Ремонт блока цилиндров
Блок цилиндров чугунный с несущей водяной рубашкой и вставными мокрыми гильзами. При установке мокрых гильз долговечность блока повышается, так как износ остальных поверхностей трения в блоке (отверстий под штангу топливного насоса, под толкатели, под подшипники коленчатого вала) обычно незначителен.
Для увеличения жесткости блока водяная рубашки разделена перегородками на замкнутые силовые контуры. Максимальные напряжения в блоке, возникающие от действия сил газов и крутящего момента, не превышают 370 кгс/см2.
Бобышки с резьбовыми отверстиями под болты крепления головок связаны с наружными стенками блока или с перегородками между цилиндрами, что устраняет деформацию плоскостей прилегания головок. С этой же целью, а также для уменьшения концентрации напряжений в средних отверстиях сделаны цековки глубиной 5 мм.
В пяти перегородках блока имеются отверстия для коренных подшипников. Чугунные крышки этих подшипников устанавливают в блок с некоторым натягом, обеспечивающим точное взаимное расположение верхнего и нижнего вкладышей при сборке. При литье крышек в поверхностном слое металла на их внешней, наиболее нагруженной, стороне создается небольшое (до 1,5 кгс/мм2) сжимающее напряжение, что значительно повышает их усталостную прочность.
Над отверстиями под вкладыши коренных подшипников расположены отверстия под распределительный вал. В передней перегородке установлен упорный подшипник коленчатого вала и имеется полость для слива в картер масла при его заливке в двигатель. В задней перегородке расположена маслораспределительная камера и отверстия для установки масляного насоса и корпуса привода распределителя.
Полость в развале между рядами цилиндров, в которой размещены толкатели клапанов, закрывается крышкой, отлитой как одно целое с впускной трубой; передняя и задняя кромки крышки ложатся на блок, а боковые плоскости — на головки блока. Между сопрягаемыми поверхностями впускной трубы, блока цилиндров и головок блока установлены резиновые прокладки.
К переднему торцу блока крепится насос системы охлаждения и крышка, закрывающая шестерни привода распределительного вала, а к заднему торцу — картер сцепления, который центрируется по двум штифтам диаметром 18 мм.
В задней части на боковых стенках блока установлены краники для слива воды.
Самый проходимый российский мотоцикл это мотоцикл Тула, он очень надежный и выносливый.
Гильзы цилиндров отливаются из чугуна СЧ18-36 с ограниченным до 5% содержанием феррита (твердость чугуна НВ 196, не менее). В верхнюю часть гильзы на длину 50 мм запрессована вставка из коррозионностойкого аустенитного чугуна следующего состава: 2,3—2,8% С, 1,9—2,2% Si, 0,6—1,0% Mn, до 0,5% Р, до 0,1% S, 1,8—2,2% Cr, 16,0—17,5% Ni, 7,0—7,5% Cu, остальное железо. Твердость чугуна вставки НВ 137—197. Применение такой вставки снижает износ верхней части гильзы примерно в 2—4 раза и увеличивает ее моторесурс до 200 тыс. км.
Разработан также вариант гильзы с наплавленным поясом из аустенитного чугуна. При этом существенно упрощается механическая обработка гильзы, снижается расход дорогостоящего материала, улучшается теплопередача через стенки гильзы и более надежной становится операция расточки ее при ремонте. Кроме того, процесс наплавки гильзы поддается автоматизации, что снижает трудоемкость ее изготовления.
Напряжения растяжения в гильзе от сил газов составляют 300—350 кгс/см2. Наибольшие местные напряжения у верхнего опорного бурта гильзы равны 500— 550 кгс/см2. Запас прочности гильзы — не менее 3.
Бурт гильзы зажимается головкой блока через уплотняющую прокладку, при этом водяная рубашка уплотняется по верхнему торцу гильзы. Нижний пояс гильзы уплотняется двумя резиновыми кольцами, установленными в ее канавках. Натяг резиновых колец в канавках создает достаточное уплотнение стыка. Практика показала, что при принятой схеме крепления гильзы надежно фиксируются в блоке.
Несмотря на отсутствие случаев разрушения гильзы в эксплуатации толщина ее стенки была увеличина с 6 до 7,5 мм и, кроме того, была введена механическая обработка наружной поверхности гильзы. Эти мероприятия устранили колебания толщины стенки одной гильзы и позволили выдержать требуемый допуск на нецилиндричность ее внутренней поверхности.
Размеры уплотнительных колец из маслостойкой резины 4161 на основе нитрильного каучука твердостью 40—55 по ТИР при длительной эксплуатации уменьшались в большей степени, чем это допускалось предварительным натягом колец в канавках. Поэтому кольца стали изготовлять из маслостойкой резины 6632 на основе нитрильного каучука и наирита с твердостью 50—60 по ТИР. Испытания этой резины при высокой температуре в течение длительного времени показали, что она увеличивается в объеме, вследствие чего первоначальный натяг не уменьшается.
Источник
Зил 130 блок цилиндров ремонт
Резьбовые отверстия, имеющие износ или срыв резьбы более
2-х ниток, ремонтируют нарезанием резьбы увеличенного ремонтного размера или постановкой резьбовых ввертышей с нарезанием в них резьбы нормального размера.
В последнем случае отверстие с изношенной резьбой рассверливают или зенкеруют до размера согласно данным табл. 5 на соответствующую глубину. В нарезанное резьбовое отверстие завертывают до упора резьбовой ввертыш, изготовленный из Ст. 3 или стали 35, отрезают выступающую часть и зачищают место заподлицо с поверхностью блока. Для исключения вывертывания ввертыша его фиксируют постановкой штифта диамет-ром 3 мм, длиной до 8—12 мм. Штифт необходимо зачистить заподлицо.
Допускается постановка резьбовых ввертышей на клее БФ-2, эпоксидной пасте ЭД-5, ЭД-6 без наполнителя и на сурике.
Отверстия в резьбовых пробках под нормальную резьбу сверлят по кондуктору или по разметке. Смещение резьбовых отверстий от нормального положения должно быть не более 0,15 мм.
Наиболее удобно зенкеровать резьбовые отверстия и нарезать резьбу при ремонте блоков цилиндров не на вертикальносверлильных станках, а на радиально-сверлильных или с применением двурукавных шарнирных головок. Для этого часто используют радиально-сверлильный станок модели 2А53.
При нарезании ремонтной резьбы в блоке необходимо предусмотреть постановку ступенчатых шпилек или болтов или увеличить диаметры отверстий в сопрягаемых деталях. Конические резьбовые отверстия восстанавливают подрезкой торца резьбового отверстия и углубления резьбы.
Восстановление отверстий под толкатели. Изношенные отверстия в блоке цилиндров двигателей ЗИЛ-130 и 3M3-53 под толкатели развертывают под один из ремонтных размеров или зенкеруют под втулку, отверстие в которой затем также подлежит развертыванию. Работу рекомендуется выполнять на радиально-сверлильном станке. Для этого блок цилиндров устанавливают на поворотный стол. Отверстия зенкеруют до размера 29,8 мм, затем развертывают до размера 30. В отверстие запрессовывают втулки с натягом 0,015—0,058 мм для ЗИЛ-130 и 0,020—0,062 мм для ЗМЗ. В качестве материала втулок используют чугун СЧ18-32 и алюминиевый сплав АЛ-4.
Номинальный и ремонтные размеры отверстий под толкатели я соответствующие размеры толкателей, одинаковые для обоих двигателей, приведены в табл. 6.
Номинальные и ремонтные размеры отверстий под толкатели и размеры толкателей
Уменьшение (—) или увеличение (4-) стержня и отверстия,
Диаметр стержня толкателя, мм
Диаметр отверстия под толкатель, мм
Номинальный
24,992—24,978
25,000—25,023
1-й ремонтный
24,892—24,878
24,900—24,923*
24,792—24,778
24,800—24,823*
25,092—25,078
25,100—25,123
25,142—25,173
25,200—25,223
* В этом случае в блок необходимо запрессовывать втулки.
3-й и 4-й ремонтные размеры отверстий предусматривают постановку увеличенных по диаметру толкателей. Для этой цели последние из уже бывших в эксплуатации подвергают восстановлению путем хромирования или осталиванпя с последующим шлифованием.
В отверстия 1-го и 2-го ремонтных размеров устанавливают толкатели, восстановленные путем шлифования.
Чистота обработанных отверстий под толкатели должна быть не ниже у 7.
Опыт эксплуатации и ремонта двигателей ЗИЛ-ІЗО (исследования ХАДИ) показывает, что износ отверстий под толкатели к моменту капитального ремонта весьма незначительный. После пробега 150—200 тыс. км практически не приходится прибегать к восстановлению этого сопряжения. Однако при повторных ремонтах возникновение такого дефекта вполне возможно.
Восстановление привалочных плоскостей крепления головок цилиндров. Вследствие неравномерного нагревания и охлаждения, а также процессов естественного старения, блоки цилиндров деформируются. Деформация нарушает соосность гнезд коренных подшипников, перпендикулярность их оси относительно осей посадочных мест под гильзы, вызывает коробление привалочных плоскостей и т. д.
При короблении плоскостей блока цилиндров (для головок цилиндров) более 0,20 мм их подвергают механической обработке— шлифованию (ЗИЛ-ІЗО) или фрезерованию (3M3-53). После механической обработки необходим контроль не только плоскостности, но также и параллельности плоскостей относительно оси постелей крайних коренных шеек (не более 0,1 мм). Неперпендикулярность расположения поверхностей прилегания головок друг относительно друга должна быть не более 0,1 мм на длине 100 мм, а расстояние от поверхности прилегания головок цилиндров до оси постелей коренных подшипников должно быть не менее 294,70 мм для блоков цилиндров двигателей ЗИЛ-130 и 244,50 мм для двигателей 3M3-53.
Ремонт подшипников распределительного вала. Все отверстия во втулках распределительного вала в двигателях ЗМЗ имеют одинаковые размеры, а в двигателях ЗИЛ отверстие в пятой втулке (последней) имеет меньший диаметр (табл. 7). Втулки тонкостенные стальные, залитые антифрикционным сплавом (баббитом СОС-6-6). Изношенные втулки распределительного вала подлежат выпрессовке. Затем, после перезаливки, предварительно расточенные втулки запрессовывают в блок цилиндров с натягом 0,03—0,09 мм. На окончательную обработку оставляют припуск 0,2—0,4 мм на диаметр. Предварительная расточка может быть выполнена на токарном станке или на станке модели УРБ-ВП. При запрессовке отверстия масляных каналов в блоке должны совпадать с отверстиями во втулках.
Номинальные и ремонтные размеры отверстий во втулках блока под шейки распределительного вала, м м
Источник
Зил 130 блок цилиндров ремонт
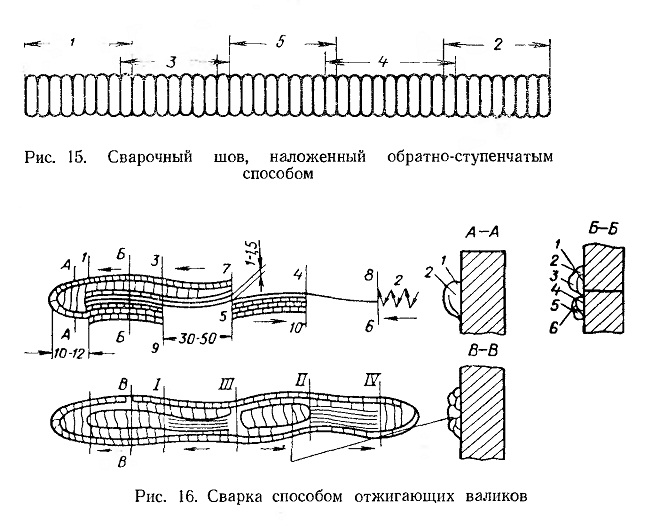
Рис. 15. Сварочный шов, наложенный обратно-ступенчатым способом
Рис. 16. Сварка способом отжигающих валиков
Затем, с одного конца на расстоянии 10—12 мм наплавляют участок треугольной формы рядом валиков, расположенных перпендикулярно направлению трещины (рис. 16). После охлаждения участка на него накладывают второй слой отжигающих валиков. Таким же образом заваривают второй конец трещи-
ны. Далее, по обоим краям трещины вдоль нее наплавляют подготовительные валики вразброс в последовательности, указанной на рисунке так, чтобы расстояние между двумя соседними подготовительными валиками равнялось 50—60 мм (длина подготовительных валиков обычно составляет 30—50 мм). После наложения подготовительных валиков и охлаждения до 18—20°С заплавляют участки трещины между подготовительными валиками прерывистыми участками, постоянно следя за тем, чтобы не допускать перегрева.
Рекомендуются следующие режимы: сила тока 120—160 а; напряжение 18—25 в; электрод ЦЧ-4 или проволока Св-8 диаметром 3,0—4,0 мм с меловой обмазкой. Сварку можно вести как на переменном токе, используя электросварочный трансформатор СТН-350, так и на постоянном, применяя при этом преобразователь ПС-300.
Сварка чугунных блоков цилиндров указанным способом позволяет ремонтировать их без предварительного подогрева. Ее применение дает возможность работать на переменном токе, использовать электроды из малоуглеродистой проволоки.
Однако при этом способе происходит науглероживание шва, что снижает его обрабатываемость и создает возможность при несоблюдении технологии к образованию трещин.
Ремонтные предприятия применяют и другие способы холодной сварки чугунных деталей: пучком комбинированных электродов (способ А. Г. Назарова), электродами из серого чугуна с меловой обмазкой и др.
Обломы и трещины на привалочных плоскостях блока цилиндров двигателей ЗИЛ-130 устраняют сваркой медно-нике-левыми электродами или электродами ОЗЧ-1. Это позволяет легко обрабатывать шов и наплавленные участки режущим инструментом.
Заварка трещин в алюминиевых блоках цилиндров двигателей 3M3-5 3. Блоки цилиндров двигателей 3M3-53 изготовлены из алюминиевого сплава АЛ-4, сварка которого имеет ряд особенностей, что создает определенные трудности. Трудности заключаются в том, что алюминий имеет относительно низкую температуру плавления (657°С), но при нагревании интенсивно соединяется с кислородом, образуя тугоплавкие окислы (их температура плавления 2050°С), которые, находясь на поверхности сварочной ванны, затрудняют сварку. Кроме того, алюминиевые сплавы весьма теплопроводны, при повышенных температурах хрупки, что при несоблюдении технологии сварки приводит к образованию трещин.
Сварку блока цилиндров двигателей 3M3-53 следует вести преимущественно нейтральной зоной ацетилено-кислородного пламени, либо пламени с некоторым избытком ацетилена. Трещину заваривают в следующем порядке.
Трещину по концам засверливают сверлом03—5 мм. Зону трещины на 15—20 мм с каждой стороны зачищают до металлического блеска стальной щеткой или на обдирочно-шлифовальном станке с гибким валом абразивным кругом. Затем блок нагревают до температуры 250—300°С в печи или разогревают зону расположения трещины пламенем газовой горелки и заваривают на передвижном стенде или на столе газосварщика. При этом место расположения трещины должно находиться в горизонтальном положении. По обе стороны трещины располагают кусочки присадочного материала из стержней алюминиевого сплава АЛ-4. Направляют пламя горелки на трещину, в которую вводят стальной крючок (рис. 17). Как только металл начнет плавиться, крючок углубляют на всю толщину стенки и помешивают расплавленный металл, разрушая пленку тугоплавких окислов и удаляя ее крючком из сварочной ванны. После этого крючком вводят в сварочную ванну присадочный материал, не отводя пламя горелки до заполнения ванны. Для растворения окислов применяют флюсы, состав которых приведен в табл. 3.
После медленного охлаждения сварочный шов зачищают заподлицо с поверхностью основного металла на обдирочношлифовальном станке с гибким валом.
Трещины можно заваривать и электродуговой сваркой постоянным током обратной полярности электродами из алюминиевой проволоки с покрытием, состоящим из флюса состава № 4 (см. табл. 3) — 65% по весу и 35% криолита. Толщина покрытия 0,7—1,0 мм на сторону. Диаметр электродной проволоки 4 мм, сила тока 100 а.
После заварки трещины блок цилиндров проверяют на герметичность. Если трещины располагались на рубашке охлаждения, то проверку осуществляют на стенде для гидравлических испытаний под давлением до 4 кГ/см2 в течение одной минуты. При этом течь воды и запотевание не допускаются.
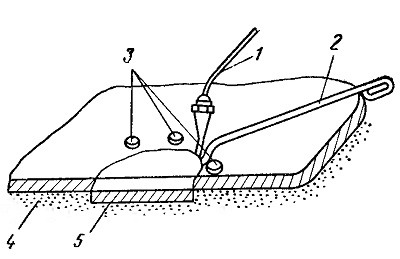
Рис. 17. Схема сварки деталей из алюминиевых сплавов:
1 — горелка; 2 — стальной крючок; 3 — присадочный материал; 4 — асбест; 5 — медная пластина
Состав флюсов, применяемых при ацетилено-кислородной сварке алюминия и его сплавов
Компоненты флюсов
Состав флюса, % по весу
Хлористый натрий
Хлористый калий . . —
Фтористый натрий . .
Фтористый калий
Хлористый литий .
Фтористый литий . .
Хлористый барий . .
Хлористый цинк
Плотность сварочного шва, не проходящего по стенкам рубашки охлаждения, можно проверить путем смачивания внутренней стенки керосином. Если плотность недостаточна, то на наружной стенке, предварительно натертой мелом, легко обнаруживается просачивающийся керосин через 5 мин.
Пористость сварного шва в рубашке охлаждения устраняют опрессовкой специальными растворами или лаками.
В рубашке охлаждения, залитой 5,5-процентным водным раствором хлористого железа, 3,5-процент.ным раствором натриевой селитры и 8-процентным раствором взумченного желез-ного сурика, создают давление 5—10 кГ/см2 и выдерживают
10—15 сек. Затем раствор сливают и деталь сушат при комнатной температуре.
Опрессовку производят также 10-процентным водным раствором жидкого стекла или 4,5-процентным раствором нашатыря под давлением 2—3 кГ/см2. При этом блок необходимо подогреть до температуры 85—96°С.
Заклейка трещин на наружной поверхности рубашки охлаждения. Поверхность, прилегающую к трещине, очищают от грязи, масла и коррозии, сверлят отверстия диаметром 4,9 мм по концам и вдоль трещины шагом 50—60 мм. Нарезают в отверстиях резьбу Мб, ввертывают в нее шпильки, выступающие части которых срезают заподлицо с поверхностью детали. По длине трещины разделывают канавку под углом 90° на глубину 3—3,5 мм при помощи абразивного круга, а острые углы кромок притупляют. Вырезают из плотной ткани заплаты. Первая заплата должна перекрывать разделанную канавку трещины на 8—10 мм, вторая — первую, а третья — вторую также на 8—10 мм. Подготавливают асбестовый шнур диаметром 2,5—3 мм по длине трещины и пропитывают его клеем БФ-2.
Очищенную поверхность и подготовленную трещину обезжиривают ацетоном или авиационным бензином при помощи ватного тампона или волосяной кисти. На обезжиренную поверхность наносят три тонких слоя клея БФ-2. После высыхания первого слоя наносят второй, а после высыхания второго третий слой клея БФ-2 и после неполного его высыхания укладывают в канавку асбестовый шнур. Затем накладывают первый слой заплаты и прикатывают ее роликом. Подготовленную заплату необходимо дважды пропитать клеем с обеих сторон и просушить на воздухе в течение 10—20 мин. Перед наложением заплаты на одну ее сторону наносят третий слой клея и подсушивают в течение 10—20 мин до полного высыхания.
В такой же последовательности подготавливают и накладывают вторую и третью заплаты. Наложенный слой тканевой заплаты прикатывают роликом. После наложения третьего слоя заплаты накладывают на этот слой плотный лист бумаги, резиновую или асбестовую прокладку, металлическую накладку, которые плотно прижимают струбцинами или грузом. Затем выдерживают блок при температуре 90—100° в течение 1—2 ч в сушильном шкафу или нагревают участки, прилегающие к заплате, паяльной лампой. После охлаждения нагретых участков и заплаты снимают струбцины, металлическую накладку, прокладку и зачищают заплаты от наплывов клея.
Отремонтированные блоки необходимо проверить на герметичность.
Заделка трещин эпоксидной пастой. Поверхность детали в зоне 25—30 мм с обеих сторон трещины очи-щают от грязи, масла и ржавчины до металлического блсска, на концах трещины сверлят отверстия диаметром 2 мм на проход. По длине трещины разделывают канавку под углом 60— 90° на глубину 2—3 мм.
За 3—4 мин до заделки трещины пастой зачищенную поверхность, а также трещину обезжиривают ацетоном. Обезжиривание авиационным бензином не рекомендуется из-за наличия в нем жировых веществ.
Блок устанавливают так, чтобы поверхность с трещиной находилась в горизонтальном положении, и дефектное место заполняют эпоксидной пастой, плотно вдавливая ее специальной лопаткой. Эпоксидный состав наносят слоем толщиной 2—3 мм.
Для лучшего заполнения подготовленного участка эпоксидной пастой рекомендуется подогревать его сварочной горелкой или паяльной лампой до температуры 70—80°С. При выдерживании блока при температуре 80—100° в течение 1—4 ч в сушильном шкафу или прогреве пламенем паяльной лампы в течение 5—10 мин наложенный слой эпоксидной пасты отвердевает. Прогревать следует с обратной стороны дефектного места На воздухе при комнатной температуре отвердение длится 24—26 ч.
После заделки трещин эпоксидной пастой и зачистки шов проверяют на герметичность. Для заделки трещин рекомендуется применять составы эпоксидной пасты, согласно данным табл. 4.
Источник