- Ремонт масляных насосов для тракторов
- Неисправности масляных насосов и способы их устранения
- Насос не создает необходимого давления и поэтому навесная машина поднимается медленно или совсем не поднимается при исправных трубопроводах и распределителе
- Из горловины бака для рабочей жидкости выбивается пена
- Увеличение уровня масла в картере двигателя
- Рабочая жидкость протекает через стык корпуса и крышки насоса
- Быстрый нагрев насоса и бака для рабочей жидкости
- Шум при работе насоса
- Большой шум с одновременным появлением пены, выходящей из отверстия сапуна бака для рабочей жидкости
- Ремонт масляного насоса смазочной системы
Ремонт масляных насосов для тракторов
Масляные насосы, требующие ремонта, снимают с двигателей и в сборе направляют на мойку. Наружная мойка насосов проводится в моечных установках одновременно с другими подлежащими ремонту узлами и деталями.
После мойки масляные насосы испытывают на производительность, чтобы установить необходимость разборки, затем разбирают на детали, производят мойку, дефектовку и восстановление изношенных деталей, собирают насосы и испытывают их на специальном стенде.
Прежде чем приступить к описанию технологии разборки масляных насосов на детали, необходимо отметить следующее важное обстоятельство.
Рекламные предложения на основе ваших интересов:
Падение давления масла в системе смазки двигателя не всегда определяется износом деталей масляного насоса.
При доброкачественном картерном масле и правильных показаниях манометра причинами падения давления масла в системе смазки могут быть:
1) увеличение зазоров в соединениях, к которым подается масло от насоса;
2) течь в маслоподводящих каналах;
3) нарушение регулировки пружин сливного и редукционного клапанов.
Поэтому снятый с двигателя масляный насос испытывают на производительность, выявляют и устраняют неисправности редукционного клапана и только после, этого определяют необходимость разборки и ремонта его. При этом руководствуются установленными техническими условиями, по которым допускается снижение производительности масляных насосов на 10—12% от номинальных значений.
Основные дефекты масляного насоса: износ деталей, увеличение зазора между шестернями и стенками корпуса и крышки насоса, что влечет за собой снижение подачи, а также потерю герметичности редукционного клапана. Поэтому после наружной мойки перед разборкой насос испытывают на специальном стенде на подачу и при необходимости устраняют неисправность, а также регулируют редукционный клапан. Если этим способом восстановить подачу насоса не удается, его ремонтируют следующим
Разбирают насос и детали промывают (вываривают) в ванне с горячим раствором препарата МС-8 или в расплаве солей. Затем детали дефектуют. Раскомплектовка годных шестерен и корпуса насоса не допускается.
Восстановление деталей насоса складывается из целого ряда операций.
Корпус насоса, изготовленный из серого чугуна СЧ 15-32, может иметь такие дефекты: трещины, изломы; коробление поверхности прилегания крышки; износ отверстий под штифты; срыв резьбы; износ втулок и отверстий под втулки; износ гнезд под шестерни.
При изломах и трещине, проходящей через одну из поверхностей отверстий под шестерню, вал или ось шестерен, а также при трещинах в корпусе предохранительного клапана корпус насоса выбраковывают.
Трещины заваривают биметаллическим электродом ОЗЧ -2, ПАНЧ -11, ЦЧ-ЗА или чугунным прутком марки Б с предварительным подогревом корпуса до температуры 600…700 °С.
Излом фланца или кронштейна крепления насоса к блоку устраняют также сваркой электродами ОЗЧ -2, ЦЧ-ЗА, ПАНЧ -11 или прутком чугуна марки Б с предварительным подогревом корпуса. На обработанных поверхностях сварочный шов зачищают заподлицо с поверхностью.
Коробление плоскости прилегания крышки насоса и других при-валочных плоскостей проверяют щупом на поверочной плите и устраняют протачиванием на токарном станке или фрезерованием.
Изношенные отверстия под штифты или под оси шестерни развертывают под увеличенный размер и-ставят вновь изготовленные штифты или оси.
Уплотнительную поверхность гнезда предохранительного клапана зачищают зенковкой, и клапан, выполненный в виде стакана, притирают к гнезду.
Изношенный шариковый клапан заменяют новым и пристукивают шарик к гнезду ударами молотка через наставку, чтобы улучшить прилегаемость.
Отверстия под втулки развертывают на увеличенный размер, а изношенные втулки заменяют новыми. Допускается изготовление чугунных втулок вместо бронзовых.
Гнезда под шестерни восстанавливают наплавкой электродами ОЗЧ -2 или чугунным прутком марки Б с предварительным подогревом детали и затем растачивают под нормальный размер. Можно также восстанавливать гнезда электролитическим цинкованием или железнением. ГОСНИТИ рекомендует восстанавливать гнезда составами на основе эпоксидных смол и в качестве наполнителя применять железный порошок. Состав наносят на стенки гнезд слоем толщиной 1…2 мм и прикатывают специальной раскаткой. После отверждения эпоксидного состава гнезда растачивают до нормального размера.
Крышка насоса, изготовленная тоже из серого чугуна, изнашивается по поверхности, соприкасающейся с торцами шестерен; возможны коробление этой поверхности и трещины на ней. Изношенную или покоробленную поверхность протачивают. Шероховатость рабочей поверхности должна быть не ниже 6-го класса, биение поверхности относительно отверстия под валик ведущей шестерни не более 0,06 мм. Если поверхность уже протачивали, ее наращивают капроном в псевдоожиженном слое и затем шлифуют на плоскошлифовальном станке.
При трещинах, изломах или износе до толщины, выходящей за допускаемые пределы, крышку выбраковывают.
Валик ведущей шестерни, изготовляемый обычно из стали 45 (поверхность соприкосновения с втулками и шлицы, если они есть, закалены нагревом Т.В.Ч. до твердости HRC 45…50), может иметь следующие дефекты: износ поверхности под втулки, износ шлицев или шпоночного паза, изгиб, трещины и излом.
Изношенную поверхность восстанавливают наращиванием вибродуговой наплавкой пружинной проволокой с применением охлаждающей жидкости, а также плазменной наплавкой или хромированием и затем обрабатывают под номинальный размер. Шероховатость обработанной поверхности должна быть не ниже 7-го класса, твердость не менее HRC 45 и биение не более 0,02 мм. Иногда нарощенную поверхность обрабатывают на увеличенный размер, а изношенные втулки развертывают под увеличенный размер. Изношенные шлицы наплавляют и фрезеруют на этом месте новые. Шпоночный паз фрезеруют под увеличенный размер шпонки или полностью заплавляют электродом Э50 и фрезеруют новый паз на другом месте под углом 90° или 180° по отношению к старому.
Шестерни выбраковывают при трещинах, изломах и выкрашивании зубьев, при износе зубьев по толщине и высоте, а также при износе шестерен по высоте до значений, выходящих за пределы Допускаемых техническими условиями.
Торцевые поверхности с задирами и царапинами на торцах шлифуют или притирают на плите шлифовальной шкуркой зернистостью 6…5. Биение торцов шестерен относительно оси отверстий Допускается не более 0,03 мм. При износе шестерен по высоте на такой же размер уменьшают глубину гнезд в корпусе шлифованием плоскости прилегания крышки.
Сборка и испытание. Масляный насос собирают в определенной последовательности, примерно одинаковой для насосов двигателей разных марок. Для масла во втулке и шестерне совпали. Если изготавливали новую втулку, то после ее запрессовки сверлят отверстия для масла через отверстие в шестерне. Затем втулку по внутреннему диаметру подгоняют по оси шестерни и запрессовывают ось в корпус с натягом 0,015…0,065 мм. Устанавливают крышку на корпус насоса и одновременно развертывают втулки в корпусе и крышке под опорные поверхности валика ведущей шестерни. Снимают крышку, устанавливают в корпус валик с ведущей шестерней и надевают на ось ведомую шестерню. Зазор между торцевыми поверхностями шестерен и крышкой насоса (измеряют при помощи щупа и линейки) должен быть в пределах 0,025…0,150 мм, боковой зазор 2 между зубьями шестерен — 0,12…0,34 мм и радиальный зазор 3 между стенкой гнезд и вершинами зубьев — 0,12…0,20 мм. Затем закрепляют болтами крышку насоса и собирают предохранительный клапан. Под действием собственной массы клапан должен свободно перемещаться в канале и герметично закрывать уплотнительную поверхность гнезда.
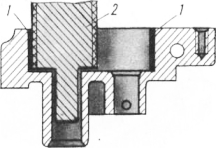
Рис. 2. Прикатывание эпоксидного состава в корпусе масляного насоса:
1 — состав; 2 — раскатка.
После сборки масляный насос обкатывают и испытывают на специальных стендах типа КИ-5278, КИ-9158 и др. Обкатывают насос по установленному для двигателя каждой марки режиму в течение 10… 15 мин. В процессе обкатки не допускается перегрев насоса. Возможно подтекание масла через втулки и по плоскости разъема крышки в пределах, не снижающих заданное давление и подачу. После обкатки предохранительный клапан насоса регулируют на необходимое давление и проверяют его герметичность.
При испытании измеряют давление, развиваемое насосом, его подачу при частоте вращения вала, установленной техническими условиями. Например, масляный насос двигателя СМД -14 при частоте вращения вала 1410 мин-1 должен развивать давление в пределах 0,60…0,65 МПа, а его подача должна быть не ниже 60 л/мин. При давлении 0,75…0,85 МПа срабатывает предохранительный клапан.
Масляные насосы дизельных двигателей обкатывают и испытывают на смеси, состоящей из 50% дизельного масла и 50% дизельного топлива, при температуре 20…25 °С, что соответствует вязкости картерного масла 21 …29 сСт, или (21…29) 10-6 м /с при рабочей температуре.
Масляные насосы карбюраторных двигателей обкатывают и испытывают на смеси, состоящей из 90% керосина и 10% машинного масла.
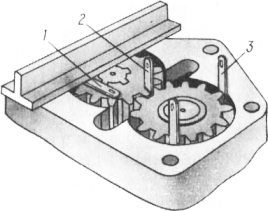
Рис. 3. Измерение зазоров в корпусе масляного насоса:
1 — торцевого; 2 — бокового; 3 — радиального.
Источник
Неисправности масляных насосов и способы их устранения
Насос не создает необходимого давления и поэтому навесная машина поднимается медленно или совсем не поднимается при исправных трубопроводах и распределителе
Причиной этой неисправности могут быть для насоса типа НШ-У отсутствие или низкий уровень рабочей жидкости в баке; течь рабочей жидкости через уплотнительную манжету крышки насоса или через специальное клиновидное (секторное) уплотнение. Устранить эту неисправность можно доливанием рабочей жидкости до нормального уровня в баке, заменой манжеты крышки или клиновидного уплотнения.
Для насоса типа НШ-К причиной неисправности является отсутствие или низкий уровень рабочей жидкости в баке, перетекание рабочей жидкости через манжету радиального уплотнения, через манжеты диаметром 39 мм, расположенные на дне корпуса, и крышки насоса или через манжеты платиков-замыкателей. Устранить эту неисправность можно доливанием рабочей жидкости до нормального уровня в баке; заменой насоса (насос с вышедшими из строя манжетными уплотнениями отправить на ремонт в специализированную мастерскую).
Из горловины бака для рабочей жидкости выбивается пена
Пена образуется в баке из-за подсоса воздуха через уплотнительную манжету ведущего вала насоса, через уплотнение крепления всасывающего патрубка к насосу или через штуцер всасывающего маслопровода.
Для устранения объемного пенообразования необходимо заменить манжету ведущего вала насоса, уплотнительное кольцо во всасывающем патрубке или подтянуть соединения всасывающего маслопровода.
Увеличение уровня масла в картере двигателя
Это происходит по причине износа манжеты ведущего вала насоса. Ее необходимо заменить новой манжетой.
Замена манжетного уплотнения ведущего вала насоса типа НШ-У сопровождается снятием крышки насоса и все операции замены выполняются также, как и в насосах прежних конструкций.
Для замены вышедшей из строя манжеты ведущего вала насоса типа НШ-К необходимо снять насос с машины, снять стопорное и опорное кольца. После этого осмотреть состояние рабочей кромки манжеты и в случае непригодности удалить ее. Затем очистить шейку вала от загрязнений и масла, проверить отсутствие забоин и смазать консистентной смазкой. Новую манжету необходимо промыть в чистой рабочей жидкости, а также смазать консистентной смазкой и установить в корпус насоса, переводя манжету через шлицованный конец вала с помощью специальной оправки. После этого установить на свои места опорное и стопорное кольца. В дальнейшем производится монтаж насоса на машине.
Рабочая жидкость протекает через стык корпуса и крышки насоса
Наблюдается при ослаблении затяжки болтов крепления крышки к корпусу насоса. В этом случае необходимо подтянуть болты до отказа.
Быстрый нагрев насоса и бака для рабочей жидкости
Нагрев происходит за счет быстрого нагревания рабочей жидкости вследствие ее протекания сквозь щели, образующиеся при заедании золотника или перепускного клапана в распределителе. Необходимо проверить распределитель и устранить неисправность.
Шум при работе насоса
Повышенный шум в гидросистеме наблюдается при низком уровне рабочей жидкости в баке или при соприкосновении металлических маслопроводов с металлическими частями трактора или сельскохозяйственной машины. Чтобы устранить шум, необходимо долить до уровня рабочую жидкость и выяснить причины ее утечек или же ликвидировать соприкосновение между маслопроводами и металлическими частями трактора.
Большой шум с одновременным появлением пены, выходящей из отверстия сапуна бака для рабочей жидкости
Возникает вследствие подсоса воздуха через всасывающую магистраль гидросистемы. Эту неисправность ликвидируют путем устранения подсоса воздуха во всасывающей магистрали.
Источник
Ремонт масляного насоса смазочной системы
Масляный насос подлежит ремонту при давлении масла в смазочной системе двигателя ниже значений, указанных в руководстве по эксплуатации.
Вначале нужно проверить состояние редукционного клапана насоса. Для этого необходимо вынуть редукционный клапан в сборе и проверить состояние его деталей.
Детали клапана, очищенные от масляных осадков и промытые в керосине, должны свободно перемещаться в корпусе редукционного клапана. Длина пружин клапана должна соответствовать значениям, заданным заводом-изготовителем при определенной нагрузке. Если при проверке наблюдается отклонение от указанных контрольных значений, то необходимо разобрать насос.
Разбирать масляный насос рекомендуется в следующем порядке:
- промыть насос в обезжиривающем растворе, закрепить его в тисках и выпрессовать штифты;
- отвернуть три болта крепления корпуса нижней секции (для двухсекционного насоса), вынуть болты, снять корпус нижней секции с прокладкой, снять ведомую шестерню нижней секции и вынуть ось из корпуса масляного насоса с помощью съемника, слегка постукивая деревянным молотком;
- вывернуть пробку и вынуть редукционный клапан (пружину и плунжер);
- спрессовать центрирующую муфту и вал в сборе с двумя ведущими шестернями и промежуточной крышкой на верстачном прессе;
- снять прокладку верхнего корпуса насоса, ведомую шестерню верхней секции и выпрессовать ось;
- закрепить вал насоса в тисках с мягкими подкладками и снять с вала ведущую шестерню нижней секции, затем вынуть первую шпонку из паза вала насоса, снять стопорное кольцо с помощью отвертки и промежуточную крышку;
- спрессовать ведущую шестерню на верстачном прессе и вынуть вторую шпонку из паза вала масляного насоса.
Детали разобранного масляного насоса нужно промыть и проверить их геометрические размеры.
Диаметры отверстий в корпусе масляного насоса под ведущий вал насоса должны соответствовать допустимым значениям. При увеличении диаметра отверстия более допустимых значений нужно заменить корпус или отремонтировать отверстия. Глубина полостей под шестерни верхней секции должна соответствовать допустимым значениям. При увеличении глубины более допустимого значения корпус необходимо заменить или отремонтировать. Диаметры полостей под шестерни в корпусе и крышке также нужно проверить на соответствие допустимым значениям. При увеличении диаметра более допустимого корпус или нижнюю крышку нужно заменить или отремонтировать.
Также требуют проверки следующие размеры:
- диаметры отверстий под оси ведомых шестерен в корпусе и в нижней крышке насоса;
- диаметры осей ведомых шестерен;
- глубина полостей под шестерни в нижней крышке насоса;
- диаметр ведущего вала масляного насоса и ширина шпоночной канавки вала.
Односторонний износ осей недопустим. Изношенные оси следует выпрессовать и заменить новыми.
Разъемные поверхности промежуточной крышки насоса, соприкасающиеся с торцами шестерен, должны быть плоскими и параллельными. Допуск параллельности не должен превышать 0,03 мм на дайне 50 мм. Допуск плоскостности поверхностей крышки или выработка не должен превышать 0,04 мм. Допускается шлифование крышки на величину не более 0,15 мм с каждой стороны. Поверхность корпуса нижней секции насоса, соприкасающаяся с торцами шестерен, должна быть плоской. Допуск плоскостности поверхности крышки или выработка соответствует 0,04 мм, допуск параллельности — не более 100 мм.
Для контроля герметичности и выявления течи через невидимые трещины рекомендуется корпус масляного насоса, промежуточную крышку и корпус нижней секции проверять путем подачи воды под давлением 0,4 МПа.
Сборку насоса проводят в последовательности, обратной разборке. Все бумажные прокладки при сборке насоса следует заменить новыми. Прокладки смазывают тонким слоем герметика УН-25 или другим средством, отвечающим требованиям завода-изготовителя.
При установке ведущего вала насоса должны быть обеспечены зазоры между валом и отверстием корпуса и между осью и отверстием шестерни. При сборке насоса необходимо уделять особое внимание следующему. Ось ведомой шестерни должна быть запрессована в корпус с натягом 0,032… 0,077 мм. Центрирующая муфта на ведущем валу должна быть посажена с натягом 0,004… 0,048 мм. Если муфта на валу качается (имеется зазор), ее следует заменить. При напрессовке центрирующей муфты нужно выдержать размер от торца насоса до верхнего края муфты в соответствии с требованиями завода-изготовителя.
Щупом и линейкой необходимо проверить зазоры масляного насоса:
- зазор между зубьями шестерен и стенками корпуса — 0,100…0,175 мм (предельно допустимый зазор 0,25 мм);
- зазор в зацеплении зубьев шестерен — 0,14…0,24 мм (предельно допустимый зазор 0,25 мм);
- зазор между торцами шестерен и плоскостью корпуса верхней секции при установленной прокладке толщиной 0,17 мм — 0,120…0,195 мм (предельно допустимый зазор 0,20 мм);
- зазор между торцами шестерен и плоскостью корпуса нижней секции — 0,135 …0,188 мм (предельно допустимый зазор 0,20 мм).
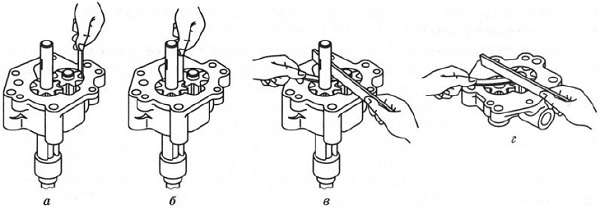
Рис. Проверка зазоров масляного насоса с помощью щупа и линейки:
а — проверка зазора между зубьями шестерен и стенками корпуса; б — проверка зазора в зацеплении зубьев шестерен; в — проверка зазора между торцами шестерен и плоскостью корпуса; г — проверка зазора между торцами шестерен и плоскостью корпуса нижней крышки
Ведущий вал насоса, установленный в корпусе насоса, после затяжки всех болтов должен легко проворачиваться от руки без заклинивания. При наличии заклинивания допускается добавление одной прокладки толщиной не более 0,06 мм. Собранный насос рекомендуется испытать на специальном стенде. Значения подач масла насосом должны быть в пределах значений, указанных заводом-изготовителем.
Источник