Камаз двигатель ремонт чертежи
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
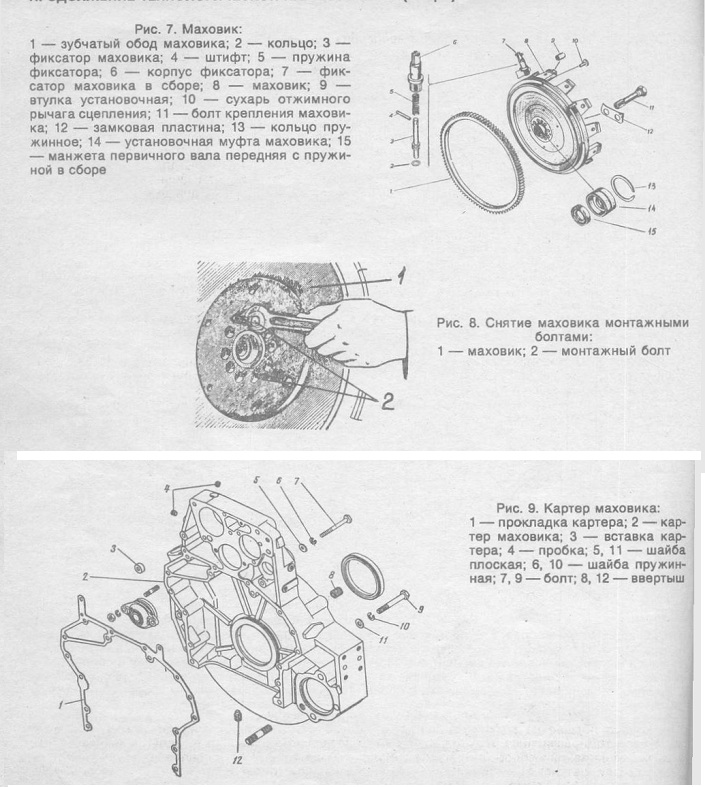
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
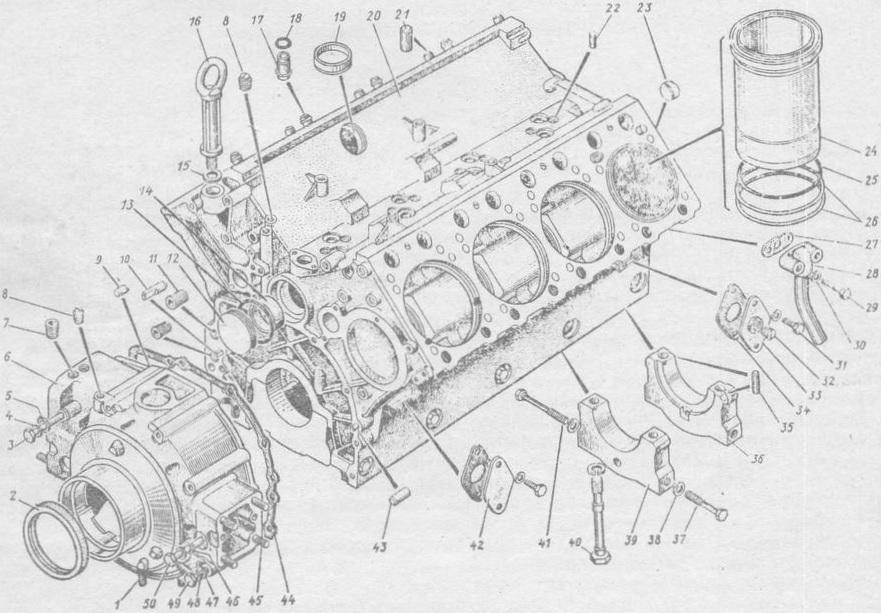
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
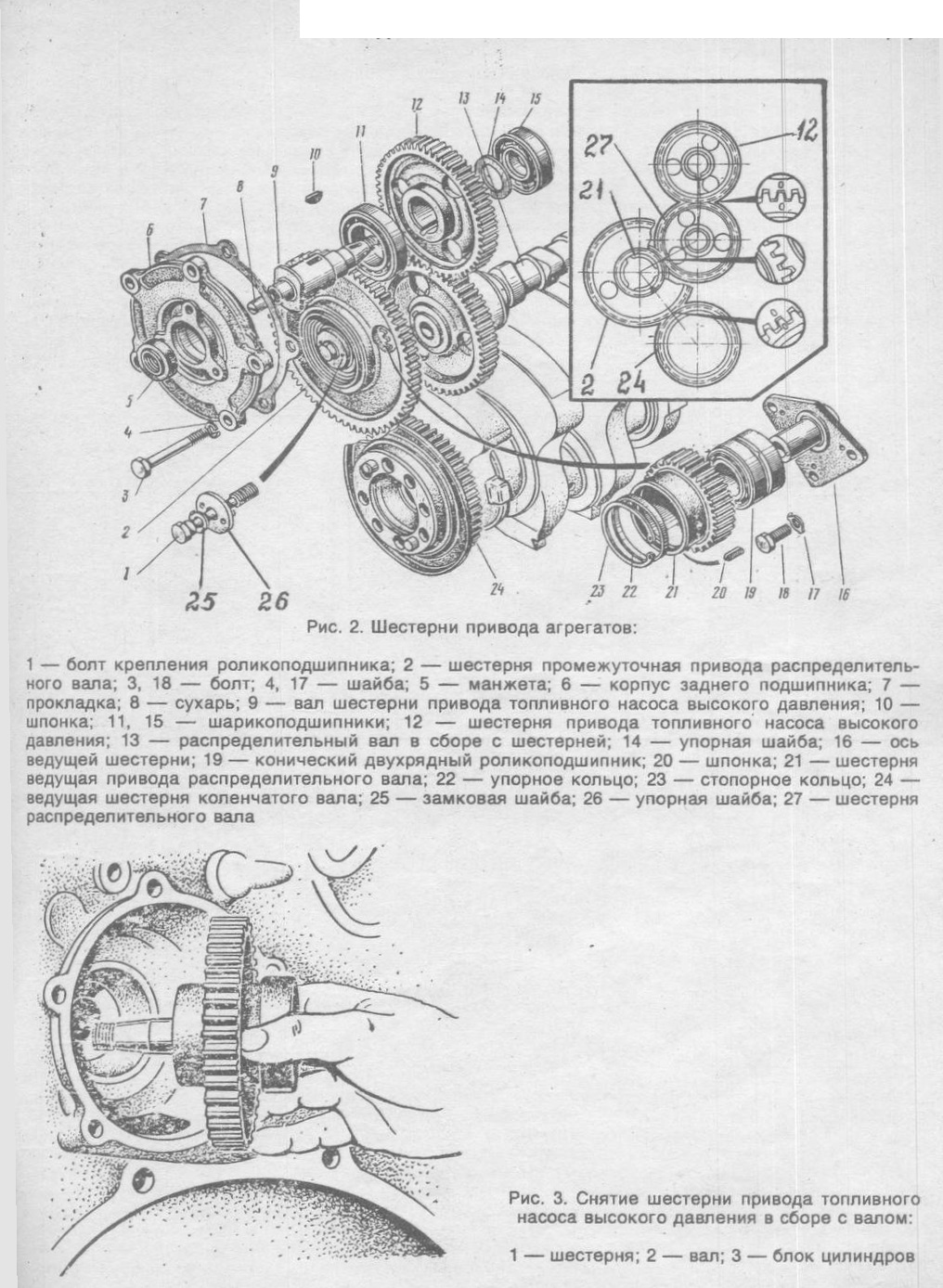
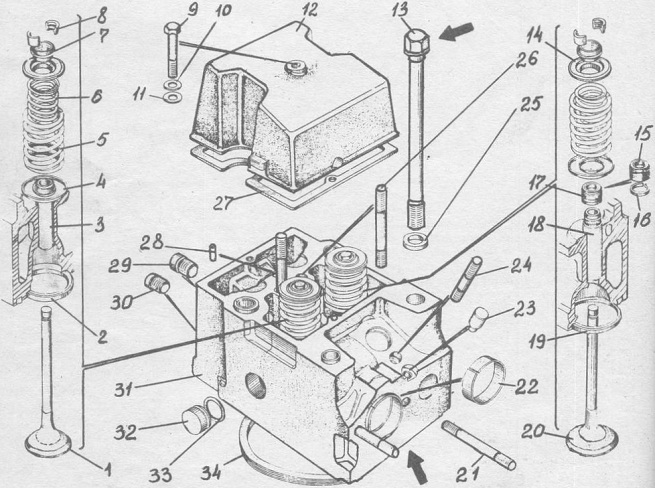
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник
Двигатель Камаз-740.50-360. Состав двигателя, устройство и работа
ДВИГАТЕЛЬ КАМA3-740.50-360 И ЕГО СИСТЕМЫ
Двигатели четырехтактные с воспламенением от сжатия, жидкостного охлаждения, с V-образным расположением восьми цилиндров, с турбонаддувом и промежуточным охлаждением наддувочного воздуха (ОНВ) типа «воздух-воздух».
По выбросам вредных веществ с отработавшими газами двигатель 740.50-360 соответствуют требованиям правил ЕЭК ООН (EURO-2).
Общий вид, продольный и поперечный разрезы двигателей приведены на рис. 15. 19.
Рис. 15. Общий вид двигателя.
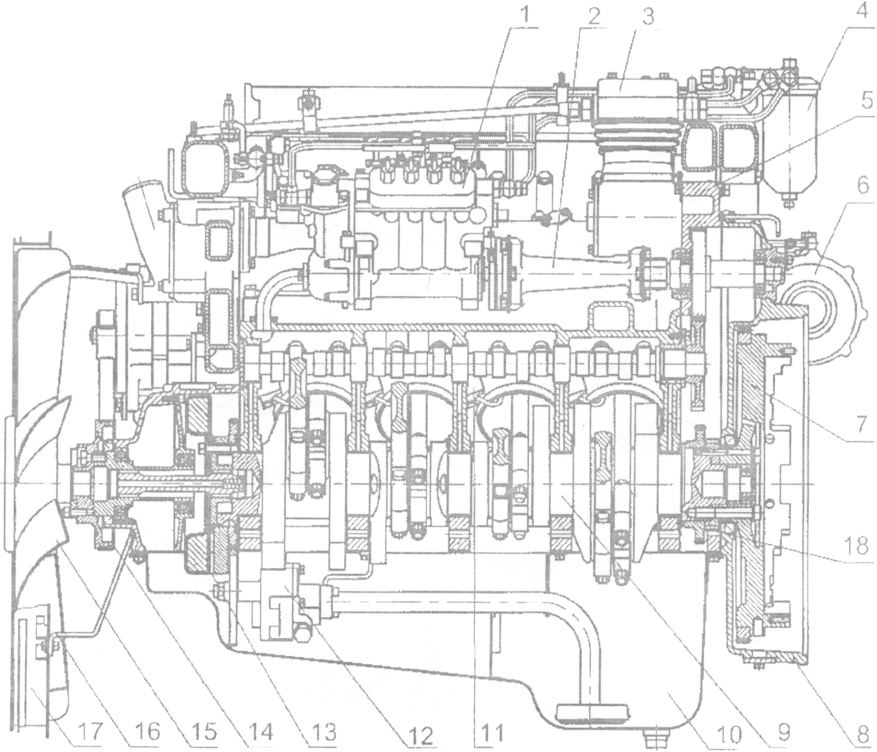
Рис. 16. Продольный разрез двигателя:
1 — ТНВД; 2 — привод ТНВД; 3 — компрессор; 4 — фильтр тонкой очистки топлива; 5 — картер агрегатов; 6 — турбокомпрессор; 7 — маховик; 8 — картер маховика; 9 — коленчатый вал; 10 — масляный картер; 11 — форсунка охлаждения поршня; 12 — масляный насос; 13 — гаситель крутильных колебаний; 14 — шкив привода водяного насоса и генератора; 15 — вентилятор с вязкостной муфтой; 16 — кронштейн крепления обечайки вентилятора; 17 — обечайка вентилятора; 18-шестерня привода насоса масляного откачивающего.
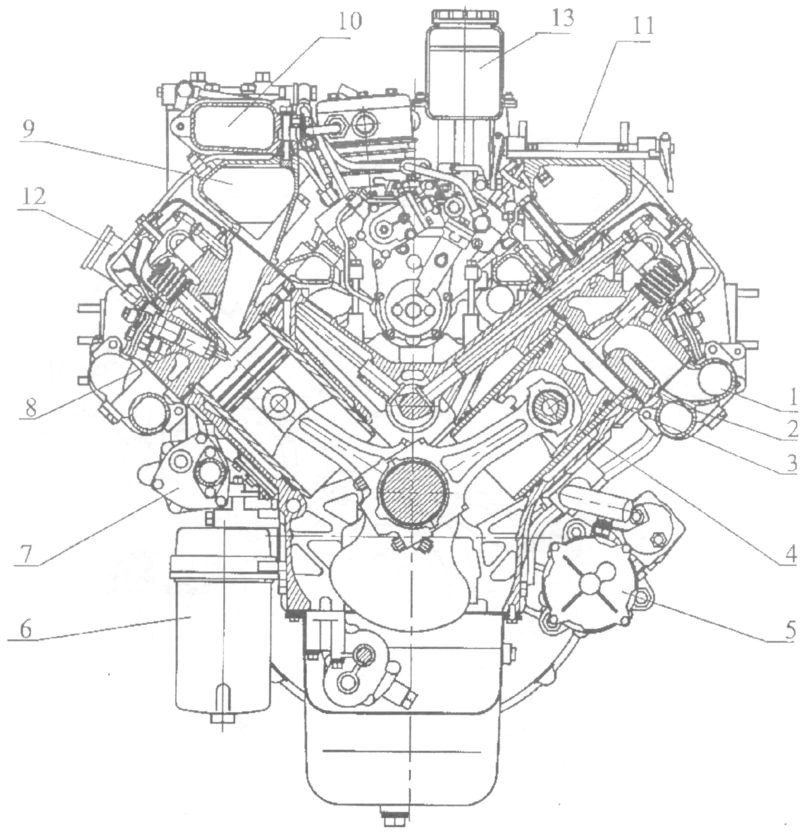
Рис. 17. Поперечный разрез двигателя:
1 — коллектор выпускной; 2 — головка цилиндра; 3 — блок цилиндров; 4 — поршень; 5 — стартер; 6 — фильтр масляный; 7 — водомасляный теплообменник; 8 — форсунка; 9 — коллектор впускной; 10 — труба подводящая; 11 — привод управления регулятором ТНВД; 12 — маслоналивная горловина; 13 — бачок насоса гидроусилителя руля.
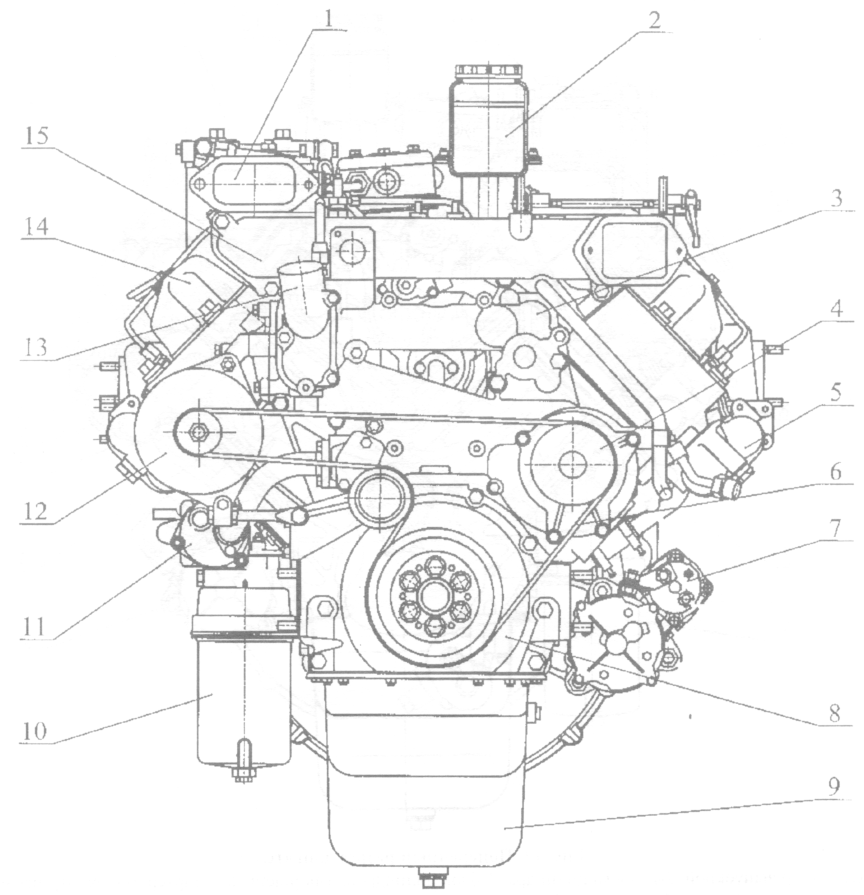
Рис. 18. Двигатель, вид спереди:
1 — труба отвода воздуха в охладитель наддувочного воздуха; 2 — бачок насоса гидроусилителя руля; 3 — корпус водяных каналов; 4 — водяной насос, 5 — выпускной коллектор;6 — ремень привода водяного насоса и генератора; 7 -стартер; 8 — передняя крышка; 9 — масляный картер; 10 — фильтр масляный; 11 — водомасляный теплообменник; 12 — генератор; 13 — патрубок отвода охлаждающей жидкости из двигателя; 14-крышка головки цилиндра; 15 — патрубок соединительный.
Техническая характеристика двигателей
Наименование параметра, характеристика и единица измерения
четырехтактный, с воспламенением от сжатия
V-образное, с углом развала 90°
Порядок работы цилиндров
Направление вращения коленчатого вала
правое (против часовой стрелки, если
смотреть со стороны маховика)
Диаметр цилиндров и ход поршня, мм
Рабочий объем, л.
Номинальная мощность, кВт (л.с.)
Максимальный крутящий момент, Н м (кгс-м)
Установочный угол опережения впрыскивания топлива, град.
Частота вращения коленчатого вала, мин -1 :
— при максимальном крутящем моменте на холостом ходу:
Количество клапанов в головке цилиндра
2 (впускной и выпускной)
Зазоры на холодном двигателе, между коромыслами и стержнями клапанов:
впускных — 0,25. 0,30 мм; выпускных — 0,35. 0,40 мм.
Давление масла в прогретом двигателе при частоте вращения коленчатого вала, кПа (кгс/см 2 ):
— минимальной холостого хода, не менее
с распылителем производства «ЯЗДА»
с распылителем производства ф. «БОШ»
Давление начала впрыскивания форсунки, МПа (кгс/см 2 )
DLLA 148 S 1380
23,73. 24.90 (242. 254)
Топливный насос высокого давления (ТНВД) модели
газотурбинная, с двумя турбокомпрессорами и ОНВ типа «воздух-воздух».
Генератор мод. 6582.3701:
— номинальный ток. А:
— номинальное выпрямленное напряжение, В;
— номинальная мощность, кВт.
— номинальная мощность, кВт
постоянного тока, последовательного возбуждения, с электромагнитным приводом.
Коробка передач модели ZF — 16S151 фирмы «ZAHNRADFABR1K»
Механическая, шестнадцатиступенчатая. включает основную четырехступенчатую коробку с встроенным двухступенчатым делителем, расположенным впереди основной коробки и с двухступенчатым планетарным демультипликатором, расположенным сзади основной коробки.
Маркирование и пломбирование
Каждый двигатель должен иметь маркировку, которая наносится на блоке цилиндров с правой стороны сверху в передней части двигателя.
— код года изготовления 1 знак и порядковый номер двигателя 7 знаков. Маркировка наносится ударным способом.
Товарный знак завода-изготовителя, сведения о сертификации и модель двигателя нанесены на информационную табличку, которая прикрепляется к левому воздушному коллектору.
Маркировка может выполняться на табличке, которая прикрепляется к блоку цилиндров с правой стороны сверху в передней части двигателя и содержит следующие данные:
— товарный знак предприятия-изготовителя;
— условное обозначение модели двигателя, состоящее из 10 знаков, 740.50-360;
— порядковый номер двигателя, состоящий из 7 знаков;
— дата (месяц и год) выпуска, состоящее из 4 знаков;
— международный знак официального утверждения в соответствии с Правилами ЕЭК ООН. состоящий из:
— круга, в котором проставлена буква «Е» и цифры 22;
— номера Правил ЕЭК ООН и номера официального утверждения (сертификата), расположенных справа от круга.
Порядковый номер двигателя и дата изготовления наносятся ударным способом.
Модель топливного насоса высокого давления и дата выпуска выбиты на табличке, прикрепленной к корпусу насоса с левой стороны.
Порядковый номер ТНВД выбит на заднем торце корпуса ТНВД с правой стороны.
На топливном насосе высокого давления в сборе с регулятором частоты вращения устанавливаются восемь пломб завода-изготовителя:
— на обе крышки секций ТНВД;
— на винт регулировки цикловой подачи и болт крепления крышки мембраны корректора по давлению наддувочного воздуха;
— на винт регулировки корректора по давлению наддувочного воздуха;
— на болт крепления крышки мембраны корректора по давлению наддувочного воздуха и болт крепления крышки регулятора;
— на болт ограничения максимальной частоты вращения;
— на болт регулировки пусковой подачи и болт крепления крышки регулятора;
— на болт ограничения хода рычага останова и болт крепления крышки регулятора.
Снятие пломб категорически запрещается.
Состав двигателя, устройство и работа
Блок цилиндров является основной корпусной деталью двигателя и представляет собой отливку из чугуна.
Отливку подвергают искусственному старению для снятия термических напряжений, что позволяет блоку сохранить правильные геометрические формы и размеры в процессе эксплуатации.
Два ряда полублоков под гильзы цилиндров, отлитых как одно целое с верхней частью картера, расположены под углом 90° один к другому.
Левый ряд расточек под гильзы смещен относительно правого вперед (к вентилятору) на 29,5 мм, что обусловлено установкой на каждую шатунную шейку коленчатого вала двух шатунов.
Каждая расточка имеет два соосных цилиндрических отверстия, выполненные в верхнем и нижнем поясах блока, по которым центрируются гильзы цилиндра, и выточки в верх нем поясе, образующие кольцевые площадки под бурты гильз. Чтобы обеспечить правильную посадку гильзы в блоке, параметры плоскостности и перпендикулярности упорной площадки под бурт гильзы относительно оси центрирующих расточек выполняются с высокой точностью.
На нижнем поясе выполнены две канавки под уплотнительные кольца, которые предотвращают попадание охлаждающей жидкости из полости охлаждения блока в полость масляного картера двигателя.
Бобышки отверстий под болты крепления головок цилиндров выполнены в виде приливов к поперечным стенкам, образующим рубашку охлаждения, равномерно распределены вокруг каждого цилиндра.
Картерная часть блока связана с крышками коренных подшипников коренными и стяжными болтами. Центрирование крышек коренных подшипников производится горизонтальными штифтами 8 (рис. 24), которые запрессованы на стыке между блоком и крышками, но большей частью входящими в блок для предотвращения их выпадения при снятии крышек.
Кроме того, крышка пятой коренной опоры центрируется в продольном направлении двумя вертикальными штифтами, обеспечивающими точность совпадения расточек под упорные полукольца коленчатого вала на блоке и на крышках.
Порядок затяжки болтов крепления крышек коренных опор в соответствии с приложением 8.
Расточка блока цилиндров под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников невзаимозаменяемы и устанавливаются в строго определенном положении. На каждой крышке нанесен порядковый номер опоры, нумерация которых начинается с переднего торца блока.
В картерной части развала блока цилиндров в виде бобышек выполнены направляющие толкателей клапанов. Ближе к заднему торцу между четвертым и восьмым цилиндрами, для улучшения циркуляции охлаждающей жидкости, выполнена перепускная труба полости охлаждения. Одновременно она придает блоку еще и дополнительную жесткость. Параллельно оси расточек под подшипники коленчатого вала выполнены расточки под втулки распределительного вала увеличенной размерности.
Диаметры масляных каналов в блоке цилиндров увеличены.
В нижней части цилиндров отлиты, заодно с блоком, бобышки под форсунки охлаждения поршней.
С целью установки на блок фильтра с теплообменником на правой стороне увеличина. по сравнению с двигателем 740.10, площадка под фильтр, введены два дополнительных крепежных отверстия и сливное отверстие из фильтра.
Гильзы цилиндров (рис. 19) «мокрого» типа, легкосъемные имеют маркировку 740.50-1002021 на конусной части внизу гильзы. Установка гильз с другой маркировкой недопустима из-за возникающего контакта с шатуном. Гильзы двигателей 740.50-360 отличаются меньшей на 3 мм высотой от гильз других моделей двигателей КАМАЗ размерности 120×120.
Гильза цилиндра изготавливается из серого специального чугуна упрочненного объемной закалкой.
В соединении гильза — блок цилиндров полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо 5 в проточке гильзы, в нижней части — два кольца 4 в расточки блока цилиндров.
Микрорельеф на зеркале гильзы представляет собой редкую сетку впадин и площадок с мелкими рисками под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндро-поршневой группы.
При сборке двигателя на нерабочем выступе торца гильзы наносится номер цилиндра и индекс варианта исполнения поршня.
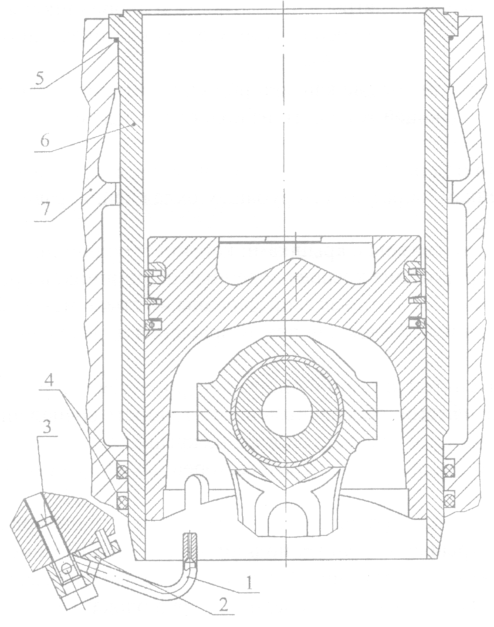
Рис. 19. Установка гильзы цилиндра п уплотнительных колец
1 — трубка форсунки; 2 — корпус форсунки охлаждения поршня; 3 — корпус клапана; 4 — кольцо уплотнительное гильзы нижнее; 5 — кольцо уплотнительное верхнее; 6 — гильза цилиндра; 7 — блок цилиндров.
Привод агрегатов (рис. 20) осуществляется прямозубыми шестернями и служит для привода механизма газораспределения, топливного насоса высокого давления, компрессора и насоса гидроусилителя руля автомобиля.
Механизм газораспределения приводится в действие от шестерни 10, установленной на хвостовике коленчатого вала, через блок промежуточных шестерен, которые вращаются на двух рядах роликов 3, разделённых промежуточной втулкой 4 и расположенных на оси 1, закреплённой на заднем торце блока цилиндров.
На конец распределительного вала напрессована шестерня, угловое расположение которой относительно кулачков вала определяется шпонкой.
Шестерня 15 привода топливного насоса высокого давления (ТНВД) установлена на валу 13 привода ТНВД и фиксируется шпонкой 14.
Шестерни устанавливаются на двигатель в строго определенном положении по метке «0» на шестерне привода распределительного вала, метке «Е» на шестерне привода ТНВД и рискам, выбитым на зубчатых колесах, как показано на рис. 23.
Привод ТНВД осуществляется от шестерни 15, находящейся в зацеплении с шестерней распределительного вала. Вращение от вала к ТНВД передается через ведущую и ведомую полумуфты с упругими пластинами, которые компенсируют несоосность установки валов ТНВД и шестерни. С шестерней привода ТНВД находятся в зацеплении шестерни привода компрессора и насоса гидроусилителя руля.
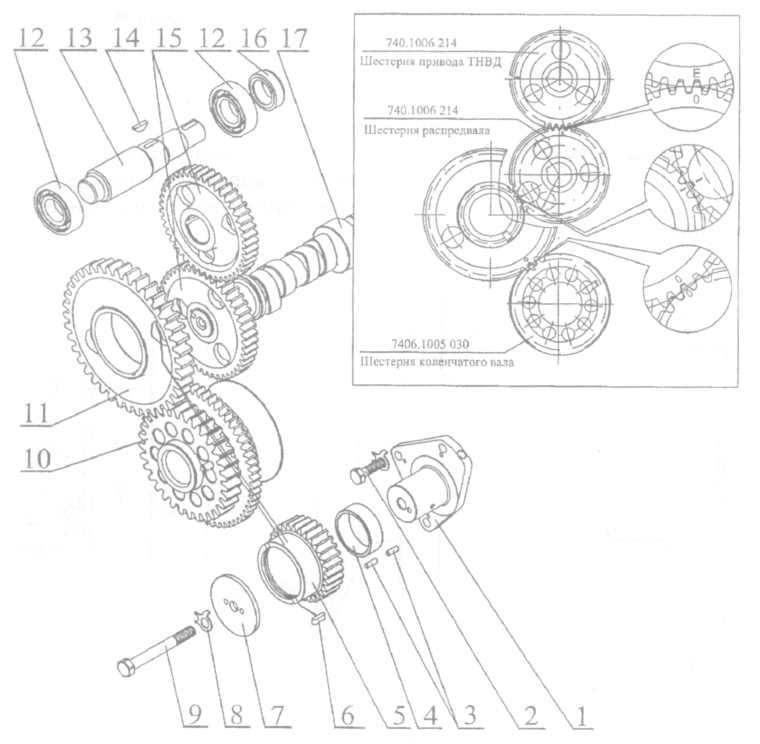
Рис. 20. Привод агрегатов
1 — ось ведущей шестерни привода распределительного вала; 2 — болт крепления оси; 3 — ролики 5,5×15,8 в количестве 62 шт.; 4 — втулка промежуточных роликов; 5 — шестерня ведущая; 6 — шпонка; 7 — шайба упорная; 8 — шайба замковая; 9 — болт M12x1,25×90 крепления насыпного подшипника; 10 — ведущее зубчатое колесо коленчатого вала; 11 — шестерня промежуточная; 12 — шарикоподшипники; 13 — вал колеса привода ГНВД; 14 — шпонка; 15 — шестерня привода ТНВД; 16- втулка; 17 — распределительный вал в сборе с шестерней.
К заднему торцу блока цилиндров крепится картер агрегатов. В верхней части картера агрегатов есть расточки, в которые устанавливаются компрессор и насос гидроусилителя руля. По бокам картера агрегатов выполнены бобышки с отверстиями для слива масла из турбокомпрессоров и отверстием под указатель уровня масла.
Привод агрегатов закрыт картером маховика, закреплённым к заднему торцу блока цилиндров через картер агрегатов.
На картере маховика справа предусмотрено место для установки фиксатора маховика, применяемого для установки угла опережения впрыскивания топлива и регулирования тепловых зазоров в механизме газораспределения. Ручка фиксатора при работе двигателя должна находиться в верхнем положении.
В нижнее положение ее переводят при регулировочных работах, в этом случае фиксатор находится в зацеплении с маховиком. В верхней части картера маховика выполнена расточка, в которую устанавливается корпус заднего подшипника. Внизу в левой части картера имеется расточка, в которую устанавливается стартер. В середине картера выполнена расточка под манжету коленчатого вала.
В верхней части картера слева выполнен прилив, предназначенный для установки коробки отбора мощности (КОМ). В случае отсутствия КОМ внутренние поверхности прилива не обрабатываются. Задний фланец картера маховика выполнен с присоединительными размерами по SAE1.
Источник