренний диаметр самой втулки, при этом снимается лишний слой материала, так что после остывания поршневой палец болтается в ней как в ведре. Поэтому не спеша короткими проходами на низких оборотах с добавлением масла на обрабатываемую поверхность я проходил втулку. После окончания разворачивания необходимо проверить на отсутствие перекоса пальца во втулке.Опять же таки есть два способа, которые четкой картины не дают, первый установить поршень на шатун, установить все это дело на коленвал, другими словами собрать ЦПГ. Далее подвести поршень в верхнюю мертвую точку и замерить высоту части цилиндра выступающего над поршнем, если все одинаково, то отлично, если же нет, то придется повторять весь процесс с самого начала(по этой причине мало кто, я бы даже сказал никто и не хочет браться за такой вид ремонта ДВС) . Выглядеть должно все примеро так
Источник
Ремонт двигателя ЗАЗ-968м

Классические «Запорожцы» модели ЗАЗ-968М когда-то пользовалось вполне заслуженной популярностью, так как были относительно доступными и просты в эксплуатации и обслуживании. Запчасти на него во все времена были недорогими, что существенно снижало расходы при устранении поломок. Двигатели МЕМЗ, которыми оборудовались «Запорожцы», имели небольшое количество деталей и несложную конструкцию. Поэтому их ремонт многие автолюбители выполняли, что называется, своими силами.
Многие проблемы с двигателем на ЗАЗ-968М возникали по причине того, что в этом автомобиле охлаждение было воздушным. Из-за чего, в жару силовой агрегат довольно часто перегревался. Чтобы не допускать перегрева, рекомендовалось при езде на длинные расстояния периодически делать непродолжительные остановки, давая возможность двигателю остывать. Хотя не всегда так получалось делать, и перегрев двигателя становился одной из самых распространенных причин поломок на «Запорожцах».
Начинать ремонт двигателя на Запорожце следует с его визуального осмотра, во время которого желательно выявить причину поломки. Разумеется, что для этого необходимо иметь некоторый опыт, а при его отсутствии лучше обратиться к профессионалам. Опытный мастер, может определить причину поломки по характерным признакам.
Часто ремонт двигателя ЗАЗ сводится всего лишь к покупке и замене, вышедшей из строя детали. Однако, бывают случаи, когда двигателю требуется капитальный ремонт. Эта процедура уже более хлопотна и затратна.

Со временем на двигателе изнашиваются поршни и цилиндры. Изношенные детали меняют на новые. Цилиндры также растачивают до ближайшего ремонтного размера. Проводить такой ремонт самостоятельно не рекомендуется, так как для этого нужно иметь специальное оборудование и, конечно же, опыт проведения подобных работ.
Кроме того, следует обратить внимание на шатуны. Следует замерять диаметры в нижних головках, а также их межосевые расстояния. Категорически запрещено менять местами крышки шатунов, и вообще, эти работы необходимо производить максимально внимательно. Не рекомендуется при замене пальцев оставлять старые втулки, их тоже необходимо менять на новые.
Очень важное значение для проведения качественного ремонта двигателя имеет правильный подбор деталей. Их необходимо сопоставлять между собой, к примеру, поршневые пальцы рекомендуют подгонять между собой при помощи весов.
Источник
Ремонт двигателя заз таврия своими руками
Капремонт двигателя МеМЗ и переделка инвалидного автомобиля
До того как он попал в мои руки он был инвалидным, но спустя время от этого названия осталось только воспоминание.
В общем началось все в далеком 2008-2009 году, когда машина только попала ко мне в руки, какой она была можете увидеть на фото ниже. Явно не идеальное авто, и по началу можно было назвать сарай жоповозка.

Меня это не устраивало, и я начинал приводить машину в порядок, по началу помогали мне, то финансово то физически. Но спустя некоторое время взял все под свой контроль.
Проделано уже очень много работ, и автомобиль сейчас уже очень сильно отличается от других Таврий.
Вы спросите, а что же тут такого необычного в ней, виду простая Таврия, но необычное в ней все же есть. В этой статье я не буду писать что же в ней особенного, пусть это останется на потом, небольшая интрига.
Перед тем как я начал делать тюнинг ЗАЗ 1102, я привел машину в нормальный вид. Был произведен капитальный ремонт двигателя МеМЗ-245, с объемом 1.1 литра, четырёхтактный, карбюраторный агрегат, приведен в порядок салон автомобиля, полностью устранено все что делало этот автомобиль инвалидным:
Было установлено сразу:
Первые несколько лет я тюнингом не занимался вообще. Главной целью на то время было не наколхозить разных пластмассок на машину а сделать нормальное средство передвижения.
Была проблема с двигателем, а капремонт двигателя хотелось сделать от первого дня владения автомобилем. Машина ужасно коптила, масло улетучивалось с бешенной скоростью, 1 литр масла 15w40 уходил на 100 км, тяга у машины была никудышная, и подъемы это было самое страшное. Спустя пару лет я все таки решился на снятие агрегата и полную капиталку.
Потрачено было не мало, более 4 тысяч гривен, при том вся работа производилась собственноручно.
Признаться честно это был очень интересный опыт для меня, так как раньше я и не подозревал как все устроено в моем двигателе. Помогал мне в этом деле брат.
То что было до капиталки можеет посмотреть на фото ниже:
На ремонт ушло чуть больше месяца, по пару часов после работы, в итоге было сделано следующее:
Расточен блок цилиндров до первого ремонтного,
Заменены поршня, поршневые кольца, вкладыши коленвала, а сам коленвал был проточен, также в голове блока цилиндров были заменены направляющие клапанов, притерты клапана и седла, заменены сальники, и т.д.
В процессе сборки также был обустроен подкапотный отсек, устранена вся поверхностная ржавчина, все загрунтовано и покрашено.
После сборки двигателя он был установлен на свое законное место, а после установлена коробка передач, и все навесное.
К сожалению первый запуск не удался. И сразу была выявлена проблема, весь первый цилиндр был залит антифризом, который затекал через прокладку впускного коллектора. Не советую покупать для коллектора рифлёную металлическую прокладку.
После замены, течь была устранена, но двигатель по-прежнему отказывался запускаться. Я был очень расстроен, и дико волновался. Но помозговав проблема была найдена, грибок который управляет бегунком трамблера перескочил, после его правильной установки бегунок совпал с метками и двигатель, наконец то завелся.
Радости моей не было придела. Видео первого запуска можете посмотреть ниже:
После капремонта двигателя МеМЗ-245 была длительная обкатка, первую тысячу километров не более 90-100 км, вторую тысячу уже давал тапку за 100. Машинку было просто не узнать.
После капиталки я не остановился, и так как машина уже бегала, я решился сделать то что нужно было для удобства. Но об этом я уже буду рассказывать в следующей записи блога. Немного подкину дров в костер интриги, эти переделки будут связаны с салоном моего автомобиля. Некоторые я до сих пор доделываю, хотя прошло уже полтора года как я начал их делать.
В общем друзья ожидайте следующую запись в рубрике Тюнинг автомобиля.
Капитальный ремонт двигателя ЗАЗ-Таврия / Славута / Дана
Капитальный ремонт двигателя
В зависимости от фактического диаметра цилиндра, полученного в процессе его доводки, для более точного обеспечения оптимальной величины зазора между цилиндрами и поршнями (0,05. 0,07 мм) цилиндры по диаметру делятся на пять размерных групп А, Б, В, Г, Д через 0,01 мм. При изготовлении нового двигателя поршни нормального диаметра подбирают к соответствующим цилиндрам по группам. Группы обозначены буквами в средине верхней части блока с левой стороны.
В процессе эксплуатации проводится периодическая проверка затяжки болтов и гаек, наблюдения за герметичностью в манжетных уплотнениях коленчатого вала и соединениях, уплотняемых прокладками.
Блок цилиндров двигателя:
Блок цилиндров является базовой деталью двигателя и обычно требует ремонта при износе зеркала цилиндров.
После полной разборки двигателя тщательно промойте блок цилиндров, обратив особое внимание на промывку масляных каналов.
Для этого погрузите блок на 20 минут в ванну, содержащую содовый раствор, нагретый до температуры 75. 85 °С.
Затем струей того же раствора под давлением промойте блок цилиндров для устранения засорения внутренних масляных каналов.
В случае необходимости для очистки масляных каналов и водяной рубашки при ремонте блока цилиндров выньте заглушки.
Смазав посадочные поверхности водостойким герметикой установите новые заглушки (лучше это делать оправкой).
Тщательно продуйте и просушите весь блок цилиндров сжатым воздухом, в особенности систему масляных каналов.
После этого осмотрите блок и произведите обмеры посадочных мест под вкладыши коренных подшипников.
Несоосность опор коренных подшипников допускается не более 0,02 мм.
Несоосность можно проверить оправкой, установив коренные вкладыши и затянув болты крышек.
Проверьте плоскость разъема блока цилиндров с головкой. Неплоскостность не должна быть более 0,1 мм.
Оправка для проверки соосности коренных подшипников коленчатого вала
Проверка производится на поверочной плите или при помощи линейки и щупа.
При неплоскостности разъема блока цилиндров с головкой более 0,1 мм пришабрите или прошлифуйте плоскость.
Шлифование и шабрение допускается при деформации не более 0,14 мм. При большей деформации, наличии в опорах, а также в других местах блока трещин, проходящих через масляные каналы, блок замените.
Зеркало цилиндров проверьте вначале визуально на отсутствие рисок и задиров.
Замер диаметра цилиндра индикаторным нутромером:
Пригодность цилиндра для дальнейшей работы по своим геометрическим размерам определяют, производя замеры индикаторным нутрометром. Изношенность цилиндра характеризуется величиной износа в I поясе (средняя величина от замера в четырех направлениях S1. S4).
В этом поясе износ обычно наибольший. Кроме того, от размера в этом поясе зависит зазор в стыке первого компрессионного кольца.
Для определения зазора между юбкой поршня и цилиндром принимается средний диаметр от замера в четырех направлениях по II поясу.
При замерах по I поясу при увеличении диаметра цилиндров более 72,10 мм (двигатели МеМЗ-245, МеМЗ-2457, МеМЗ-246) и 75,10 мм (двигатель МеМЗ-3011 и МеМЗ-3071) цилиндры подлежат ремонту.
Технология операции расточки и хонинговки цилиндров практически не отличается от аналогичных операций ремонта цилиндров других автомобильных двигателей.
В случае, если цилиндры имеют износы меньше предельных и блок цилиндров не нуждается в ремонтной расточке, при применении новых поршней и поршневых колец зачистите мелкие риски мелкой наждачной шкуркой, затертой мелом и покрытой маслом.
После зачистки цилиндры тщательно промойте, чтобы не осталось следов абразива.
Мелкие риски, не мешающие дальнейшей работе, выводить не следует.
При наличии уступа в верхней части зеркала цилиндра (на границе работы верхнего компрессионного кольца) рекомендуется снять уступ серповидным шабером или специальным абразивным инструментом.
Эту работу выполняйте аккуратно, чтобы не снять металл ниже уступа.
Максимально допустимое увеличение диаметра цилиндра при расточке не должно быть более 0,5 мм.
Поршни ремонтного увеличения изготавливаются с контрольным размером диаметра юбки:
Поэтому при ремонтной расточке и хонинговке цилиндров необходимо подгонять размер диаметра цилиндра по имеющемуся диаметру юбки поршня так, чтобы зазор между юбкой поршня и цилиндром был 0,04. 0,06 мм. Поршни одного двигателя должны быть одного ремонтного увеличения.
Обработка зеркал цилиндров после ремонта должна удовлетворять следующим требованиям: нецилиндричность не более 0,010 мм; не перпендикулярность оси цилиндров оси коренных подшипников не более 0,025 мм; несимметричность зеркал цилиндров с осями коренных подшипников не более 0,15 мм; шероховатость поверхности зеркала цилиндров не выше 0,8 мкм.
После ремонта поверхность зеркала цилиндров тщательно промойте щеткой, смоченной в мыльном растворе, и протрите сухой салфеткой.
Нужно иметь в виду что промывка зеркала цилиндров бензином и керосином не дает должного эффекта, так как эти жидкости плохо смывают со стенок частицы металла и абразивной пыли.
При необходимости замены блока цилиндров в запасные части поставляется блок цилиндров в сборе с номинальными размерами цилиндров.
Шатун с поршнем в сборе:
Поршни ремонтных размеров с увеличенным диаметром юбки поршня на 0,25 и 0,5 мм маркируются на днище поршня нанесением действительного ремонтного увеличения.
Ось отверстия под палец смещена относительно диаметральной плоскости поршня на 1,5 мм.
При монтаже стрелка, расположенная на днище каждого поршня, на всех поршнях должна быть обращена к передней части двигателя, то есть в сторону носка коленчатого вала.
Эта канавка соединена с внутренней полостью поршня отверстиями, через которые излишняя смазка, снимаемая маслосъемным кольцом, отводится в картер.
Для замены поршня извлеките стопорное кольцо поршневого пальца из канавки бобышки поршня. Вставьте винт приспособления М9832-077 для выпрессовки поршневого пальца в отверстие пальца и вверните наконечник. Завертывая гайку приспособления, выпрессуйте поршневой палец и снимите поршень.
Приспособление М9832-077 для выпрессовки поршневого пальца:
Очистите от нагара днище поршня и канавки под поршневые кольца. Очистку канавок от нагара удобно производить старым поломанным поршневым кольцом, соблюдая при этом осторожность и не повредив канавки. Очистите и продуйте отверстия для отвода масла из канавки под маслосъемное кольцо.
При визуальном осмотре поршней особо тщательно осмотрите поршни на отсутствие трещин. При наличии трещин поршень замените, натиры и следы задиров или прихватов зачистите.
Схема замера юбки поршня в плоскости А-А
Для определения зазора между юбкой поршня и цилиндром берется контрольный замер в сечении А-А на расстоянии 53 мм для МеМЗ-245, МеМЗ-246 и 49 мм для МеМЗ-2457, МеМЗ-3011 и МеМЗ-3071 от верхнего торца.
Он равен 71,95. 72,00 мм (двигатели МеМЗ-245, МеМЗ-246, МеМЗ-2457) и 74,95. 75,00 мм (двигатели МеМЗ-3011 и МеМЗ-3071).
Внутренний диаметр бобышек поршня (под поршневой палец) замеряется обычно в двух направлениях. По оси поршня и перпендикулярно оси. Каждая бобышка замеряется в двух поясах, расположенных на расстоянии 1/4 общей рабочей длины от края бобышек. Высота кольцевых канавок под поршневые кольца замеряется в четырех точках, расположенных взаимно перпендикулярно.
Поршень подлежит замене при:
Для замены поршней в качестве запасных частей выпускаются поршни номинального и двух ремонтных размеров. Поршни ремонтных размеров отличаются от поршней номинальных размеров наружным диаметром, увеличенным на 0,25 и 0,50 мм.
Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-245, МеМЗ-246, МеМЗ-2457)
| Категория ремонтного размера | Диаметр юбки поршней (ремонтного размера), мм | Диаметр цилиндра после ремонта | Зазора |
| 1 | 72,20 |
Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-3011, МеМЗ-3071)
| Категория ремонтного размера | Диаметр юбки поршней (ремонтного размера), мм | Диаметр цилиндра после ремонта | Зазора |
| 1 | 75,20 |
Для обеспечения требуемого зазора между нижней частью юбки поршня и цилиндром (в пределах 0,04. 0,06 мм) поршни номинального размера сортируют на пять групп.
Буквенное обозначение группы (А, Б, В, Г, Д) наносят на наружной поверхности днища поршня. На поршнях ремонтного размера на днище наносится действительный размер ремонтного увеличения.
При первой смене поршней в изношенный цилиндр без расшлифовки рекомендуется устанавливать поршни нормального размера, преимущественно группы «Д».
Разница в весе самого тяжелого и самого легкого поршней для одного двигателя не должна превышать 4 г.
Сборку поршня с шатуном выполните в следующей последовательности:
После остывания поршня палец должен быть неподвижным в отверстиях бобышек поршня, но подвижным во втулке шатуна.
Установите поршневые кольца.
Коленчатый вал в сборе:
Проверьте сохранность резьбы под гайку крепления шкива генератора. При нормальном состоянии коленчатого вала по результатам осмотра, его годность к дальнейшей эксплуатации определяется замером коренных и шатунных шеек.
Произведите замеры шеек коленчатого вала в двух взаимоперпендикулярных плоскостях по двум поясам на расстоянии ¼ общей длины шеек. Полученные размеры сопоставьте с размерами коренных и шатунных подшипников. Если зазоры в коренных и шатунных подшипниках не более 0,12 мм, а овальность и конусность шеек не превышает 0,01 мм (овальность и конусность шеек нового коленчатого вала не более 0,005 мм),
то коленчатый вал может быть оставлен для дальнейшей эксплуатации со старыми подшипниками.
При первой смене коренных и шатунных подшипников обычно устанавливают подшипники номинального размера.
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек с уменьшением на 0,125, 0,25 и 0,5 мм против номинального размера.
При этом перешлифовывать следует все коренные либо все шатунные шейки.
Размеры между щеками коленчатого вала должны быть:
После обработки все каналы очистите от стружки и промойте.
Обработанные шейки коленчатого вала должны соответствовать следующим условиям:
Если в результате перешлифовки диаметры шеек коленчатого вала уменьшены и вкладыши ремонтного размера окажутся непригодными, то при очередном ремонте необходимо собрать двигатель с новым валом. Для такого случая в запасные части поставляется коленчатый вал без маховика, отбалансированный динамически (допустимый дисбаланс не более 15 гсм).
Маховик отлит из чугуна. На коленчатом валу он установлен на фланце и крепится через шайбу шестью болтами, один из которых смещен. На маховике установлен штифт подачи импульса на диагностический датчик ВМТ и напрессован стальной зубчатый обод.
Маховик двигателя МеМЗ-3071 имеет информационный зубчатый венец под датчик частоты вращения и положения коленчатого вала и напрессованный стальной зубчатый обод, входящий в зацепление с ведущей шестерней стартера при пуске двигателя.
Ремонт двигателя заз таврия своими руками
Капитальный ремонт двигателя ЗАЗ-Таврия / Славута / Дана
Капитальный ремонт двигателя
В зависимости от фактического диаметра цилиндра, полученного в процессе его доводки, для более точного обеспечения оптимальной величины зазора между цилиндрами и поршнями (0,05. 0,07 мм) цилиндры по диаметру делятся на пять размерных групп А, Б, В, Г, Д через 0,01 мм. При изготовлении нового двигателя поршни нормального диаметра подбирают к соответствующим цилиндрам по группам. Группы обозначены буквами в средине верхней части блока с левой стороны.
В процессе эксплуатации проводится периодическая проверка затяжки болтов и гаек, наблюдения за герметичностью в манжетных уплотнениях коленчатого вала и соединениях, уплотняемых прокладками.
Блок цилиндров двигателя:
Блок цилиндров является базовой деталью двигателя и обычно требует ремонта при износе зеркала цилиндров.
После полной разборки двигателя тщательно промойте блок цилиндров, обратив особое внимание на промывку масляных каналов.
Для этого погрузите блок на 20 минут в ванну, содержащую содовый раствор, нагретый до температуры 75. 85 °С.
Затем струей того же раствора под давлением промойте блок цилиндров для устранения засорения внутренних масляных каналов.
В случае необходимости для очистки масляных каналов и водяной рубашки при ремонте блока цилиндров выньте заглушки.
Смазав посадочные поверхности водостойким герметикой установите новые заглушки (лучше это делать оправкой).
Тщательно продуйте и просушите весь блок цилиндров сжатым воздухом, в особенности систему масляных каналов.
После этого осмотрите блок и произведите обмеры посадочных мест под вкладыши коренных подшипников.
Несоосность опор коренных подшипников допускается не более 0,02 мм.
Несоосность можно проверить оправкой, установив коренные вкладыши и затянув болты крышек.
Проверьте плоскость разъема блока цилиндров с головкой. Неплоскостность не должна быть более 0,1 мм.
Оправка для проверки соосности коренных подшипников коленчатого вала
Проверка производится на поверочной плите или при помощи линейки и щупа.
При неплоскостности разъема блока цилиндров с головкой более 0,1 мм пришабрите или прошлифуйте плоскость.
Шлифование и шабрение допускается при деформации не более 0,14 мм. При большей деформации, наличии в опорах, а также в других местах блока трещин, проходящих через масляные каналы, блок замените.
Зеркало цилиндров проверьте вначале визуально на отсутствие рисок и задиров.
Замер диаметра цилиндра индикаторным нутромером:
Пригодность цилиндра для дальнейшей работы по своим геометрическим размерам определяют, производя замеры индикаторным нутрометром. Изношенность цилиндра характеризуется величиной износа в I поясе (средняя величина от замера в четырех направлениях S1. S4).
В этом поясе износ обычно наибольший. Кроме того, от размера в этом поясе зависит зазор в стыке первого компрессионного кольца.
Для определения зазора между юбкой поршня и цилиндром принимается средний диаметр от замера в четырех направлениях по II поясу.
При замерах по I поясу при увеличении диаметра цилиндров более 72,10 мм (двигатели МеМЗ-245, МеМЗ-2457, МеМЗ-246) и 75,10 мм (двигатель МеМЗ-3011 и МеМЗ-3071) цилиндры подлежат ремонту.
Технология операции расточки и хонинговки цилиндров практически не отличается от аналогичных операций ремонта цилиндров других автомобильных двигателей.
В случае, если цилиндры имеют износы меньше предельных и блок цилиндров не нуждается в ремонтной расточке, при применении новых поршней и поршневых колец зачистите мелкие риски мелкой наждачной шкуркой, затертой мелом и покрытой маслом.
После зачистки цилиндры тщательно промойте, чтобы не осталось следов абразива.
Мелкие риски, не мешающие дальнейшей работе, выводить не следует.
При наличии уступа в верхней части зеркала цилиндра (на границе работы верхнего компрессионного кольца) рекомендуется снять уступ серповидным шабером или специальным абразивным инструментом.
Эту работу выполняйте аккуратно, чтобы не снять металл ниже уступа.
Максимально допустимое увеличение диаметра цилиндра при расточке не должно быть более 0,5 мм.
Поршни ремонтного увеличения изготавливаются с контрольным размером диаметра юбки:
Поэтому при ремонтной расточке и хонинговке цилиндров необходимо подгонять размер диаметра цилиндра по имеющемуся диаметру юбки поршня так, чтобы зазор между юбкой поршня и цилиндром был 0,04. 0,06 мм. Поршни одного двигателя должны быть одного ремонтного увеличения.
Обработка зеркал цилиндров после ремонта должна удовлетворять следующим требованиям: нецилиндричность не более 0,010 мм; не перпендикулярность оси цилиндров оси коренных подшипников не более 0,025 мм; несимметричность зеркал цилиндров с осями коренных подшипников не более 0,15 мм; шероховатость поверхности зеркала цилиндров не выше 0,8 мкм.
После ремонта поверхность зеркала цилиндров тщательно промойте щеткой, смоченной в мыльном растворе, и протрите сухой салфеткой.
Нужно иметь в виду что промывка зеркала цилиндров бензином и керосином не дает должного эффекта, так как эти жидкости плохо смывают со стенок частицы металла и абразивной пыли.
При необходимости замены блока цилиндров в запасные части поставляется блок цилиндров в сборе с номинальными размерами цилиндров.
Шатун с поршнем в сборе:
Поршни по наружному диаметру юбки разбиты на пять групп — А, Б, В, Г, Д.
Поршни ремонтных размеров с увеличенным диаметром юбки поршня на 0,25 и 0,5 мм маркируются на днище поршня нанесением действительного ремонтного увеличения.
Ось отверстия под палец смещена относительно диаметральной плоскости поршня на 1,5 мм.
При монтаже стрелка, расположенная на днище каждого поршня, на всех поршнях должна быть обращена к передней части двигателя, то есть в сторону носка коленчатого вала.
Для установки поршневых колец служат три кольцевые канавки. В двух верхних находятся компрессионные кольца, а в нижней — сборное маслосъемное кольцо.
Эта канавка соединена с внутренней полостью поршня отверстиями, через которые излишняя смазка, снимаемая маслосъемным кольцом, отводится в картер.
В зависимости от диаметра отверстия под поршневой палец поршни сортируются на три группы через 0,004 мм и маркируются цифрой на днище — I, II, III.
Для замены поршня извлеките стопорное кольцо поршневого пальца из канавки бобышки поршня. Вставьте винт приспособления М9832-077 для выпрессовки поршневого пальца в отверстие пальца и вверните наконечник. Завертывая гайку приспособления, выпрессуйте поршневой палец и снимите поршень.
Приспособление М9832-077 для выпрессовки поршневого пальца:
Очистите от нагара днище поршня и канавки под поршневые кольца. Очистку канавок от нагара удобно производить старым поломанным поршневым кольцом, соблюдая при этом осторожность и не повредив канавки. Очистите и продуйте отверстия для отвода масла из канавки под маслосъемное кольцо.
При визуальном осмотре поршней особо тщательно осмотрите поршни на отсутствие трещин. При наличии трещин поршень замените, натиры и следы задиров или прихватов зачистите.
Схема замера юбки поршня в плоскости А-А
Для определения зазора между юбкой поршня и цилиндром берется контрольный замер в сечении А-А на расстоянии 53 мм для МеМЗ-245, МеМЗ-246 и 49 мм для МеМЗ-2457, МеМЗ-3011 и МеМЗ-3071 от верхнего торца.
Он равен 71,95. 72,00 мм (двигатели МеМЗ-245, МеМЗ-246, МеМЗ-2457) и 74,95. 75,00 мм (двигатели МеМЗ-3011 и МеМЗ-3071).
Внутренний диаметр бобышек поршня (под поршневой палец) замеряется обычно в двух направлениях. По оси поршня и перпендикулярно оси. Каждая бобышка замеряется в двух поясах, расположенных на расстоянии 1/4 общей рабочей длины от края бобышек. Высота кольцевых канавок под поршневые кольца замеряется в четырех точках, расположенных взаимно перпендикулярно.
Поршень подлежит замене при:
Для замены поршней в качестве запасных частей выпускаются поршни номинального и двух ремонтных размеров. Поршни ремонтных размеров отличаются от поршней номинальных размеров наружным диаметром, увеличенным на 0,25 и 0,50 мм.
Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-245, МеМЗ-246, МеМЗ-2457)
| Категория ремонтного размера | Диаметр юбки поршней (ремонтного размера), мм | Диаметр цилиндра после ремонта | Зазора |
| 1 | 72,20 |
Размеры юбки ремонтных поршней и цилиндров после расточки (двигатели МеМЗ-3011, МеМЗ-3071)
| Категория ремонтного размера | Диаметр юбки поршней (ремонтного размера), мм | Диаметр цилиндра после ремонта | Зазора |
| 1 | 75,20 |
Для обеспечения требуемого зазора между нижней частью юбки поршня и цилиндром (в пределах 0,04. 0,06 мм) поршни номинального размера сортируют на пять групп.
Буквенное обозначение группы (А, Б, В, Г, Д) наносят на наружной поверхности днища поршня. На поршнях ремонтного размера на днище наносится действительный размер ремонтного увеличения.
При первой смене поршней в изношенный цилиндр без расшлифовки рекомендуется устанавливать поршни нормального размера, преимущественно группы «Д».
Разница в весе самого тяжелого и самого легкого поршней для одного двигателя не должна превышать 4 г.
Сборку поршня с шатуном выполните в следующей последовательности:
После остывания поршня палец должен быть неподвижным в отверстиях бобышек поршня, но подвижным во втулке шатуна.
Установите поршневые кольца.
Примечание
— Поршневые пальцы редко заменяются без замены поршней, в запасные части поставляются поршневые пальцы с цветовой маркировкой нанесенной на внутренней поверхности пальца. Маркировка обозначает одну из трех размерных групп (красный, зеленый, желтый), отличающихся друг от друга на 0,004 мм.
— При сборке палец, поршень и шатун комплектуются из деталей только одной размерной группы. Этим обеспечивается натяг между пальцем и бобышкой поршня в пределах 0,000. 0,008 мм и зазор между пальцем и втулкой верхней головки шатуна 0,002. 0,010 мм (при температуре 20. 25 °С).
— Запрещается устанавливать поршневой палец в новый поршень другой размерной группы, так как это приводит к деформации поршня и к его задиру.
— При замене поршневого пальца на работающем поршне, подбор его осуществляется по данным замера диаметра бобышек в обеспечении натяга от 0.000 до 0,008 мм. — После подбора поршневого пальца по поршню, проверьте его по втулке верхней головки шатуна. Монтажный зазор рекомендуется в пределах 0,002
0,010 мм для новых деталей, и не более 0,015 мм для работавших деталей. Предельно допустимый зазор — 0,02 мм. Новый поршневой палец подбирается по втулке верхней головки нового шатуна, также по цветной маркировке трех размерных групп. На шатуне маркировка наносится краской у верхней головки.
— Сопряжение новых поршневых пальцев с втулками шатунов проверяется проталкиванием тщательно протертого поршневого пальца в насухо протертую втулку верхней головки шатуна с небольшим усилием. Ощутимого люфта при этом не должно быть. Для достижения такого сопряжения допускается устанавливать детали смежных групп.
— Коленчатый вал двигателя полноопорный, отлит из специального высокопрочного чугуна. Номинальный диаметр коренных шеек вала 50 мм, а шатунных — 45 мм.
— Для повышения износостойкости рабочие поверхности коренных и шатунных шеек закалены токами высокой частоты на глубину 2. 3 мм. Коленчатый вал динамически отбалансирован (допустимый дисбаланс не превышает 15 гсм).
— В теле вала просверлены масляные каналы, масло к шатунным шейкам подается от 1, 2, 4 и 5-й коренных шеек. Технологические выходы сверлений заглушены завернутыми в них пробками.
— Для двигателей МеМЗ-2457, МеМЗ-3011, МеМЗ-3071 радиус кривошипа коленчатого вала увеличен на 3,25 мм и составляет 36,75 мм, а на двигателях МеМЗ-245, МеМЗ-246 — 33,5 мм.
— Диаметральный зазор между коренными шейками вала и их вкладышами составляет 0,040. 0,089 мм, что обеспечивает циркуляцию масла и безударную работу соединения без выдавливания слоя смазки.
— Осевая фиксация коленчатого вала производится упорными полукольцами, установленными в торцах гнезда подшипника третьей коренной шейки в блоке. Осевой зазор в этом соединении равен 0,054. 0,036 мм.
Коленчатый вал в сборе:
Снятый с двигателя коленчатый вал тщательно промойте, выверните пробки масляных каналов шатунных шеек и очистите внутренние масляные полости. Продуйте их сжатым воздухом. Осмотрите состояние коренных и шатунных шеек коленчатого вала на отсутствие грубых рисок, натиров, следов прихвата или повышенного износа, а также состояние резьбы во фланце для болтов крепления маховика — она не должна быть деформирована; проверьте, нет ли трещин на фланце коленчатого вала, у резьбовых отверстий.
Проверьте сохранность резьбы под гайку крепления шкива генератора. При нормальном состоянии коленчатого вала по результатам осмотра, его годность к дальнейшей эксплуатации определяется замером коренных и шатунных шеек.
Произведите замеры шеек коленчатого вала в двух взаимоперпендикулярных плоскостях по двум поясам на расстоянии ¼ общей длины шеек. Полученные размеры сопоставьте с размерами коренных и шатунных подшипников. Если зазоры в коренных и шатунных подшипниках не более 0,12 мм, а овальность и конусность шеек не превышает 0,01 мм (овальность и конусность шеек нового коленчатого вала не более 0,005 мм),
то коленчатый вал может быть оставлен для дальнейшей эксплуатации со старыми подшипниками.
Если зазоры в коренных и шатунных подшипниках близки к предельно допустимым, но размеры шеек не менее: коренных — 49,974 мм, а шатунных — 44,974 мм, то коленчатый вал может быть оставлен для дальнейшей эксплуатации с новыми коренными и шатунными подшипниками.
При первой смене коренных и шатунных подшипников обычно устанавливают подшипники номинального размера.
При износе коренных шеек коленчатого вала — до размера менее 49,974 мм и шатунных шеек — до размера 44,974 мм или при существенных дефектах по визуальному осмотру, коленчатый вал подлежит замене или ремонту.
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек с уменьшением на 0,125, 0,25 и 0,5 мм против номинального размера.
При этом перешлифовывать следует все коренные либо все шатунные шейки.
Размеры между щеками коленчатого вала должны быть:
Радиус галтелей для всех коренных шеек выдержать 2,5-0,2 мм, для шатунных шеек — 2,7-0,3 мм.
После обработки все каналы очистите от стружки и промойте.
Обработанные шейки коленчатого вала должны соответствовать следующим условиям:
Если в результате перешлифовки диаметры шеек коленчатого вала уменьшены и вкладыши ремонтного размера окажутся непригодными, то при очередном ремонте необходимо собрать двигатель с новым валом. Для такого случая в запасные части поставляется коленчатый вал без маховика, отбалансированный динамически (допустимый дисбаланс не более 15 гсм).
Маховик отлит из чугуна. На коленчатом валу он установлен на фланце и крепится через шайбу шестью болтами, один из которых смещен. На маховике установлен штифт подачи импульса на диагностический датчик ВМТ и напрессован стальной зубчатый обод.
Маховик двигателя МеМЗ-3071 имеет информационный зубчатый венец под датчик частоты вращения и положения коленчатого вала и напрессованный стальной зубчатый обод, входящий в зацепление с ведущей шестерней стартера при пуске двигателя.
Источник