Инвертор ЗУБР сварочный, электр. 1,6-3,2 мм, А20-140, 1*220В ЗАС-140
Инвертор сварочный, ЗУБР, МАСТЕР, ЗАС-140
Компактный и надежный сварочный аппарат для простой и качественной сварки. Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Технические характеристики и функции
Тип транзистора: MOSFET
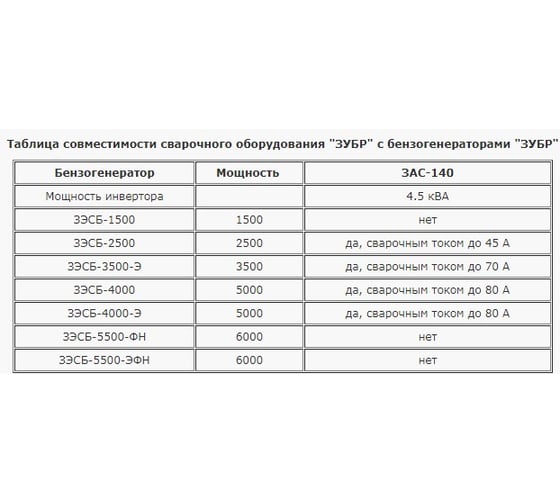
Мощность: 4,1 кВА
Макс. потребляемый ток: 20 А
Род сварочного тока: постоянный
Сварочный ток: 20-140 А
Диаметр электродов: 1,6-3,2 мм
Напряжение холостого хода: 76 В
Рабочее напряжение: 25,6 В
Мин. напряжение питания: 180 В
Форсаж дуги: нет
Горячий старт: есть
Защита от прилипания электрода: есть
Защита от перегрева и перегрузки: есть
Класс электробезопасности: I
Степень защиты: IP21
Напряжение сети: 220±10% /50 В/Гц
Габариты: 36x21x31 см
Масса изделия: 5,6 кг
Масса в упаковке: 6,8 кг
Особенности и преимущества
Сварочный инвертор по технологии MOSFET: — плавная регулировка тока; — малое потребление электроэнергии, высокий КПД; — простота работы и высокое качество сварного шва; — сварка изделий из нержавеющей стали и алюминия; — большее время непрерывной работы по сравнению с технологией IGBT Система защиты от: — перегрузки; — перегрева; — прилипания электрода; — снижения рабочего тока Устойчивая работа при колебаниях рабочего напряжения от 180 до 250В Поддержание сварочного тока при колебаниях напряжения Постоянный ток обеспечивает лучшее качество сварочного шва по сравнению с переменным Меньшие вес и габариты по сравнению с трансформаторными сварочными аппаратами Ремень для переноски в комплекте
Родина бренда: Россия
Страна производства: Китай
Индивидуальный штрихкод: 4606373096280
Вес товара в упаковке (Вес брутто),кг.: 6,65
Длина,см.: 36,5
Высота,см.: 30,5
Ширина,см.: 22
Комплект поставки (комплектация): Аппарат сварочный, 1 шт Кабель рабочий, 1 шт Кабель массовый, 1 шт Щетка, 1 шт Ремень для переноски, 1 шт Руководство по эксплуатации, 1 экз.



















Написать отзыв
Ваш отзыв: Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка: Плохо Хорошо
Введите код, указанный на картинке:
Источник
Сварочный инвертор ЗУБР ЗАС-140





- Напряжение: 220 В
- Max мощность: 3,8 кВт
- Max ток: 140 А
- Диаметр электр/провол: 1.6-3.2/- мм
- Вес нетто: 6,6 кг
Все характеристики

Спишите до 2398 р. бонусами Начислим 59 бонусов

Сварочный инвертор ЗУБР ЗАС-140 изготовлен по технологии MOSFET и предназначен для сварки методом ММА различных видов стали. Аппарат прост и надежен в использовании, имеет долгий срок службы и высокое качество сварного шва. Питается инвертор от сети 220 В и имеет низкое энергопотребление. Предусмотрено использование электродов диаметром от 1.6 до 3.2 мм.
Особенности Зубр ЗАС-140
 | Регулировка сварочного тока Ручка предназначена для плавной регулировки сварочного тока в процессе сварки. |
 | Удобство транспортировки Удобная ручка сварочного инвертора ЗУБР ЗАС-140 служит для подъема и перемещения аппарата. |
Технические характеристики Зубр ЗАС-140
Это напряжение электросети, к которой подключается сварочный аппарат. Большинство из них работают от бытовой сети в 220/230 В, более мощные аппараты могут работать от промышленной трех фазной сети 380/400 В. Наиболее универсальны и удобны модели, позволяющие подключаться как к бытовой так и к промышленной сети (220/380 В и 230/400 В), но они целесообразны только при необходимости вести работать как на заводе/предприятии, так и в быту, т.к. имеют большую стоимость.
Мощность сварочного аппарата определяет потребляемую им из электросети энергию в единицу времени. После того как определены нужные для преобладающих сварочных работ сила тока и напряжение на выходе, определяется мощность сварочного аппарата. Мощность равна произведению тока и напряжения, требующаяся мощность сварочного аппарата определяется так же. При этом не забывайте, что эффективная мощность меньше потребляемой, и конечный выбор модели ведется с запасом от рассчитанного значения на 20-30 %.
Минимально возможный вырабатываемый сварочным аппаратом ток определяет возможности для сварки самых тонких листов металла и производства миниатюрных швов. Это актуально при необходимости вести аккуратную тонкую работу.
Максимальный сварочный ток определяет технологические возможности сварочного аппарата. Чем больше толщина свариваемых деталей и чем быстрее требуется вести работу, тем больше диаметр используемой электродной проволоки и больший потребуется сварочный ток . Это связано с тем, что для прогрева в единицу времени большой массы свариваемой арматуры и расплавления более толстого электрода требуется большая мощность и соответственно, больший ток.
При выборе аппарата можно ориентироваться на следующее соотношение: для непродолжительных работ и сварки тонких листов достаточно аппарата с максимальным током до 160 А. В большинстве случаев бытовых задач при сверке решеток, заборов, небольшой арматуры хватит аппарата с током 160-200 А. Для более серьезной и долгой работы нужны более мощные машины с током более 200 А.
Источник
ЗУБР ЗАС-М3-140 инструкция по эксплуатации онлайн — страница 7
Инструкция ЗУБР ЗАС-М3-140 для устройства сварочный аппарат содержит страницы на русском языке.
Размер файла: 2.10 MB. Состоит из 16 стр.
Вы можете скачать pdf файл этой инструкции: Скачать PDF


заполняется сервисным центром
заповнюється сервісним центром
қызмет көрсету орталығымен толтырылады
Қызмет көрсету орталығы
фамилия / прізвище / тегі
қызмет көрсету орталығының
заполняется сервисным центром
заповнюється сервісним центром
қызмет көрсету орталығымен толтырылады
Қызмет көрсету орталығы
фамилия / прізвище / тегі
қызмет көрсету орталығының
заполняется сервисным центром
заповнюється сервісним центром
қызмет көрсету орталығымен толтырылады
Қызмет көрсету орталығы
фамилия / прізвище / тегі
қызмет көрсету орталығының
При сварке ММА (плавящимися электродами):
подключите к изделию силовой и массовый
провода. Для этого вставьте штекер кабеля
в разъем изделия, обеспечив совпадение
выступа штекера с прорезью разъема, и по-
верните штекер по часовой стрелке до упо-
ра. Подключение кабелей можно выполнять
в прямой (вывод «+» изделия подключен
к свариваемому изделию, вывод «-»–к элек-
троду) или обратной (соответственно, на-
Примечание! При прямой полярности более
нагревается свариваемая заготовка, при об-
ратной – торец электрода. Обратную поляр-
ность используют при сварке тугоплавящимися
электродами, а также для увеличения глубины
провара шва (на 40–50% при том же токе).
вставьте соответствующий электрод
Примечание! Для выбора электрода восполь-
зуйтесь таблицей 3 соответствия толщины сва-
риваемых деталей и диаметра электрода.
Подключите зажим массового провода
к одной из свариваемых деталей.
Обратите особое внимание на надежность
электрического контакта между зажимом мас-
сового провода и деталью. Примите меры
(очистите от грязи, ржавчины, краски, зачи-
стите места контакта до металлического бле-
ска) для обеспечения надежного контакта.
Для начала работы включите изделие
Во избежание несчастных случаев, каждый
раз перед включением изделия в сеть про-
веряйте, что держатель электродов изолиро-
ван от металлических деталей, поверхностей
и проводов, участвующих в электрической
цепи процесса сварки, а также от заземлен-
7 установите необходимый свароч-
ный ток в соответствии с характеристиками (тип
стали, толщина) свариваемых заготовок и реко-
Для предотвращения образования электриче-
ской цепи, короткого замыкания и поражения
Вас электрическим током, при включении ап-
парата не оставляйте держатель электрода ле-
жащим на земле или на свариваемых деталях.
Наденьте перчатки (при необходимости – ре-
спиратор), опустите защитную маску и присту-
пите к работе:
1) Установите электрод на расстоянии порядка
10 мм от точки сварки под углом 20°–30° от вер-
тикали. Во избежание образования искр, не со-
прикасайтесь с рабочей поверхностью;
2) Чтобы начать сварку (зажечь дугу), необходи-
мо «чиркнуть» электродом (не очень быстро) по
участку свариваемой поверхности. Если дуга
не зажглась, повторите действие. Если дуга за-
жглась, старайтесь удерживать расстояние от
места сварки равным диаметру электрода. Для
облегчения зажигания дуги в аппарате предус-
Источник